Non-stretch Bonded Strand And Film Elastics
Nhan; Davis Dang H. ; et al.
U.S. patent application number 16/073906 was filed with the patent office on 2019-02-14 for non-stretch bonded strand and film elastics. The applicant listed for this patent is Kimberly-Clark Worldwide, Inc.. Invention is credited to WanDuk Lee, Davis Dang H. Nhan, Peiguang Zhou.
| Application Number | 20190047268 16/073906 |
| Document ID | / |
| Family ID | 59743178 |
| Filed Date | 2019-02-14 |

| United States Patent Application | 20190047268 |
| Kind Code | A1 |
| Nhan; Davis Dang H. ; et al. | February 14, 2019 |
NON-STRETCH BONDED STRAND AND FILM ELASTICS
Abstract
A laminate includes a core structure having a first surface and a second surface, the core structure including an elastic core layer and a plastic core layer, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, and wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips, the plastic core structure reinforcing the core layer in the machine direction, and a nonwoven first facing layer affixed to the first surface.
| Inventors: | Nhan; Davis Dang H.; (Menasha, WI) ; Lee; WanDuk; (Appleton, WI) ; Zhou; Peiguang; (Appleton, WI) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 59743178 | ||||||||||
| Appl. No.: | 16/073906 | ||||||||||
| Filed: | February 29, 2016 | ||||||||||
| PCT Filed: | February 29, 2016 | ||||||||||
| PCT NO: | PCT/US2016/020017 | ||||||||||
| 371 Date: | July 30, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B32B 7/02 20130101; B32B 25/08 20130101; B32B 2307/51 20130101; B32B 2553/00 20130101; B32B 25/042 20130101; B32B 5/18 20130101; B32B 2571/00 20130101; B32B 3/18 20130101; B32B 7/04 20130101; B32B 2038/0028 20130101; B32B 2262/065 20130101; B32B 2262/067 20130101; B32B 7/12 20130101; B32B 2307/5825 20130101; B32B 27/12 20130101; B32B 2250/04 20130101; B32B 2262/04 20130101; B32B 27/08 20130101; B32B 2262/0207 20130101; B32B 2307/718 20130101; B32B 25/10 20130101; B32B 2262/0253 20130101; B32B 2262/0215 20130101; B32B 2555/00 20130101; B32B 27/06 20130101; B32B 2262/02 20130101; B32B 37/203 20130101; B32B 3/266 20130101; B32B 5/26 20130101; B32B 27/32 20130101; B32B 2437/00 20130101; B32B 2262/0223 20130101; B32B 2307/728 20130101; B32B 2432/00 20130101; B32B 2262/062 20130101; B32B 2307/724 20130101; B32B 38/0012 20130101; B32B 5/022 20130101; B32B 2307/50 20130101; B32B 2262/0276 20130101; B32B 2307/732 20130101; B32B 2535/00 20130101; B32B 2262/023 20130101; B32B 2307/7265 20130101; B32B 2262/0292 20130101; B32B 2262/14 20130101; B32B 2555/02 20130101; B32B 2262/0261 20130101 |
| International Class: | B32B 27/12 20060101 B32B027/12; B32B 7/12 20060101 B32B007/12; B32B 5/02 20060101 B32B005/02; B32B 37/20 20060101 B32B037/20; B32B 38/00 20060101 B32B038/00 |
Claims
1. A laminate comprising: a core structure having a first surface and a second surface, the core structure comprising an elastic core layer and a plastic core layer, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, and wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips, the plastic core layer reinforcing the core structure in the machine direction; and a fractured nonwoven first facing layer affixed to the first surface.
2. The laminate of claim 1, wherein the plurality of strands is disposed between the film layer and the first facing layer.
3. The laminate of claim 1, wherein the first facing layer is affixed to the first surface with adhesive.
4. The laminate of claim 1, further comprising a nonwoven second facing layer affixed to the second surface.
5. The laminate of claim 1, wherein the nonwoven first facing layer is cellulose-based.
6. The laminate of claim 1, wherein the nonwoven first facing layer is polymer-based.
7. The laminate of claim 1, wherein the nonwoven first layer includes polymer and cellulose.
8. The laminate of claim 1, wherein the plastic core layer is a film, and wherein the elastic core layer is a plurality of strands or a plurality of strips.
