7xxx Series Aluminum Alloy Products In A Stabilized T4 Temper And Methods Of Making The Same
Leyvraz; David ; et al.
U.S. patent application number 16/114830 was filed with the patent office on 2019-02-28 for 7xxx series aluminum alloy products in a stabilized t4 temper and methods of making the same. This patent application is currently assigned to Novelis Inc.. The applicant listed for this patent is Novelis Inc.. Invention is credited to Steve Clerc, Rajeev G. Kamat, David Leyvraz, Rajasekhar Talla, Samuel R. Wagstaff.
| Application Number | 20190062886 16/114830 |
| Document ID | / |
| Family ID | 63528962 |
| Filed Date | 2019-02-28 |










View All Diagrams
| United States Patent Application | 20190062886 |
| Kind Code | A1 |
| Leyvraz; David ; et al. | February 28, 2019 |
7XXX SERIES ALUMINUM ALLOY PRODUCTS IN A STABILIZED T4 TEMPER AND METHODS OF MAKING THE SAME
Abstract
The present disclosure generally provides 7xxx series aluminum alloy products in a stable T4 temper. The disclosure also provides methods of making such products, for example, using processes that include a combination of casting, rolling, solutionizing, quenching, reheating, and slow cooling. The disclosure also provides various end uses of such products, such as in automotive, transportation, electronics, and industrial applications.
| Inventors: | Leyvraz; David; (Sierre, CH) ; Wagstaff; Samuel R.; (Marietta, GA) ; Clerc; Steve; (Sierre, CH) ; Talla; Rajasekhar; (Woodstock, GA) ; Kamat; Rajeev G.; (Marietta, GA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Novelis Inc. Atlanta GA |
||||||||||
| Family ID: | 63528962 | ||||||||||
| Appl. No.: | 16/114830 | ||||||||||
| Filed: | August 28, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62551497 | Aug 29, 2017 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B22D 11/003 20130101; B22D 7/005 20130101; C22F 1/053 20130101; C22C 21/10 20130101; C22F 1/047 20130101 |
| International Class: | C22F 1/053 20060101 C22F001/053; C22C 21/10 20060101 C22C021/10 |
Claims
1. A method of making a rolled aluminum alloy product, comprising: providing a 7xxx series aluminum alloy, wherein the 7xxx series aluminum alloy is provided as a molten 7xxx series aluminum alloy; casting the molten 7xxx series aluminum alloy to provide an aluminum alloy cast product; homogenizing the aluminum alloy cast product to provide a homogenized aluminum alloy cast product; rolling the homogenized aluminum alloy cast product to form a rolled aluminum alloy product; and solutionizing and pre-aging the rolled aluminum alloy product.
2. The method of claim 1, wherein the 7xxx series aluminum alloy is selected from the group consisting of AA7011, AA7019, AA7020, AA7021, AA7039, AA7072, AA7075, AA7085, AA7108, AA7108A, AA7015, AA7017, AA7018, AA7019A, AA7024, AA7025, AA7028, AA7030, AA7031, AA7033, AA7035, AA7035A, AA7046, AA7046A, AA7003, AA7004, AA7005, AA7009, AA7010, AA7011, AA7012, AA7014, AA7016, AA7116, AA7122, AA7023, AA7026, AA7029, AA7129, AA7229, AA7032, AA7033, AA7034, AA7036, AA7136, AA7037, AA7040, AA7140, AA7041, AA7049, AA7049A, AA7149, AA7204, AA7249, AA7349, AA7449, AA7050, AA7050A, AA7150, AA7250, AA7055, AA7155, AA7255, AA7056, AA7060, AA7064, AA7065, AA7068, AA7168, AA7175, AA7475, AA7076, AA7178, AA7278, AA7278A, AA7081, AA7181, AA7185, AA7090, AA7093, AA7095, and AA7099.
3. The method of claim 1, wherein the 7xxx series aluminum alloy comprises: from 4.0 to 15.0 wt. % Zn; from 0.1 to 3.5 wt % Cu; from 1.0 to 4.0 wt. % Mg; from 0.05 to 0.50 wt. % Fe; from 0.05 to 0.30 wt. % Si; up to 0.50 wt. % Zr; up to 0.25 wt. % Mn; up to 0.20 wt. % Cr; up to 0.15 wt. % Ti; up to 0.15 wt. % impurities; and Al.
4. The method of claim 3, wherein the 7xxx series aluminum alloy comprises: from 5.6 to 9.3 wt. % Zn; from 0.2 to 2.6 wt. % Cu; from 1.4 to 2.8 wt. % Mg; from 0.10 to 0.35 wt. % Fe; from 0.05 to 0.20 wt. % Si; up to 0.25 wt. % Zr; up to 0.05 wt. % Mn; up to 0.05 wt. % Cr; up to 0.05 wt. % Ti; up to 0.15 wt. % impurities; and Al.
5. The method of claim 3, further comprising up to 0.10 wt. % of one or more elements selected from the group consisting of Mo, Nb, Be, B, Co, Sn, Sr, V, In, Hf, Ag, Sc, Ni, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu.
6. The method of claim 1, wherein the rolled aluminum alloy product is an aluminum alloy sheet or an aluminum alloy shate.
7. The method of claim 6, wherein the rolled aluminum alloy product has a thickness of no more than 15 mm.
8. The method of claim 1, wherein the casting comprises direct chill (DC) casting or continuous casting.
9. The method of claim 1, wherein the rolling comprises hot rolling, cold rolling, or any combination thereof.
10. The method of claim 1, further comprising quenching the rolled aluminum alloy product after the solutionizing and preceding the pre-aging.
11. The method of claim 1, wherein the pre-aging comprises heating the rolled aluminum alloy product to a pre-aging temperature ranging from 60.degree. C. to 130.degree. C.
12. The method of claim 1, wherein the pre-aging is conducted for a period of time up to about 24 hours.
13. The method of claim 1, further comprising, after the pre-aging, cooling the rolled aluminum alloy product to room temperature over a period of time ranging from 12 hours to 48 hours.
14. The method of claim 1, further comprising, after the pre-aging, coiling the rolled aluminum alloy product, and, then, cooling the rolled aluminum alloy product to room temperature.
15. The method of claim 14, wherein the coiling is carried out at a temperature of no more than 5.degree. C. below the pre-aging temperature.
16. The method of claim 15, wherein the cooling is carried out over a period of time ranging from 12 hours to 48 hours.
17. The method of claim 1, further comprising coiling the rolled aluminum alloy product after the pre-aging.
18. The method of claim 1, wherein the rolled aluminum alloy product has a yield strength (R.sub.p) of at least 240 MPa immediately following pre-aging, wherein the yield strength (R.sub.p) is measured according to ISO 6892-1.
19. The method of claim 1, wherein the rolled aluminum alloy product exhibits an increase in its yield strength (R.sub.p) of no more than 25 MPa during a post-production period immediately following the pre-aging, wherein the post-production period ranges from 7 days to 180 days.
20. An aluminum alloy product, wherein the aluminum alloy product is a rolled aluminum alloy product made by a method of claim 1.
Description
CROSS REFERENCE TO RELATED APPLICATION
[0001] This application claims the benefit of and priority to U.S. Provisional Application No. 62/551,497, filed on Aug. 29, 2017, which is hereby incorporated by reference in its entirety.
FIELD
[0002] The present disclosure generally provides 7xxx series aluminum alloy products in a stable T4 temper. The disclosure also provides methods of making such products, for example, using processes that include a combination of casting, rolling, solutionizing, quenching, reheating, and slow cooling. The disclosure also provides various end uses of such products, such as in automotive, transportation, electronics, and industrial applications.
BACKGROUND
[0003] Aluminum alloys of the 7xxx series are used in a number of contexts, especially where high strength and light weight are particularly desirable. For that reason, such alloys are frequently used in the aerospace industry and as encasements for various electronic products, such as cellular phones. Notwithstanding these advantages, the process of forming 7xxx series aluminum alloys can pose certain challenges, which can increase the costs of using such alloys in certain manufactured goods.
[0004] For example, 7xxx series aluminum alloy products are often supplied to users in an F temper, meaning that it is supplied in an as-fabricated form, where, for example, no solutionizing is performed after the rolling process. Users must therefore solutionize the product themselves and form it into a manufactured product by a hot forming process. In some other instances, 7xxx series aluminum alloy products are supplied to users in a T6 temper, where the aluminum alloy product undergoes solutionizing followed by artificial aging. Users can generally form such products at room temperature, but their formability is quite low.
[0005] It is possible to make 7xxx series aluminum alloy products using processes consistent with the production of aluminum alloy products in a T4 temper, where the products are subjected to solutionizing and allowed to age naturally. Such products would presumably exhibit desirable formability at room temperature compared to products supplied in a T6 temper. But such processes generally yield products in an unstable T4 temper that hardens within a few days and ceases to exhibit desirable formability properties. Because aluminum alloy products cannot easily be supplied and used in such a tight time window, aluminum alloy manufacturers have not typically supplied such 7xxx series aluminum alloy products to the market.