9. The laminate of claim 1, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips.
10. A method for producing a composite nonwoven elastic web comprising an elastic web joined to a fibrous nonwoven web, the method comprising: providing an elastic web comprising a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface; stretching the elastic web to less than 100 percent stretch; affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web; relaxing the composite nonwoven elastic web; and activating the nonwoven elastic web after affixing the fibrous nonwoven web, thereby fracturing the fibrous nonwoven web.
11. The method of claim 10, wherein activating includes using a groove rolling process or an intermeshing gears process.
12. The method of claim 10, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips.
13. The method of claim 12, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips.
14. The method of claim 12, wherein the plastic core layer is a film, and wherein the elastic core layer is a plurality of strands or a plurality of strips.
15. The method of claim 10, wherein the fibrous nonwoven web is affixed to the elastic web with a thermal, adhesive, ultrasonic, or co-extrusion lamination method.
16. The method of claim 10, further comprising affixing a second fibrous nonwoven web to the second surface.
17. The method of claim 10, wherein the fibrous nonwoven web is cellulose-based.
18. The method of claim 10, wherein the fibrous nonwoven web is polymer-based.
19. The method of claim 10, wherein the fibrous nonwoven web includes polymer and cellulose.
20. A method for producing a composite nonwoven elastic web comprising an elastic web joined to a fibrous nonwoven web, the method comprising: providing an elastic web comprising a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips; stretching the elastic web to less than 100 percent stretch; affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web, the fibrous nonwoven web including polymeric and/or cellulosic fibers; relaxing the composite nonwoven elastic web; and activating the nonwoven elastic web using a groove rolling process or an intermeshing gears process after affixing the fibrous nonwoven web, thereby fracturing the fibrous nonwoven web.
Description
BACKGROUND
[0001] The present disclosure is generally directed to processes for forming composite nonwoven elastic webs and the composite nonwoven elastic webs formed by such processes. In particular, the present disclosure encompasses a composite nonwoven elastic web that includes an elastic web joined to a nonwoven web and processes for forming such composite nonwoven elastic webs. In particular, the present disclosure is directed to elastic laminates and their uses in various product applications.
[0002] Current elastic materials used in products in the global market are generally based on stretch-bonded elastic laminate technology with a nonwoven facing. In the stretch-bonded elastic laminate process, elastic materials (film or strands) are stretched to 3-5 times their relaxed length before being bonded to facing materials. Cost analyses of current elastic laminates indicate that the facing materials, such as spunbond (SB) and spunbond-meltblown-spunbond (SMS) nonwovens account for more than 50% of the total elastic laminate cost because of the high usage of facing materials.
SUMMARY
[0003] The composites described herein represent a new class of soft, flexible, and cloth-like nonwoven/film structures that can potentially be used for a variety of applications such as functional elastics, cleaning wipes, medical fabrics, protection garments, filtration, packaging, personal care articles, and others.
[0004] In one aspect, a laminate includes a core structure having a first surface and a second surface, the core structure including an elastic core layer and a plastic core layer, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, and wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips, the plastic core layer reinforcing the core structure in the machine direction, and a nonwoven first facing layer affixed to the first surface.
[0005] In an alternate aspect, a method for producing a composite nonwoven elastic web includes an elastic web joined to a fibrous nonwoven web, the method including providing an elastic web including a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface; stretching the elastic web to less than 100 percent stretch; and affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web. The method also includes relaxing the composite nonwoven elastic web and activating the nonwoven elastic web.
[0006] In another aspect, a method for producing a composite nonwoven elastic web includes an elastic web joined to a fibrous nonwoven web, the method including providing an elastic web including a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips; and stretching the elastic web to less than 100 percent stretch. The method also includes affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web, the fibrous nonwoven web including polymeric and/or cellulosic fibers; relaxing the composite nonwoven elastic web; and activating the nonwoven elastic web using a groove rolling process or an intermeshing gears process.
[0007] Objects and advantages of the disclosure are set forth below in the following description, or can be learned through practice of the disclosure.
BRIEF DESCRIPTION OF THE DRAWINGS
[0008] The present disclosure will be more fully understood, and further features will become apparent, when reference is made to the following detailed description and the accompanying drawings. The drawings are merely representative and are not intended to limit the scope of the claims.
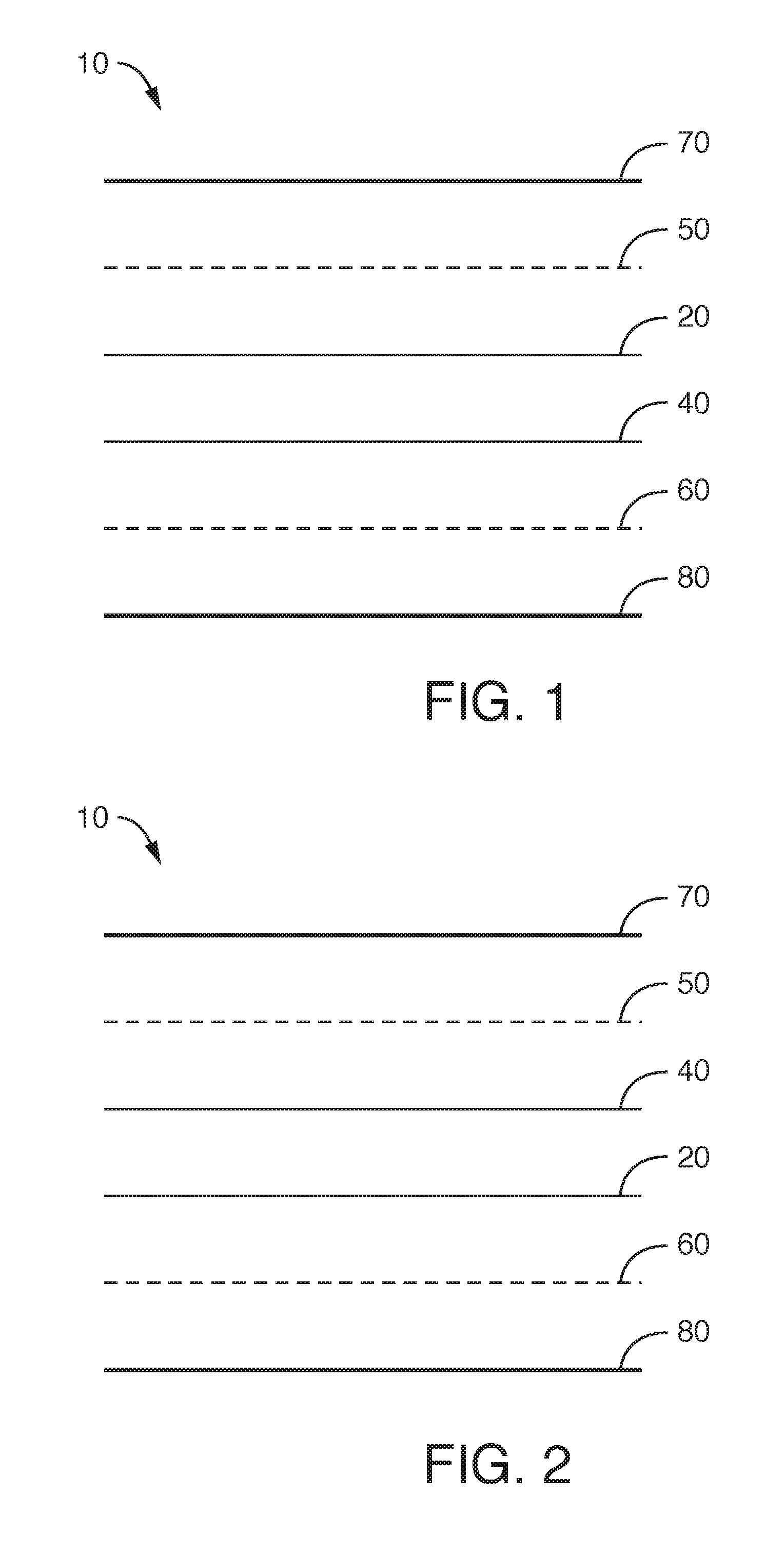