SUMMARY
[0006] Covered embodiments of the invention are defined by the claims, not this summary. This summary is a high-level overview of various aspects of the invention and introduces some of the concepts that are further described in the Detailed Description section below. This summary is not intended to identify key or essential features of the claimed subject matter, nor is it intended to be used in isolation to determine the scope of the claimed subject matter. The subject matter should be understood by reference to appropriate portions of the entire specification, any or all drawings and each claim.
[0007] The present disclosure provides novel 7xxx series aluminum alloy products in a T4 temper that is stable for a substantial period of time, for example, up to 6 months, before beginning to harden and thereby losing formability. Because these products are able to retain the formability benefits of this T4 temper for such a long period of time, they can be readily incorporated into manufacturing production cycles. This was impossible for previously known 7xxx series aluminum alloy products in a T4 temper, as those products generally began to harden and lose formability within mere days of their production. By the time the aluminum alloy product arrived at a buyer's plant, the material would likely have lost the beneficial formability properties it once possessed. Thus, the discovery of a 7xxx series aluminum alloy product in a stable T4 temper offers a significant advancement in the state of the art, and allows such materials to be incorporated into products of manufacture with greater ease and at much lower costs.
[0008] In a first aspect, the disclosure provides a method of making a rolled aluminum alloy product, comprising providing a 7xxx series aluminum alloy, wherein the 7xxx series aluminum alloy is a molten 7xxx series aluminum alloy; casting the molten 7xxx series aluminum alloy to provide an aluminum alloy cast product; homogenizing the aluminum alloy cast product to provide a homogenized aluminum alloy cast product; rolling the homogenized aluminum alloy cast product to form a rolled aluminum alloy product; and solutionizing and, then, pre-aging, the rolled aluminum alloy product. In some embodiments, the aluminum alloy product is a strip, a shate, a sheet, a plate, a billet, or other aluminum alloy product. In some such embodiments, the rolled aluminum alloy product exhibits an increase in its yield strength (Rp) of no more than 25 MPa during a post-production period immediately following the pre-aging, wherein the post-production period ranges from 15 days to 180 days.
[0009] In a second aspect, the disclosure provides an aluminum alloy product, wherein the aluminum alloy product is a rolled aluminum alloy product made according to the methods of the first aspect, including any embodiments thereof.
[0010] In a third aspect, the disclosure provides an article of manufacture, which comprises an aluminum alloy product of the second aspect, and any embodiments thereof.
[0011] Additional aspects and embodiments are set forth in the detailed description, claims, non-limiting examples, and drawings, which are included herein.
BRIEF DESCRIPTION OF THE DRAWINGS
[0012] FIG. 1 shows the change in the yield strength (Rp) as a function of the number of days following initial production for aluminum alloy samples prepared with and without pre-aging (PX).
[0013] FIG. 2 shows the change in the yield strength (Rp) as a function of the number of days following initial production for aluminum alloy samples prepared without pre-aging (PX) and with pre-aging under various conditions.
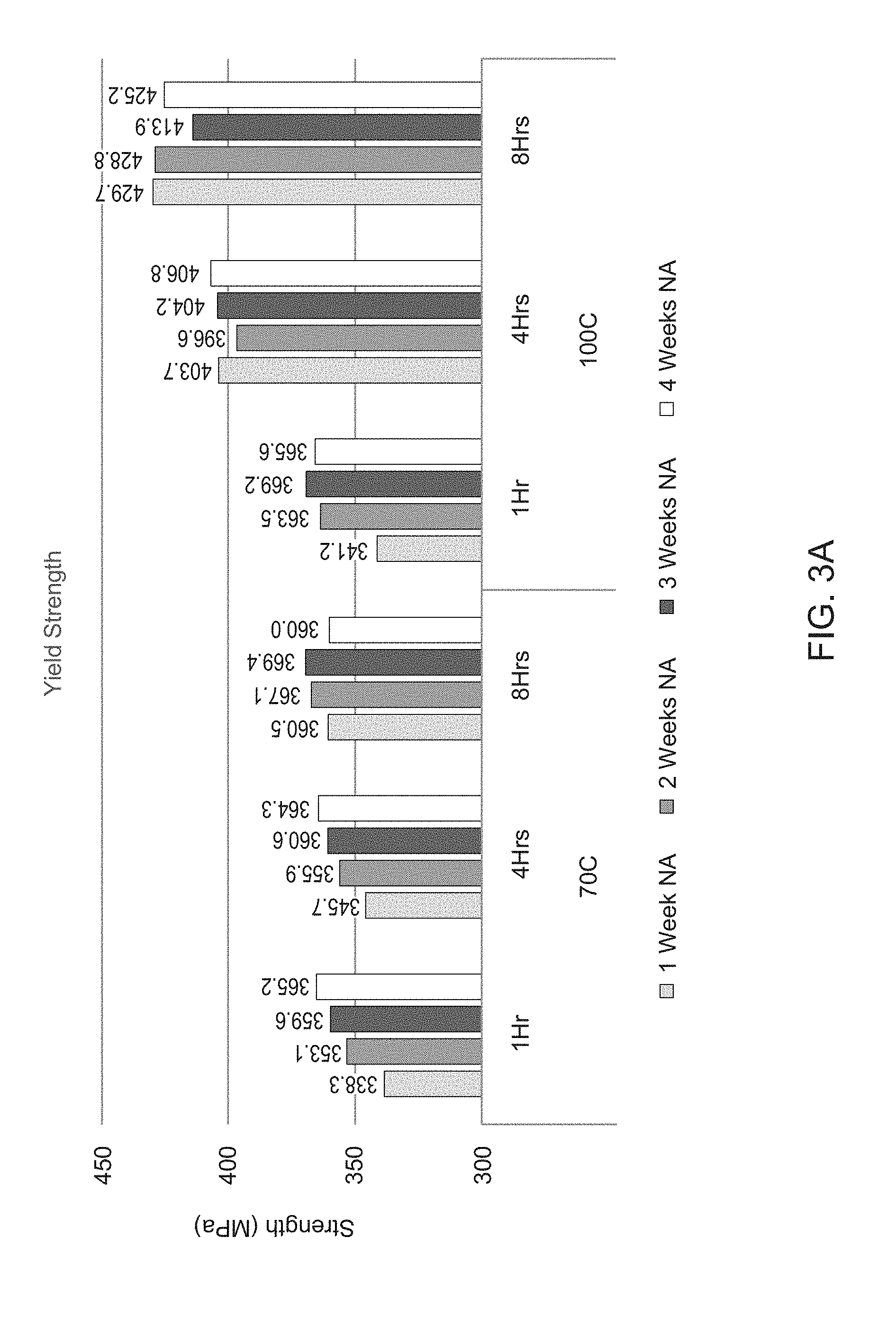
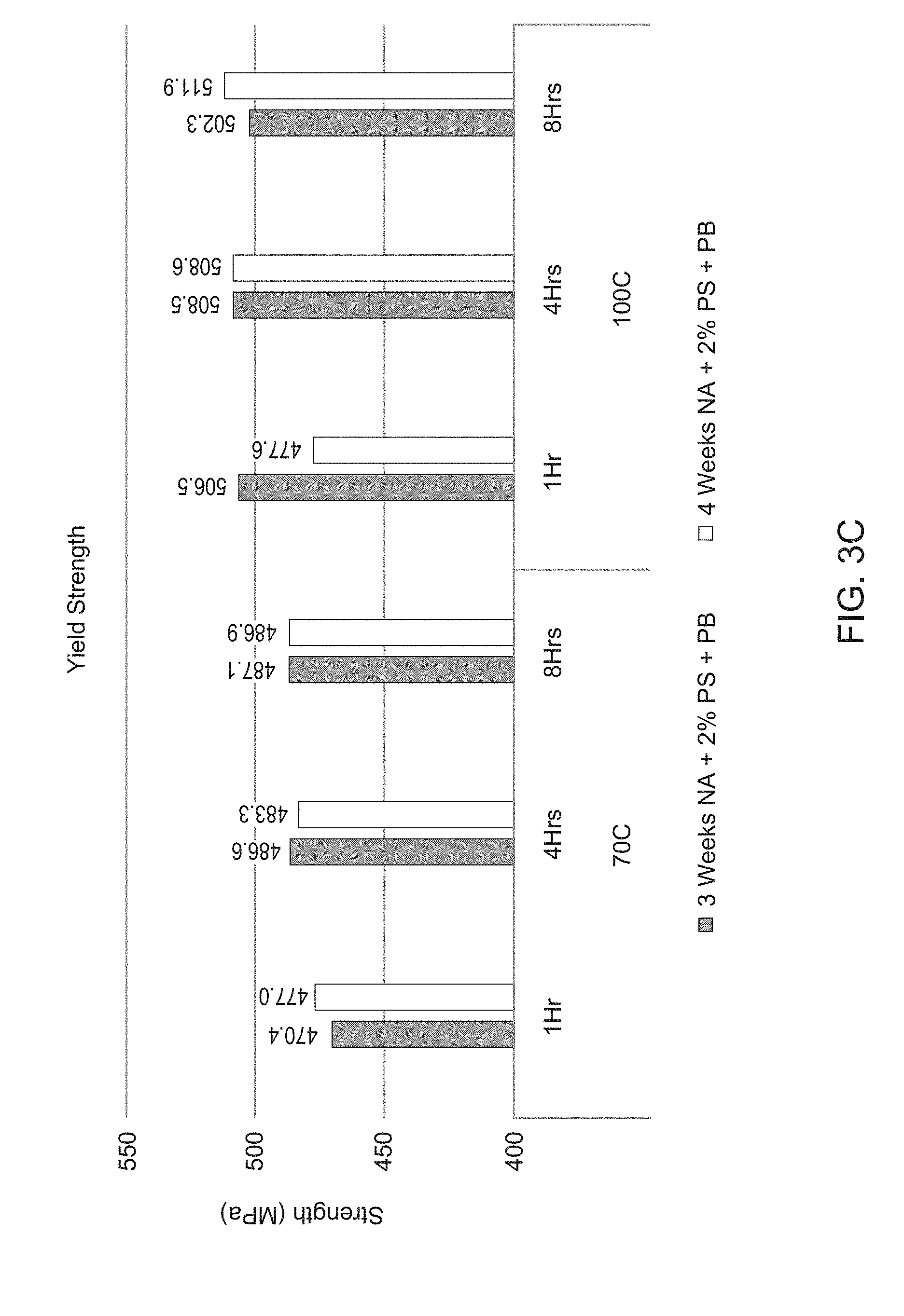
[0014] FIGS. 3A-C show the change in yield strength (Rp) for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
[0015] FIGS. 4A-C show the change in elongation strength for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
[0016] FIGS. 5A-C show the change in uniform elongation for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
[0017] FIGS. 6A-C show the change in total elongation for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
[0018] FIGS. 7A-D show the change in critical fracture strain for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
[0019] FIGS. 8A-D show the change in n-value for aluminum alloy samples as a function of pre-aging time, pre-aging temperature, and whether a paint bake cycle was used.