[0009] FIG. 1 illustrates an exploded schematic view of an elastic laminate having an elastic layer and a plastic layer in accordance with the present disclosure;
[0010] FIG. 2 illustrates an exploded schematic view of an elastic laminate similar to that of FIG. 1, having a plastic layer and an elastic layer in accordance with the present disclosure; and
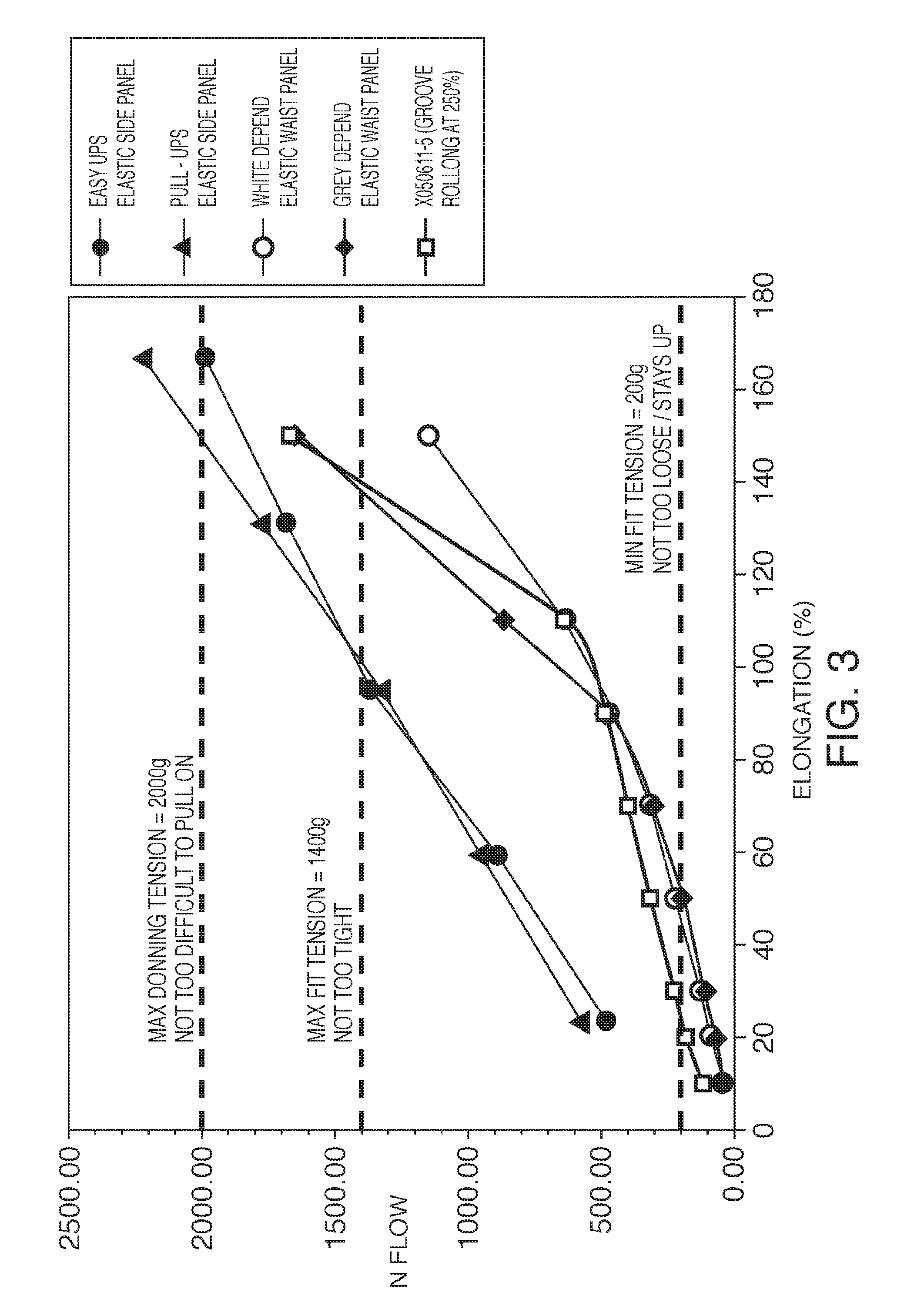
[0011] FIG. 3 is a graphical illustration of elastic properties with respect to a training pant "fit box" and in comparison to prior elastic materials.
[0012] Repeat use of reference characters in the present specification and drawings is intended to represent the same or analogous features or elements of the present disclosure. The drawings are representational and are not necessarily drawn to scale. Certain proportions thereof might be exaggerated, while others might be minimized.
DETAILED DESCRIPTION
[0013] As used herein the term "nonwoven fabric or web" refers to a web having a structure of individual polymeric and/or cellulosic fibers or threads that are interlaid, but not in an identifiable manner as in a knitted fabric. Nonwoven fabrics or webs have been formed from many processes such as for example, meltblowing processes, spunbonding processes, bonded carded web processes, those used to make tissue and towels, etc.
[0014] As used herein, the term "meltblown web" generally refers to a nonwoven web that is formed by a process in which a molten thermoplastic material is extruded through a plurality of fine, usually circular, die capillaries as molten fibers into converging high velocity gas (e.g. air) streams that attenuate the fibers of molten thermoplastic material to reduce their diameter, which can be to microfiber diameter. Thereafter, the meltblown fibers are carried by the high velocity gas stream and are deposited on a collecting surface to form a web of randomly dispersed meltblown fibers. Such a process is disclosed, for example, in U.S. Pat. No. 3,849,241 to Butin, et al., which is incorporated herein in its entirety by reference thereto. Generally speaking, meltblown fibers can be microfibers that are substantially continuous or discontinuous, generally smaller than 10 microns in diameter, and generally tacky when deposited onto a collecting surface.
[0015] As used herein, the term "spunbond web" generally refers to a web containing small diameter substantially continuous fibers. The fibers are formed by extruding a molten thermoplastic material from a plurality of fine, usually circular, capillaries of a spinnerette with the diameter of the extruded fibers then being rapidly reduced as by, for example, eductive drawing and/or other well-known spunbonding mechanisms. The production of spunbond webs is described and illustrated, for example, in U.S. Pat. No. 3,692,618 to Dorschner, et al., U.S. Pat. No. 3,802,817 to Matsuki, et al., U.S. Pat. No. 3,338,992 to Kinney, U.S. Pat. No. 3,341,394 to Kinney, U.S. Pat. No. 3,502,763 to Hartman, U.S. Pat. No. 3,502,538 to Levy, U.S. Pat. No. 3,542,615 to Dobo, et al., U.S. Pat. No. 4,340,563 to Appel, et al. and U.S. Pat. No. 5,382,400 to Pike, et al., which are incorporated herein in their entirety by reference hereto thereto. Spunbond fibers are generally not tacky when they are deposited onto a collecting surface. Spunbond fibers can sometimes have diameters less than about 40 microns, and are often between about 5 to about 20 microns.
[0016] As used herein the term "staple fiber" means fibers that have a fiber length generally in the range of about 0.5 to about 150 millimeters. Staple fibers can be cellulosic fibers or non-cellulosic fibers. Some examples of suitable non-cellulosic fibers that can be used include, but are not limited to, hydrophilically-treated polyolefin fibers, polyester fibers, nylon fibers, polyvinyl acetate fibers, and mixtures thereof. Hydrophilic treatments can include durable surface treatments and treatments in polymer resins/blends. Cellulosic staple fibers include for example, pulp, thermomechanical pulp, synthetic cellulosic fibers, modified cellulosic fibers, and the like. Cellulosic fibers can be obtained from secondary or recycled sources. Some examples of suitable cellulosic fiber sources include virgin wood fibers, such as thermomechanical, bleached and unbleached softwood and hardwood pulps. Secondary or recycled cellulosic fibers can be obtained from office waste, newsprint, brown paper stock, and paperboard scrap. Further, vegetable fibers, such as abaca, flax, milkweed, cotton, modified cotton, cotton linters, can also be used as the cellulosic fibers. In addition, synthetic cellulosic fibers such as, for example, rayon, viscose rayon, and lyocell can be used. Modified cellulosic fibers are generally composed of derivatives of cellulose formed by substitution of appropriate radicals (e.g., carboxyl, alkyl, acetate, nitrate, etc.) for hydroxyl groups along the carbon chain. Desirable staple fibers for the purposes of this application are hydrophilic, such as traditional cellulosic fibers (a desirable example of which is pulp fibers, as can be found in rolled tissues and paper-based towels).