DETAILED DESCRIPTION
[0020] The present disclosure provides 7xxx series aluminum alloy products that are in a stable T4 temper following solutionizing and pre-aging, and methods of making the same. These products can be easily formed at room temperature for a substantial period of time following pre-aging.
Definitions and Descriptions
[0021] The terms "invention," "the invention," "this invention" and "the present invention" used herein are intended to refer broadly to all of the subject matter of this patent application and the claims below. Statements containing these terms should be understood not to limit the subject matter described herein or to limit the meaning or scope of the patent claims below.
[0022] In this description, reference is made to alloys identified by AA numbers and other related designations, such as "series" or "7xxx." For an understanding of the number designation system most commonly used in naming and identifying aluminum and its alloys, see "International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys" or "Registration Record of Aluminum Association Alloy Designations and Chemical Compositions Limits for Aluminum Alloys in the Form of Castings and Ingot," both published by The Aluminum Association.
[0023] As used herein, the meaning of "a," "an," and "the" includes singular and plural references unless the context clearly dictates otherwise.
[0024] As used herein, a "plate" generally has a thickness of greater than about 15 mm. For example, a plate may refer to an aluminum product having a thickness of greater than about 15 mm, greater than about 20 mm, greater than about 25 mm, greater than about 30 mm, greater than about 35 mm, greater than about 40 mm, greater than about 45 mm, greater than about 50 mm, or greater than about 100 mm.
[0025] As used herein, a "shate" (also referred to as a sheet plate) generally has a thickness of from about 4 mm to about 15 mm. For example, a shate may have a thickness of about 4 mm, about 5 mm, about 6 mm, about 7 mm, about 8 mm, about 9 mm, about 10 mm, about 11 mm, about 12 mm, about 13 mm, about 14 mm, or about 15 mm.
[0026] As used herein, a "sheet" generally has a thickness of less than 4 mm. For example, a sheet may have a thickness of less than about 4 mm, less than about 3 mm, less than about 2 mm, less than about 1 mm, less than about 0.5 mm, less than about 0.3 mm, or less than about 0.1 mm.
[0027] Reference may be made in this application to alloy temper or condition. For an understanding of the alloy temper descriptions most commonly used, see "American National Standards (ANSI) H35 on Alloy and Temper Designation Systems." An F condition or temper refers to an aluminum alloy as fabricated. An O condition or temper refers to an aluminum alloy after annealing. An Hxx condition or temper, also referred to herein as an H temper, refers to an aluminum alloy after cold rolling with or without thermal treatment (e.g., annealing). Suitable H tempers include HX1, HX2, HX3 HX4, HXS, HX6, HX7, HX8, or HX9 tempers, along with Hxxx temper variations (e.g., H111), which are used for a particular alloy temper when the degree of temper is close to the Hxx temper. A T1 condition or temper refers to an aluminum alloy cooled from hot working and naturally aged (e.g., at ambient temperature). A T2 condition or temper refers to an aluminum alloy cooled from hot working, cold worked and naturally aged. A T3 condition or temper refers to an aluminum alloy solution heat treated, cold worked, and naturally aged. A T4 condition or temper refers to an aluminum alloy solution heat treated and naturally aged. A T5 condition or temper refers to an aluminum alloy cooled from hot working and artificially aged (at elevated temperatures). A T6 condition or temper refers to an aluminum alloy solution heat treated, quenched, and artificially aged. A T61 condition or temper refers to an aluminum alloy solution heat treated, quenched, naturally aged for a period of time, and then artificially aged. A T7 condition or temper refers to an aluminum alloy solution heat treated and artificially overaged. A T8x condition or temper (e.g., T8) refers to an aluminum alloy solution heat treated, cold worked, and artificially aged. A T9x condition or temper refers to an aluminum alloy solution heat treated, artificially aged, and cold worked.
[0028] The following aluminum alloys are described in terms of their elemental composition in weight percentage (wt. %) based on the total weight of the alloy. In certain examples of each alloy, the remainder is aluminum, with a maximum wt. % of 0.15% for the sum of the impurities.
[0029] As used herein, the meaning of "room temperature" can include a temperature of from about 15.degree. C. to about 30.degree. C., for example about 15.degree. C., about 16.degree. C., about 17.degree. C., about 18.degree. C., about 19.degree. C., about 20.degree. C., about 21.degree. C., about 22.degree. C., about 23.degree. C., about 24.degree. C., about 25.degree. C., about 26.degree. C., about 27.degree. C., about 28.degree. C., about 29.degree. C., or about 30.degree. C.
[0030] All ranges disclosed herein are to be understood to encompass any and all subranges subsumed therein. For example, a stated range of "1 to 10" should be considered to include any and all subranges between (and inclusive of) the minimum value of 1 and the maximum value of 10; that is, all subranges beginning with a minimum value of 1 or more, e.g. 1 to 6.1, and ending with a maximum value of 10 or less, e.g., 5.5 to 10.
[0031] As used herein, terms such as "cast product," "cast metal product," "cast aluminum product," "cast aluminum alloy product," and the like refer to a product produced by direct chill casting (including direct chill co-casting) or semi-continuous casting, continuous casting (including, for example, by use of a twin belt caster, a twin roll caster, a block caster, or any other continuous caster), electromagnetic casting, hot top casting, or any other casting method.
Aluminum Alloy Compositions
[0032] The methods and products disclosed herein generally use 7xxx series aluminum alloys. In general, such alloys are aluminum alloys that include Zn as the major alloying element. Any suitable 7xxx series aluminum alloy can be used in the methods and products disclosed herein. For example, such 7xxx series aluminum alloys include, but are not limited to, the following 7xxx series aluminum alloys: AA7011, AA7019, AA7020, AA7021, AA7039, AA7072, AA7075, AA7085, AA7108, AA7108A, AA7015, AA7017, AA7018, AA7019A, AA7024, AA7025, AA7028, AA7030, AA7031, AA7033, AA7035, AA7035A, AA7046, AA7046A, AA7003, AA7004, AA7005, AA7009, AA7010, AA7011, AA7012, AA7014, AA7016, AA7116, AA7122, AA7023, AA7026, AA7029, AA7129, AA7229, AA7032, AA7033, AA7034, AA7036, AA7136, AA7037, AA7040, AA7140, AA7041, AA7049, AA7049A, AA7149, AA7204, AA7249, AA7349, AA7449, AA7050, AA7050A, AA7150, AA7250, AA7055, AA7155, AA7255, AA7056, AA7060, AA7064, AA7065, AA7068, AA7168, AA7175, AA7475, AA7076, AA7178, AA7278, AA7278A, AA7081, AA7181, AA7185, AA7090, AA7093, AA7095, and AA7099.