[0017] As used herein, the term "substantially continuous fibers" is intended to mean fibers that have a length that is greater than the length of staple fibers. The term is intended to include fibers that are continuous, such as spunbond fibers, and fibers that are not continuous, but have a defined length greater than about 150 millimeters.
[0018] As used herein "bonded carded webs" or "BOW" refers to nonwoven webs formed by carding processes as are known to those skilled in the art and further described, for example, in U.S. Pat. No. 4,488,928 to Ali Khan et al., which is incorporated herein by reference thereto. Briefly, carding processes involve starting with a blend of, for example, staple fibers with bonding fibers or other bonding components in a bulky ball that is combed or otherwise treated to provide a generally uniform basis weight. This web is heated or otherwise treated to activate the adhesive component resulting in an integrated, usually lofty nonwoven material.
[0019] The basis weight of nonwoven webs is usually expressed in ounces of material per square yard (osy) or grams per square meter (gsm) and fiber diameters are usually expressed in microns, or in the case of staple fibers, denier. It is noted that to convert from osy to gsm, multiply osy by 33.91.
[0020] As used herein the terms "machine direction" or "MD" generally refers to the direction in which a material is produced. It is also often the direction of travel of the forming surface onto which fibers are deposited during formation of a non-woven web. The term "cross-machine direction" or "CD" refers to the direction perpendicular to the machine direction.
[0021] Dimensions measured in the cross-machine direction (CD) are referred to as "width" dimensions, while dimensions measured in the machine direction (MD) are referred to as "length" dimensions. The width and length dimensions of a planar sheet make up the X and Y directions of the sheet. The dimension in the depth direction of a planar sheet is also referred to as the Z-direction.
[0022] As used herein, the terms "elastomeric" and "elastic" are used interchangeably and shall mean a layer, material, laminate or composite that is generally capable of recovering its shape after deformation when the deforming force is removed. Specifically, when used herein, "elastic" or "elastomeric" is meant to be that property of any material that, upon application of a biasing force, permits the material to be stretchable to a stretched biased length that is at least about fifty (50) percent greater than its relaxed unbiased length, and that will cause the material to recover at least forty (40) percent of its elongation upon release of the stretching force. A hypothetical example that would satisfy this definition of an elastomeric material would be a one (1) inch sample of a material that is elongatable to at least 1.50 inches and that, upon being elongated to 1.50 inches and released, will recover to a length of less than 1.30 inches. Many elastic materials can be stretched by much more than fifty (50) percent of their relaxed length, and many of these will recover to substantially their original relaxed length upon release of the stretching force.
[0023] As used herein the term "recover" refers to a contraction of a stretched material upon termination of a biasing force following stretching of the material by application of the biasing force. For example, if a material having a relaxed, unbiased length of one (1) inch was elongated 50 percent by stretching to a length of one and one half (1.5) inches the material would have a stretched length that is 150 percent of its relaxed length. If this exemplary stretched material contracted, that is recovered, to a length of one and one tenth (1.1) inches, after release of the biasing and stretching force, the material would have recovered 80 percent (0.4 inch) of its elongation.
[0024] As used herein, the term "g/cc" generally refers to grams per cubic centimeter.
[0025] As used herein, the term "hydrophilic" generally refers to fibers or films, or the surfaces of fibers or films that are wettable by aqueous liquids in contact with the fibers. The term "hydrophobic" includes those materials that are not hydrophilic as defined. The phrase "naturally hydrophobic" refers to those materials that are hydrophobic in their chemical composition state without additives or treatments affecting the hydrophobicity.