[0033] In some embodiments, the 7xxx series aluminum alloys used herein have an elemental composition as set forth in Table 1.
TABLE-US-00001 TABLE 1 Element Weight Percentage (wt. %) Zn 4.0-15.0.sup. Cu 0.1-3.5 Mg 1.0-4.0 Fe 0.05-0.50 Si 0.05-0.30 Zr 0-0.50 Mn 0-0.25 Cr 0-0.20 Ti 0-0.15 Impurities 0-0.15 Al Remainder
[0034] In some cases, the aluminum alloys used herein have an elemental composition as set forth in Table 2.
TABLE-US-00002 TABLE 2 Element Weight Percentage (wt. %) Zn 5.6-9.3 Cu 0.2-2.6 Mg 1.4-2.8 Fe 0.10-0.35 Si 0.05-0.20 Zr 0-0.25 Mn 0-0.05 Cr 0-0.05 Ti 0-0.05 Impurities 0-0.15 Al Remainder
[0035] In some cases, the aluminum alloy includes zinc (Zn) in an amount of from 4% to 15% (e.g., from 5.4% to 9.5%, from 5.6% to 9.3%, from 5.8% to 9.2%, or from 4.0% to 5.0%) based on the total weight of the alloy. For example, the aluminum alloy can include about 4.0%, about 4.1%, about 4.2%, about 4.3%, about 4.4%, about 4.5%, about 4.6%, about 4.7%, about 4.8%, about 4.9%, about 5.0%, about 5.1%, about 5.2%, about 5.3%, about 5.4%, about 5.5%, about 5.6%, about 5.7%, about 5.8%, about 5.9%, about 6.0%, about 6.1%, about 6.2%, about 6.3%, about 6.4%, about 6.5%, about 6.6%, about 6.7%, about 6.8%, about 6.9%, about 7.0%, about 7.1%, about 7.2%, about 7.3%, about 7.4%, about 7.5%, about 7.6%, about 7.7%, about 7.8%, about 7.9%, about 8.0%, about 8.1%, about 8.2%, about 8.3%, about 8.4%, about 8.5%, about 8.6%, about 8.7%, about 8.8%, about 8.9%, about 9.0%, about 9.1%, about 9.2%, about 9.3%, about 9.4%, about 9.5%, about 9.6%, about 9.7%, about 9.8%, about 9.9%, about 10.0%, about 10.1%, about 10.2%, about 10.3%, about 10.4%, about 10.5%, about 10.6%, about 10.7%, about 10.8%, about 10.9%, about 11.0%, about 11.1%, about 11.2%, about 11.3%, about 11.4%, about 11.5%, about 11.6%, about 11.7%, about 11.8%, about 11.9%, about 12.0%, about 12.1%, about 12.2%, about 12.3%, about 12.4%, about 12.5%, about 12.6%, about 12.7%, about 12.8%, about 12.9%, about 13.0%, about 13.1%, about 13.2%, about 13.3%, about 13.4%, about 13.5%, about 13.6%, about 13.7%, about 13.8%, about 13.9%, about 14.0%, about 14.1%, about 14.2%, about 14.3%, about 14.4%, about 14.5%, about 14.6%, about 14.7%, about 14.8%, about 14.9%, or about 15.0% Zn. All are expressed in wt. %.
[0036] In some cases, the aluminum alloy includes copper (Cu) in an amount of from 0.1% to 3.5% (e.g., from 0.2% to 2.6%, from 0.3% to 2.5%, or from 0.15% to 0.6%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.1%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, about 0.20%, about 0.21%, about 0.22%, about 0.23%, about 0.24%, about 0.25%, about 0.26%, about 0.27%, about 0.28%, about 0.29%, about 0.30%, about 0.35%, about 0.40%, about 0.45%, about 0.50%, about 0.55%, about 0.60%, about 0.65%, about 0.70%, about 0.75%, about 0.80%, about 0.85%, about 0.90%, about 0.95%, about 1.0%, about 1.1%, about 1.2%, about 1.3%, about 1.4%, about 1.5%, about 1.6%, about 1.7%, about 1.8%, about 1.9%, about 2.0%, about 2.1%, about 2.2%, about 2.3%, about 2.4%, about 2.5%, about 2.6%, about 2.7%, about 2.8%, about 2.9%, about 3.0%, about 3.1%, about 3.2%, about 3.3%, about 3.4%, or about 3.5% Cu. All are expressed in wt. %.
[0037] In some cases, the aluminum alloy includes magnesium (Mg) in an amount of from 1.0% to 4.0% (e.g., from 1.0% to 3.0%, from 1.4% to 2.8%, or from 1.6% to 2.6%). For example, the aluminum alloy can include about 1.0%, about 1.1%, about 1.2%, about 1.3%, about 1.4%, about 1.5%, about 1.6%, about 1.7%, about 1.8%, about 1.9%, about 2.0%, about 2.1%, about 2.2%, about 2.3%, about 2.4%, about 2.5%, about 2.6%, about 2.7%, about 2.8%, about 2.9%, about 3.0%, about 3.1%, about 3.2%, about 3.3%, about 3.4%, about 3.5%, about 3.6%, about 3.7%, about 3.8%, about 3.9%, or about 4.0% Mg. All are expressed in wt. %.
[0038] In some cases, the aluminum alloy includes a combined content of Zn, Cu, and Mg ranging from about 5% to 14% (e.g., from 5.5% to 13.5%, from 6% to 13%, from 6.5% to 12.5%, or from 7% to 12%). For example, the combined content of Zn, Cu, and Mg can be about 5.1%, about 5.5%, about 6.0%, about 6.5%, about 7.0%, about 7.5%, about 8.0%, about 8.5%, about 9.0%, about 9.5%, about 10.0%, about 10.5%, about 11.0%, about 11.5%, about 12.0%, about 12.5%, about 13.0%, about 13.5%, or about 14.0%. All are expressed in wt. %.
[0039] In some cases, the aluminum alloy includes iron (Fe) in an amount of from 0.05% to 0.50% (e.g., from 0.10% to 0.35% or from 0.10% to 0.25%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, about 0.10%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, about 0.20%, about 0.21%, about 0.22%, about 0.23%, about 0.24%, about 0.25%, about 0.26%, about 0.27%, about 0.28%, about 0.29%, about 0.30%, about 0.31%, about 0.32%, about 0.33%, about 0.34%, about 0.35%, about 0.36%, about 0.37%, about 0.38%, about 0.39%, about 0.40%, about 0.41%, about 0.42%, about 0.43%, about 0.44%, about 0.45%, about 0.46%, about 0.47%, about 0.48%, about 0.49%, or about 0.50% Fe. All are expressed in wt. %.
[0040] In some cases, the aluminum alloy includes silicon (Si) in an amount of from 0.05% to 0.30% (e.g., from 0.05% to 0.25% or from 0.07% to 0.15%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, about 0.10%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, about 0.20%, about 0.21%, about 0.22%, about 0.23%, about 0.24%, about 0.25%, about 0.26%, about 0.27%, about 0.28%, about 0.29%, or about 0.30% Si. All are expressed in wt. %.