[0026] The degree of wetting of the materials can, in turn, be described in terms of the contact angles and the surface tensions of the liquids and materials involved. Equipment and techniques suitable for measuring the wettability of particular fiber materials or blends of fiber materials can be provided by the Cahn SFA-222 Surface Force Analyzer System, or a substantially equivalent system. When measured with this system, fibers having contact angles less than 90 are designated "wettable" or hydrophilic, and fibers having contact angles greater than 90 are designated "nonwettable" or hydrophobic.
[0027] As used herein, the term "personal care product" refers to diapers, training pants, absorbent underpants, adult incontinence products, sanitary wipes and feminine hygiene products, such as sanitary napkins, pads, and liners, and the like. The term "absorbent medical product" is employed to refer to products such as medical bandages, tampons intended for medical, dental, surgical, and/or nasal use, surgical drapes and garments, coverings in medical settings, and the like.
[0028] The term "composite" as used herein, refers to a film material that has been bonded to or otherwise exists with a nonwoven web including fibers. The film material itself can be mono-layer, multi-component, or multilayer. The composite can be apertured and breathable, or the film material of the composite can be essentially intact.
[0029] The present disclosure describes a non- or low-stretch bonded (<100% stretch) elastic laminate that includes one or two external nonwoven layers and an internal plastic layer adjacent to an internal elastic layer, with adhesive layers between the nonwoven layers and the film/elastic layers. The film and/or elastic layers can be in the form of film, strips, strands, etc. The film can be breathable. The laminate is activated through a groove rolling or intermeshing gears process.
[0030] The elastic laminate experiences a nearly-complete fracturing of the nonwoven layers while maintaining the continuity of the plastic layer. This allows the ability to design the stress/strain properties of the laminate while also maintaining the stretch-to-stop requirements for consumer-preferred fit characteristics. This provides a low cost, soft/gentle, more underwear-like elastic material for personal care garment applications.
[0031] Current elastic materials used in products in the global market are generally based on stretch-bonded elastic laminate technology with a nonwoven facing. In the stretch-bonded elastic laminate process, elastic materials (film or strands) are stretched to 3-5 times their relaxed length before being bonded to facing materials. Cost analyses of current elastic laminates indicate that the facing materials, such as spunbond (SB) and spunbond-meltblown-spunbond (SMS) nonwovens account for more than 50% of the total elastic laminate cost because of the high usage of facing materials.
[0032] As a result of the work described herein, it was found, for example, that non-stretch bonded elastic strands combined with a thin/strong plastic film and facing materials can provide superior performance with a lower cost than the current stretch-bonded elastic laminate materials. Furthermore, the non-stretch bonded elastic laminate of this invention also unexpectedly creates desirable surface texture and appearance that can provide a more consumer-preferred appearance in terms of lighter, softer/gentler, and more cloth-like as underwear.
[0033] More specifically, the elastic laminate of the present disclosure can include either an elastic strand and a plastic film non-stretch bonded to a nonwoven, an elastic film and a plastic strand non-stretch bonded to a nonwoven, or any elastic material form and any plastic material form non-stretch bonded to a nonwoven. The elastic and plastic layers can be in the form of film, strips, strands, etc. The laminate is activated through a groove rolling process. This elastic laminate provides consumer-preferred appearance and strength, as well as designable Stretch-to-Stop (S-S) curves.
[0034] The groove rolling process results in the nearly-complete fracturing of the nonwoven layers while maintaining the continuity of the plastic layer. This allows the ability to design the stress/strain properties of the laminate while also maintaining the stretch-to-stop requirements for consumer-preferred fit characteristics. This provides a low cost, soft/gentle, more underwear-like elastic material for personal care garment applications.