[0041] In some cases, the aluminum alloy includes zirconium (Zr) in amounts up to 0.50% (e.g., from 0.01% to 0.25%, from 0.03% to 0.20%, or from 0.05% to 0.15%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.01%, about 0.02%, about 0.03%, about 0.04%, about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, about 0.10%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, about 0.20%, about 0.21%, about 0.22%, about 0.23%, about 0.24%, about 0.25%, about 0.26%, about 0.27%, about 0.28%, about 0.29%, about 0.30%, about 0.31%, about 0.32%, about 0.33%, about 0.34%, about 0.35%, about 0.36%, about 0.37%, about 0.38%, about 0.39%, about 0.40%, about 0.41%, about 0.42%, about 0.43%, about 0.44%, about 0.45%, about 0.46%, about 0.47%, about 0.48%, about 0.49%, or about 0.50% Zr. In other examples, the alloys can include Zr in an amount less than 0.05% (e.g., about 0.04%, about 0.03%, about 0.02%, or about 0.01%) based on the total weight of the alloy. In some cases, Zr is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0042] In some cases, the aluminum alloy includes manganese (Mn) in an amount of up to 0.25% (e.g., from 0.01% to 0.10% or from 0.02% to 0.05%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.01%, about 0.02%, about 0.03%, about 0.04%, about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, about 0.10%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, about 0.20%, about 0.21%, about 0.22%, about 0.23%, about 0.24%, or about 0.25% Mn. In some cases, Mn is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0043] In some cases, the aluminum alloy includes chromium (Cr) in an amount of up to 0.20% (e.g., from 0.01% to 0.10%, from 0.01% to 0.05%, or from 0.03% to 0.05%) based on the total weight of the alloy. For example, the aluminum alloy can include about 0.01%, about 0.02%, about 0.03%, about 0.04%, about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, about 0.10%, about 0.11%, about 0.12%, about 0.13%, about 0.14%, about 0.15%, about 0.16%, about 0.17%, about 0.18%, about 0.19%, or about 0.20% Cr. In some cases, Cr is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0044] In some cases, the aluminum alloy includes titanium (Ti) in an amount of up to 0.15% (e.g., from 0.001% to 0.10%, from 0.001% to 0.05%, or from 0.003% to 0.035%) based on the total weight of the alloy. For example, the alloy can include about 0.001%, about 0.002%, about 0.003%, about 0.004%, about 0.005%, about 0.006%, about 0.007%, about 0.008%, about 0.009%, about 0.010%, about 0.011%, about 0.012%, about 0.013%, about 0.014%, about 0.015%, about 0.016%, about 0.017%, about 0.018%, about 0.019%, about 0.020%, about 0.021%, about 0.022%, about 0.023%, about 0.024%, about 0.025%, about 0.026%, about 0.027%, about 0.028%, about 0.029%, about 0.030%, about 0.031%, about 0.032%, about 0.033%, about 0.034%, about 0.035%, about 0.036%, about 0.037%, about 0.038%, about 0.039%, about 0.040%, about 0.041%, about 0.042%, about 0.043%, about 0.044%, about 0.045%, about 0.046%, about 0.047%, about 0.048%, about 0.049%, about 0.050%, about 0.055%, about 0.060%, about 0.065%, about 0.070%, about 0.075%, about 0.080%, about 0.085%, about 0.090%, about 0.095%, about 0.100%, about 0.110%, about 0.120%, about 0.130%, about 0.140%, or about 0.150% Ti. In some cases, Ti is not present in the alloy (i.e., 0%). All are expressed in wt. %.
[0045] In some cases, the aluminum alloy includes one or more elements selected from the group consisting of Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu in an amount of up to 0.10% (e.g., from 0.01% to 0.10%, from 0.01% to 0.05%, or from 0.03% to 0.05%), based on the total weight of the alloy. For example, the aluminum alloy can include about 0.01%, about 0.02%, about 0.03%, about 0.04%, about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, or about 0.10% of one or more elements selected from the group consisting of Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu. All are expressed in wt. %.
[0046] In some cases, the aluminum alloy includes one or more elements selected from the group consisting of Mo, Nb, Be, B, Co, Sn, Sr, V, In, Hf, Ag, Sc, and Ni in an amount of up to 0.10% (e.g., from 0.01% to 0.10%, from 0.01% to 0.05%, or from 0.03% to 0.05%), based on the total weight of the alloy. For example, the aluminum alloy can include about 0.01%, about 0.02%, about 0.03%, about 0.04%, about 0.05%, about 0.06%, about 0.07%, about 0.08%, about 0.09%, or about 0.10% of one or more elements selected from the group consisting of Mo, Nb, Be, B, Co, Sn, Sr, V, In, Hf, Ag, Sc, and Ni. All are expressed in wt. %.
[0047] In some cases, the aluminum alloy includes other minor elements, sometimes referred to as impurities, in amounts of 0.15% or below, 0.14% or below, 0.13% or below, 0.12% or below, 0.11% or below, 0.10% or below, 0.09% or below, 0.08% or below, 0.07% or below, 0.06% or below, 0.05% or below, 0.04% or below, 0.03% or below, 0.02% or below, or 0.01% or below. In some embodiments, these impurities include, but are not limited to, Ga, Ca, Bi, Na, Pb, or combinations thereof. Accordingly, in some embodiments, one or more elements selected from the group consisting of Ga, Ca, Bi, Na, and Pb may be present in the aluminum alloy in amounts of 0.15% or below, 0.14% or below, 0.13% or below, 0.12% or below, 0.11% or below, 0.10% or below, 0.09% or below, 0.08% or below, 0.07% or below, 0.06% or below, 0.05% or below, 0.04% or below, 0.03% or below, 0.02% or below, or 0.01% or below. The sum of all impurities does not exceed 0.15% (e.g., 0.10%). All expressed in wt. %. The remaining percentage of the alloy is aluminum.
Aluminum Alloy Products and Properties Thereof
[0048] Through the use of the pre-aging step following the solutionizing, the aluminum alloy products disclosed herein are able to resist hardening for up to about 6 months, and, during that time, exhibit desirable bendability and formability. By comparison, 7xxx series aluminum alloy products prepared without the pre-aging step begin to age naturally within a few days of their production and quickly harden and become more difficult to bend and form. Thus, the aluminum alloy products disclosed herein exhibit stable and desirable strength and bendability following solutionizing. In certain embodiments, the aluminum alloy products disclosed herein can be easily formed at a temperature as low as those in the range of about 200.degree. C. to 250.degree. C. for up to about six months following their production. In other embodiments, the aluminum alloy products are cold-formable at room temperature for up to six months following their production.
[0049] The aluminum alloy products disclosed herein can have any suitable shape or physical configuration. In some embodiments, the aluminum alloy products are rolled aluminum alloy products, which are formed by reducing the thickness of the material using a series of rollers. Such rolling can be carried out by hot rolling, cold rolling, or any combination thereof. In some such embodiments, the rolled aluminum alloy product is an aluminum alloy sheet or an aluminum alloy shate. Such shates or sheets can have a thickness of no more than 15 mm, no more than 14 mm, no more than 13 mm, no more than 12 mm, no more than 11 mm, no more than 10 mm, no more than 9 mm, no more than 8 mm, no more than 7 mm, no more than 6 mm, no more than 5 mm, no more than 4 mm, no more than 3 mm, no more than 2 mm, no more than 1 mm, no more than 0.5 mm, no more than 0.3 mm, or no more than 0.1 mm.
[0050] In embodiments where the aluminum alloy product is a sheet, it is possible to measure certain strength and bendability characteristics of the sheet. For example, in some embodiments, such an aluminum alloy sheet has a yield strength (Rp), measured according to the ISO 6892-1 test, of at least 100 MPa, at least 120 MPa, at least 140 MPa, at least 160 MPa, at least 180 MPa, at least 200 MPa, at least 220 MPa, at least 240 MPa, at least 260 MPa, at least 280 MPa, at least 300 MPa, at least 320 MPa, at least 340 MPa, and up to about 360 MPa, up to about 380 MPa, or up to about 400 MPa, immediately following pre-aging. In some further embodiments, such aluminum alloy sheets exhibit a "stable strength," which, for example, means that the yield strength (Rp), measured according to the ISO 6892-1 test, of the aluminum alloy sheet increases by no more than 25 MPa, no more than 20 MPa, no more than 15 MPa, no more than MPa, or no more than 5 MPa during a post-production period (i.e., the period immediately following the pre-aging). The post-production period generally ranges from about 7 days to about 180 days, from about 14 days to about 180 days, from about 21 days to about 180 days, from about 90 days to about 180 days, or from about 120 days to about 180 days. In some embodiments, the post-production period is about 7 days, about 14 days, about 21 days, about 30 days, about 40 days, about 50 days, about 60 days, about 70 days, about 80 days, about 90 days, about 100 days, about 110 days, about 120 days, about 130 days, about 140 days, about 150 days, about 160 days, about 170 days, or about 180 days.
Methods of Making Aluminum Alloy Products
[0051] In certain aspects, the disclosed aluminum alloy products are the products of a disclosed method. Without intending to limit the scope of the inventions set forth herein, the properties of the aluminum alloy products set forth herein are partially determined by the formation of certain microstructures during the preparation thereof In certain embodiments, the method of preparation can influence certain resulting properties in the aluminum alloy product.
[0052] The aluminum alloy products disclosed herein can be prepared and processed by, for example, casting, homogenization, rolling, solutionizing, and quenching. The aluminum alloy products described herein can also be pre-aged.
[0053] Casting
[0054] The methods disclosed herein comprise a step of casting a molten aluminum alloy to provide an aluminum alloy cast product. Such aluminum alloy cast products can be provided using any casting process. For example, in some embodiments, the alloys are cast using a direct chill (DC) casting process to provide a cast ingot. In some other embodiments, the alloys are cast using a continuous casting (CC) process that may include, but is not limited to, the use of twin-belt casters, twin-roll casters, or block casters. In some embodiments, the casting process is performed by a CC process to provide a cast product in the form of a billet, a plate, a shate, a strip, and the like. In some embodiments, the molten alloy may be treated before casting. The treatment can include one or more of degassing, inline fluxing, and filtering.
[0055] The cast product can then be subjected to further processing steps, as described in further detail below. In some embodiments, the processing steps can be used to prepare aluminum alloy sheets. The processing steps can be suitably applied to any cast product, including, but not limited to, ingots, billets, plates, strips, etc., using modifications and techniques as known to those of ordinary skill in the art.
[0056] Homogenization
[0057] The homogenization step can include heating a cast aluminum alloy product prepared from an alloy composition described herein to attain a peak metal temperature (PMT) of at least 450.degree. C. (e.g., at least 450.degree. C., at least 460.degree. C., at least 470.degree. C., at least 480.degree. C., at least 490.degree. C., at least 500.degree. C., at least 510.degree. C., at least 520.degree. C., at least 530.degree. C., at least 540.degree. C., at least 550.degree. C., at least 560.degree. C., at least 570.degree. C., or at least 580.degree. C.). For example, the cast aluminum alloy product can be heated to a temperature of from 460.degree. C. to 640.degree. C., from 480.degree. C. to 620.degree. C., from 500.degree. C. to 600.degree. C., from 520.degree. C. to 580.degree. C., from 530.degree. C. to 575.degree. C., from 535.degree. C. to 570.degree. C., from 540.degree. C. to 565.degree. C., from 545.degree. C. to 560.degree. C., from 530.degree. C. to 560.degree. C., or from 550.degree. C. to 580.degree. C. In some embodiments of any of the foregoing embodiments, the heating rate to the PMT is 100.degree. C./hour or less, 75.degree. C./hour or less, 50.degree. C./hour or less, 40.degree. C./hour or less, 30.degree. C./hour or less, 25.degree. C./hour or less, 20.degree. C./hour or less, or 15.degree. C./hour or less. In some other such embodiments, the heating rate to the PMT is from 10.degree. C./min to 100.degree. C./min (e.g., from 10.degree. C./min to 90.degree. C./min, from 10.degree. C./min to 70.degree. C./min, from 10.degree. C./min to 60.degree. C./min, from 20.degree. C./min to 90.degree. C./min, from 30.degree. C./min to 80.degree. C./min, from 40.degree. C./min to 70.degree. C./min, or from 50.degree. C./min to 60.degree. C./min).
[0058] In most instances, the cast aluminum alloy product is then allowed to soak (i.e., held at the indicated temperature) for a period of time. In some embodiments, the cast aluminum alloy product is allowed to soak for up to 24 hours (e.g., from 30 minutes to 6 hours, inclusively). For example, in some embodiments, the cast aluminum alloy product is soaked at a temperature of at least 450.degree. C. for about 30 minutes, for about 1 hour, for about 2 hours, for about 3 hours, for about 4 hours, for about 5 hours, for about 6 hours, for about 7 hours, for about 8 hours, for about 9 hours, for about 10 hours, for about 11 hours, for about 12 hours, for about 13 hours, for about 14 hours, for about 15 hours, for about 16 hours, for about 17 hours, for about 18 hours, for about 19 hours, for about 20 hours, for about 21 hours, for about 22 hours, for about 23 hours, for about 24 hours, or for any time period in between.
[0059] In some embodiments, following homogenization, the cast aluminum alloy product is allowed to cool to room temperature in the air.
[0060] Hot Rolling
[0061] Following the homogenization step, one or more hot rolling passes are performed. In certain cases, the aluminum alloy products are laid down and hot rolled at a temperature ranging from about 250.degree. C. to about 550.degree. C. (e.g., from about 300.degree. C. to about 500.degree. C. or from about 350.degree. C. to about 450.degree. C.).
[0062] In certain embodiments, the aluminum alloy product is hot rolled to an about 4 mm to about 15 mm gauge (e.g., from 5 mm to 12 mm gauge). For example, the aluminum alloy product can be hot rolled to an about 15 mm gauge, an about 14 mm gauge, an about 13 mm gauge, an about 12 mm gauge, an about 11 mm gauge, an about 10 mm gauge, an about 9 mm gauge, an about 8 mm gauge, an about 7 mm gauge, an about 6 mm gauge, or an about 5 mm gauge.
[0063] In other cases, the aluminum alloy product can be hot rolled to a gauge no more than 4 mm (i.e., a sheet). In some such embodiments, the aluminum alloy product is hot rolled to an about 1 mm to an about 4 mm gauge. For example, the aluminum alloy product can be hot rolled to an about 4 mm gauge, an about 3 mm gauge, an about 2 mm gauge, or an about 1 mm gauge.
[0064] Optional Cold Rolling
[0065] Following the hot rolling, one or more cold rolling passes are optionally performed. In certain embodiments, the rolled product from the hot rolling step (e.g., the plate, shate, or sheet) can be cold rolled to a thin gauge shate or sheet. In some embodiments, this thin-gauge shate or sheet is cold rolled to have a thickness up to 12.0 mm, such as a thickness ranging from about 1.0 mm to about 12.0 mm, from about 2.0 mm to about 8.0 mm, from about 3.0 mm to about 6.0 mm, or from about 4.0 mm to about 5.0 mm. In some embodiments, this thin-gauge shate or sheet is cold rolled to have a thickness of about 12.0 mm, about 11.9 mm, about 11.8 mm, about 11.7 mm, about 11.6 mm, about 11.5 mm, about 11.4 mm, about 11.3 mm, about 11.2 mm, about 11.1 mm, about 11.0 mm, about 10.9 mm, about 10.8 mm, about 10.7 mm, about 10.6 mm, about 10.5 mm, about 10.4 mm, about 10.3 mm, about 10.2 mm, about 10.1 mm, about 10.0 mm, about 9.9 mm, about 9.8 mm, about 9.7 mm, about 9.6 mm, about 9.5 mm, about 9.4 mm, about 9.3 mm, about 9.2 mm, about 9.1 mm, about 9.0 mm, about 8.9 mm, about 8.8 mm, about 8.7 mm, about 8.6 mm, about 8.5 mm, about 8.4 mm, about 8.3 mm, about 8.2 mm, about 8.1 mm, about 8.0 mm, about 7.9 mm, about 7.8 mm, about 7.7 mm, about 7.6 mm, about 7.5 mm, about 7.4 mm, about 7.3 mm, about 7.2 mm, about 7.1 mm, about 7.0 mm, about 6.9 mm, about 6.8 mm, about 6.7 mm, about 6.6 mm, about 6.5 mm, about 6.4 mm, about 6.3 mm, about 6.2 mm, about 6.1 mm, about 6.0 mm, about 5.9 mm, about 5.8 mm, about 5.7 mm, about 5.6 mm, about 5.5 mm, about 5.4 mm, about 5.3 mm, about 5.2 mm, about 5.1 mm, about 5.0 mm, about 4.9 mm, about 4.8 mm, about 4.7 mm, about 4.6 mm, about 4.5 mm, about 4.4 mm, about 4.3 mm, about 4.2 mm, about 4.1 mm, about 4.0 mm, about 3.9 mm, about 3.8 mm, about 3.7 mm, about 3.6 mm, about 3.5 mm, about 3.4 mm, about 3.3 mm, about 3.2 mm, about 3.1 mm, about 3.0 mm, about 2.9 mm, about 2.8 mm, about 2.7 mm, about 2.6 mm, about 2.5 mm, about 2.4 mm, about 2.3 mm, about 2.2 mm, about 2.1 mm, about 2.0 mm, about 1.9 mm, about 1.8 mm, about 1.7 mm, about 1.6 mm, about 1.5 mm, about 1.4 mm, about 1.3 mm, about 1.2 mm, about 1.1 mm, about 1.0 mm, about 0.9 mm, about 0.8 mm, about 0.7 mm, about 0.6 mm, about 0.5 mm, about 0.4 mm, about 0.3 mm, about 0.2 mm, or about 0.1 mm.
[0066] Solutionizing
[0067] The solutionizing step can include heating the sheet, plate, or shate from room temperature to a temperature of from 430.degree. C. to 510.degree. C. (e.g., from 440.degree. C. to 500.degree. C., from 450.degree. C. to 490.degree. C., from 460.degree. C. to 480.degree. C.). The sheet, plate, or shate can soak at the temperature for a period of time. In certain aspects, the alloy is allowed to soak for up to approximately 5 minutes (e.g., from 5 seconds to 5 minutes, inclusively). For example, the sheet, plate, or shate can soak at the temperature of from 430.degree. C. to 510.degree. C. for about 5 seconds, about 10 seconds, about 15 seconds, about 20 seconds, about 25 seconds, about 30 seconds, about 35 seconds, about 40 seconds, about 45 seconds, about 50 seconds, about 55 seconds, about 60 seconds, about 65 seconds, about 70 seconds, about 75 seconds, about 80 seconds, about 85 seconds, about 90 seconds, about 95 seconds, about 100 seconds, about 105 seconds, about 110 seconds, about 115 seconds, about 120 seconds, about 125 seconds, about 130 seconds, about 135 seconds, about 140 seconds, about 145 seconds, about 150 seconds, about 3 minutes, about 4 minutes, or about 5 minutes, or anywhere in between.
[0068] Quenching
[0069] In certain embodiments, the plate, shate, or sheet can then be cooled to a temperature of 25.degree. C. to 65.degree. C. at a quench speed that can vary between about 50.degree. C./s to about 400.degree. C./s in a quenching step that is based on the selected gauge. For example, the quench rate can be from about 50.degree. C./s to about 375.degree. C./s, from about 60.degree. C./s to about 375.degree. C./s, from about 70.degree. C./s to about 350.degree. C./s, from about 80.degree. C./s to about 325.degree. C./s, from about 90.degree. C./s to about 300.degree. C./s, from about 100.degree. C./s to about 275.degree. C./s, from about 125.degree. C./s to about 250.degree. C./s, from about 150.degree. C./s to about 225.degree. C./s, or from about 175.degree. C./s to about 200.degree. C./s.
[0070] In the quenching step, the sheet, plate, or shate is rapidly quenched with a liquid (e.g., water) and/or gas or another selected quench medium. In certain aspects, the sheet, plate, or shate can be rapidly quenched with water. In certain aspects, the sheet, plate, or shate is quenched with a gas or a liquid.
[0071] Pre-Aging (Re-Heating)
[0072] The methods disclosed herein generally include a pre-aging step following the solutionizing and quenching steps. The pre-aging step can include heating the alloy after the solutionizing step to a temperature ranging from about 60.degree. C. to about 130.degree. C. (e.g., from about 65.degree. C. to about 125.degree. C., from about 70.degree. C. to about 120.degree. C., from about 75.degree. C. to about 115.degree. C., from about 80.degree. C. to about 120.degree. C., or from about 85.degree. C. to about 115.degree. C.). In some examples, the pre-aging step can include heating the alloy after solutionizing from about 80.degree. C. to about 120.degree. C. (e.g., from about 90.degree. C. to about 110.degree. C.). The pre-aging step may be conducted for a period of time up to approximately 24 hours (e.g., for a period of time up to about 20 hours, up to about 15 hours, up to about 12 hours, up to about 10 hours, up to about 9 hours, up to about 8 hours, up to about 7 hours, up to about 6 hours, up to about 5 hours, up to about 4 hours, up to about 3 hours, up to about 2 hours, up to about 1 hours, or up to about 30 minutes). The alloy can soak at the temperature for a period of time. In certain aspects, the alloy is allowed to soak for a period of time up to approximately 2 hours (e.g., for a period of time up to about 1 minute, up to about 2 minutes, up to about 3 minutes, up to about 4 minutes, up to about 5 minutes, up to about 6 minutes, up to about 7 minutes, up to about 8 minutes, up to about 9 minutes, up to about 10 minutes, up to about 20 minutes, up to about 30 minutes, up to about 40 minutes, up to about 45 minutes, up to 6 about 0 minutes, or up to about 90 minutes). The time between the post-solutionizing quench and the pre-aging can be any length of time ranging from about 0 minutes up to about 60 minutes. For example, the time between the post-solutionizing quench and the pre-aging can be any length of time ranging from about 5 minutes up to about 45 minutes or from about 10 minutes up to about 35 minutes.
[0073] Following the heating of the aluminum alloy product in the pre-aging step, the heated product is generally cooled from the peak pre-aging temperature back to room temperature slowly and without the use of quenching the product with a gas or a liquid. In some other embodiments, however, the cooling to room temperature is assisted by forced cooling using, for example, air, a cool liquid, and the like, or any combination thereof. In some embodiments, the cooling from the peak pre-aging temperature back to room temperature occurs over the course of about 48 hours, about 36 hours, about 24 hours, about 18 hours, about 12 hours, or for any range of time in between. The aluminum alloy product can be cooled from the pre-aging temperature to room temperature in any suitable physical configuration. In some embodiments, the aluminum alloy product is coiled at the pre-aging temperature (or at a temperature no more than 5.degree. C. below the pre-aging temperature), and cooled to room temperature over the course of about 48 hours, about 36 hours, about 24 hours, about 18 hours, about 12 hours, or for any range of time in between.
[0074] Following the cooling, the aluminum alloy product is in a form that is ready for delivery, and suitable for use in various cold forming and warm forming processes. In this state, the aluminum alloy product in a stable T4 temper, which is retained for a period of up to about 6 months, after which point the formed material ages and hardens.
Articles of Manufacture
[0075] The disclosure provides an article of manufacture, which is comprised of a 7xxx series aluminum alloy product disclosed herein. In some embodiments, the article of manufacture comprises a rolled aluminum alloy product, such as a rolled aluminum alloy sheet. Examples of such articles of manufacture include, but are not limited to, an automobile, a truck, a trailer, a train, a railroad car, an airplane, a body panel or part for any of the foregoing, a bridge, a pipeline, a pipe, a tubing, a boat, a ship, a storage container, a storage tank, a an article of furniture, a window, a door, a railing, a functional or decorative architectural piece, a pipe railing, an electrical component, a conduit, a beverage container, or a food container.
[0076] In some other embodiments, the aluminum alloy products disclosed herein can be used in automotive and/or transportation applications, including motor vehicle, aircraft, and railway applications, or any other desired application. In some examples, the aluminum alloy products disclosed herein can be used to prepare motor vehicle body part products, such as bumpers, side beams, roof beams, cross beams, pillar reinforcements (e.g., A-pillars, B-pillars, and C-pillars), inner panels, outer panels, side panels, inner hoods, outer hoods, or trunk lid panels. The aluminum alloys and methods described herein can also be used in aircraft or railway vehicle applications, to prepare, for example, external and internal panels.
[0077] In some other embodiments, the aluminum alloy products disclosed herein can be used in electronics applications. For example, the aluminum alloy products disclosed herein can also be used to prepare housings for electronic devices, including mobile phones and tablet computers. In some examples, the alloys can be used to prepare housings for the outer casing of mobile phones (e.g., smart phones) and tablet bottom chassis.
[0078] In some other embodiments, the aluminum alloy products disclosed herein can be used in industrial applications. For example, the aluminum alloy products disclosed herein can be used to prepare products for the general distribution market.
[0079] In some other embodiments, the aluminum alloy products disclosed herein can be used as aerospace body parts. For example, the aluminum alloy products disclosed herein can be used to prepare structural aerospace body parts, such as a wing, a fuselage, an aileron, a rudder, an elevator, a cowling, or a support. In some other embodiments, the aluminum alloy products disclosed herein can be used to prepare non-structural aerospace body parts, such as a seat track, a seat frame, a panel, or a hinge.
[0080] The foregoing description of the embodiments, including illustrated embodiments, has been presented only for the purpose of illustration and description and is not intended to be exhaustive or limiting to the precise forms disclosed. Numerous modifications, adaptations, and uses thereof will be apparent to those skilled in the art.
[0081] As used below, any reference to a series of embodiments is to be understood as a reference to each of those examples disjunctively (e.g., "Embodiments 1-4" is to be understood as "Embodiments 1, 2, 3, or 4").
[0082] Embodiment 1 is a method of making a rolled aluminum alloy product, comprising: providing a 7xxx series aluminum alloy, wherein the 7xxx series aluminum alloy is provided as a molten 7xxx series aluminum alloy; casting the molten 7xxx series aluminum alloy to provide an aluminum alloy cast product; homogenizing the aluminum alloy cast product to provide a homogenized aluminum alloy cast product; rolling the homogenized aluminum alloy cast product to form a rolled aluminum alloy product; and solutionizing and pre-aging the rolled aluminum alloy product.
[0083] Embodiment 2 is the method of Embodiment 1, wherein the 7xxx series aluminum alloy is selected from the group consisting of AA7011, AA7019, AA7020, AA7021, AA7039, AA7072, AA7075, AA7085, AA7108, AA7108A, AA7015, AA7017, AA7018, AA7019A, AA7024, AA7025, AA7028, AA7030, AA7031, AA7033, AA7035, AA7035A, AA7046, AA7046A, AA7003, AA7004, AA7005, AA7009, AA7010, AA7011, AA7012, AA7014, AA7016, AA7116, AA7122, AA7023, AA7026, AA7029, AA7129, AA7229, AA7032, AA7033, AA7034, AA7036, AA7136, AA7037, AA7040, AA7140, AA7041, AA7049, AA7049A, AA7149, AA7204, AA7249, AA7349, AA7449, AA7050, AA7050A, AA7150, AA7250, AA7055, AA7155, AA7255, AA7056, AA7060, AA7064, AA7065, AA7068, AA7168, AA7175, AA7475, AA7076, AA7178, AA7278, AA7278A, AA7081, AA7181, AA7185, AA7090, AA7093, AA7095, and AA7099.
[0084] Embodiment 3 is the method of any of Embodiments 1-2, wherein the 7xxx series aluminum alloy comprises: from 4.0 to 15.0 wt. % Zn; from 0.1 to 3.5 wt % Cu; from 1.0 to 4.0 wt. % Mg; from 0.05 to 0.50 wt. % Fe; from 0.05 to 0.30 wt. % Si; up to 0.50 wt. % Zr; up to 0.25 wt. % Mn; up to 0.20 wt. % Cr; up to 0.15 wt. % Ti; and up to 0.15 wt. % impurities; with the remainder being Al.
[0085] Embodiment 4 is the method of any of Embodiments 1-3, wherein the 7xxx series aluminum alloy comprises: from 5.6 to 9.3 wt. % Zn; from 0.2 to 2.6 wt. % Cu; from 1.4 to 2.8 wt. % Mg; from 0.10 to 0.35 wt. % Fe; from 0.05 to 0.20 wt. % Si; up to 0.25 wt. % Zr; up to 0.05 wt. % Mn; up to 0.05 wt. % Cr; up to 0.05 wt. % Ti; and up to 0.15 wt. % impurities; with the remainder being Al.
[0086] Embodiment 5 is the method of Embodiment 3, further comprising up to 0.10 wt. % of one or more elements selected from the group consisting of Mo, Nb, Be, B, Co, Sn, Sr, V, In, Hf, Ag, Sc, Ni, Y, La, Ce, Pr, Nd, Pm, Sm, Eu, Gd, Tb, Dy, Ho, Er, Tm, Yb, and Lu.
[0087] Embodiment 6 is the method of any of Embodiments 1-5, wherein the rolled aluminum alloy product is an aluminum alloy sheet or an aluminum alloy shate.
[0088] Embodiment 7 is the method of Embodiment 6, wherein the rolled aluminum alloy product has a thickness of no more than 15 mm.
[0089] Embodiment 8 is the method of any of Embodiments 1-7, wherein the casting comprises direct chill (DC) casting or continuous casting.
[0090] Embodiment 9 is the method of any of Embodiments 1-8, wherein the rolling comprises hot rolling, cold rolling, or any combination thereof
[0091] Embodiment 10 is the method of any of Embodiments 1-9, further comprising quenching the rolled aluminum alloy product after the solutionizing and preceding the pre-aging.
[0092] Embodiment 11 is the method of any of Embodiments 1-10, wherein the pre-aging comprises heating the rolled aluminum alloy product to a temperature ranging from 60.degree. C. to 130.degree. C.
[0093] Embodiment 12 is the method of any of Embodiments 1-11, wherein the pre-aging is conducted for a period of time up to about 24 hours.
[0094] Embodiment 13 is the method of any of Embodiments 1-12, further comprising, after the pre-aging, cooling the rolled aluminum alloy product to about room temperature over a period of time ranging from 12 hours to 48 hours.
[0095] Embodiment 14 is the method of any of Embodiments 1-13, further comprising, after the pre-aging, coiling the rolled aluminum alloy product, and, then, cooling the rolled aluminum alloy product to room temperature.
[0096] Embodiment 15 is the method of Embodiment 14, wherein the coiling is carried out at a temperature of no more than 5.degree. C. below the temperature of the pre-aging.
[0097] Embodiment 16 is the method of Embodiment 15, wherein the cooling is carried out over a period of time ranging from 12 hours to 48 hours.
[0098] Embodiment 17 is the method of any of Embodiments 1-16, further comprising coiling the rolled aluminum alloy product after the pre-aging.
[0099] Embodiment 18 is the method of any of Embodiments 1-17, wherein the rolled aluminum alloy product has a yield strength (R.sub.p) of at least 240 MPa immediately following pre-aging, wherein the yield strength (R.sub.p) is measured according to ISO 6892-1.
[0100] Embodiment 19 is the method of any of Embodiments 1-18, wherein the rolled aluminum alloy product exhibits an increase in its yield strength (R.sub.p) of no more than 25 MPa during a post-production period immediately following the pre-aging, wherein the post-production period ranges from 7 days to 180 days.
[0101] Embodiment 20 is an aluminum alloy product, wherein the aluminum alloy product is a rolled aluminum alloy product made by a method of any of Embodiments 1-19.
[0102] The following examples serve to further illustrate certain embodiments of the present disclosure without, at the same time, however, constituting any limitation thereof. On the contrary, it is to be clearly understood that resort may be had to various embodiments, modifications and equivalents thereof which, after reading the description herein, may suggest themselves to those of ordinary skill in the art without departing from the spirit of the disclosure.
Example 1
Strength Testing
[0103] Two samples of AA7075 aluminum alloy sheets of 1.4 mm thickness were prepared according to identical processing methods, including solutionizing at 480.degree. C. followed by a full water quench, except for the pre-aging step. One sample was subjected to pre-aging (PX) at 100.degree. C. for less than 1 minute, and then cooled to room temperature over 24 hours. The other sample did not undergo pre-aging. FIG. 1 shows the change in the yield strength (Rp) as a function of the number of days following initial production for each of the samples, where the yield strength is measured according to the ISO 6892-1 test. The sample prepared with pre-aging shows a significantly more stable yield strength over a period of about 30 days.
[0104] Six samples of cladded AA7075/AAAA5182 aluminum alloy sheets of 2.0 mm thickness were prepared according to methods as described herein, with variations only in the pre-aging step. Certain samples were subjected to pre-aging at different temperatures, and some samples were subjected to pre-aging in combination with simulated coil cooling. FIG. 2 shows the change in the yield strength (Rp) as a function of the number of days following initial production for each of the samples.
Example 2
[0105] Samples of AA7075 aluminum alloy sheets of 1.4 mm thickness were prepared according to identical processing methods, including solutionizing at 480.degree. C. with a five minute soak time, a full water quench at a quench rate of 350.degree. C./s, a pre-aging step, and natural aging. The pre-aging temperature and time were varied, as was the natural aging time. The pre-aging time was either 1 hours, 4 hours, or 8 hours. The pre-aging temperature was either 70.degree. C. or 100.degree. C. Natural aging (NA) was conducted for 1 week, 2 weeks, 3 weeks, or 4 weeks. The samples were tested with and without being subjected to a paint-bake cycle (PB). When subjected to a paint-bake cycle, the samples were tested with and without 2% pre-strain FIGS. 3A-D show the change in the yield strength for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIG. 3D shows the effect of pre-strain when the samples were subjected to paint-baking. The yield strength (MPa) was measured according to the ISO 6892-1:2016 test. FIGS. 4A-C show the change in elongation strength for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIG. 4D shows the effect of pre-strain when the samples were subjected to paint-baking. The elongation strength (MPa) was measured according to the ISO 6892-1:2016 test. FIGS. 5A-C show the change in uniform elongation for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIG. 5D shows the effect of pre-strain when the samples were subjected to paint-baking. The uniform elongation (%) was measured according to the ISO 6892-1:2016 test. FIGS. 6A-C show the change in total elongation for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIG. 6D shows the effect of pre-strain when the samples were subjected to paint-baking. The total elongation (%) was measured according to ISO 6892-1:2016 test. FIGS. 7A-D show the change in critical fracture strain for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIGS. 7C and D show the effect of pre-strain when the samples were subjected to paint-baking. The critical fracture strain (%) was measured according to the ISO 6892-1:2016 test. FIGS. 8A-D show the strain hardening exponent (n-value) for the sample as a function of the pre-aging time and temperature and as a function of whether the samples were subjected to a paint-bake cycle. FIGS. 8C and D show the effect of pre-strain when the samples were subjected to paint-baking. The critical fracture strain (%) was measured according to the ISO 6892-1:2016 test.
[0106] As shown by FIGS. 3-8, pre-aging at 70.degree. C. resulted in increasing yield strength as the length of natural aging increased. For pre-aging at 100.degree. C., the yield strength was relatively stable when pre-aged for 4 to 8 hours, regardless of the length of time of natural aging. Yield strengths of greater than 450 MPa were achievable after the samples were subjected to a paint-bake cycle. The samples subjected to a 2% pre-strain prior to the paint-bake cycle showed a slight increase in yield strength.
[0107] All patents, patent applications, publications, and abstracts cited above are incorporated herein by reference in their entirety. Various embodiments of the invention have been described in fulfillment of the various objectives of the invention. It should be recognized that these embodiments are merely illustrative of the principles of the present invention. Numerous modifications and adaptations thereof will be readily apparent to those of ordinary skill in the art without departing from the spirit and scope of the invention as defined in the following claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
D00010
D00011
D00012

D00013

D00014

D00015

D00016

D00017

D00018

D00019

D00020

D00021

D00022

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.