[0035] In a particular aspect of the present disclosure illustrated in FIG. 1, an elastic laminate 10 includes a core structure having a first surface and a second surface, the core structure including an elastic core layer 20 and a plastic core layer 40. The elastic core layer 20 is one of a film, a plurality of strands, and a plurality of strips. The plastic core layer 40 is also one of a film layer, a plurality of strands, and a plurality of strips. The elastic core layer 20 and the plastic core layer 40 can be the same format or of different formats. The plastic core layer 40 reinforces the core structure in the machine direction. The elastic laminate 10 also includes two low basis weight (.about.8 gsm) facing materials 70, 80 affixed to the core structure by any suitable means. In one aspect of the present application, the facing materials 70, 80 are affixed to the core structure with adhesive bonding layers 50, 60. In other aspects, the elastic laminate 10 can be manufactured without one or both facing materials 70, 80.
[0036] In an alternate aspect of the present disclosure illustrated in FIG. 2, an elastic laminate 10 includes a core structure having a first surface and a second surface, the core structure including an elastic core layer 20 and a plastic core layer 40. The elastic core layer 20 is one of a film, a plurality of strands, and a plurality of strips. The plastic core layer 40 is also one of a film layer, a plurality of strands, and a plurality of strips. The elastic core layer 20 and the plastic core layer 40 can be the same format or of different formats. The plastic core layer 40 reinforces the core structure in the machine direction. The elastic laminate 10 also includes two low basis weight (.about.8 gsm) facing materials 70, 80 affixed to the core structure by any suitable means. In one aspect of the present application, the facing materials 70, 80 are affixed to the core structure with adhesive bonding layers 50, 60. In other aspects, the elastic laminate 10 can be manufactured without one or both facing materials 70, 80.
[0037] Returning to the aspect illustrated in FIG. 1, the elastic core layer 20 is adhesively bonded to the plastic core layer 40 and facing materials 70, 80 under little or no elongation (<100%). After the elastic laminate 10 is made, it has a very little elasticity and the laminate 10 is not an elastic material at this point (maximum elongation is less than 20% with minimum tension). The laminate 10 is then stretched (200-300%) in the machine direction (MD) using a groove rolling technique, an intermeshing gears process, or any other suitable process. This stretching locally tears the facing materials 70, 80, extends the plastic core layer 40 up to 20-300% depending on processing conditions, and turns the laminate 10 into a very elastic material with up to 150-250% elongation and with designable tension and S-S curves as shown in FIG. 3, and as described in more detail below.
[0038] The elastic laminate 10 in this aspect permanently exhibited a fine regular and periodic three-dimensional structure even under maximum stretching conditions. In contrast, current stretch-bonded elastic laminates demonstrate a generally flat surface when under maximum stretching conditions. The fine three-dimensional surface structure of the laminate 10 provides a more consumer-preferred premier appearance and softer/gentler feel. In this aspect, the plastic core layer 40 functions to provide strength and a stretch-to-stop property to the elastic laminate 10. The elastic core layer 20 contributes elastic performance for seal, fit, and comfort functions when employed in a personal care article. The facing materials 70, 80 provide a cloth-like appearance to the elastic laminate 10.
[0039] The film can be either plastic or elastic. One example of a suitable film includes a high strength and/or extendable plastic film, whether single or multilayer, incorporated into the laminate 10 to provide a designable tear/poke through strength as well controllable stretch-to-stop curves for product application and consumer prefer appearance attributes. Other examples of suitable films include but are not limited to wrap polyfilm, both polypropylene (PP)- and polyethylene (PE)-based, breathable outer cover film, organoclay nanocomposite film, and elastic film.
[0040] The strands and strips can also be plastic or elastic. One example of a suitable strand material can be a pre-made strand or a strand extruded from thermoplastic elastomers to provide great elastic performance. Pre-made strands include LYCRA-brand elastic strands available from INVISTA, and CREORA-brand elastic fibers available from Hyosung. Another example of suitable strands is an extrudable strand including thermoplastic polyurethane (TPU) available from Huntsman. Other examples of suitable strands include but are not limited to polypropylene-based thermo elastomer such as VISTAMAXX-brand elastomer polymers available from ExxonMobil Chemical, styrenic block copolymer (SBC) such as KRATON-brand SBC available from Kraton Performance Polymers, and olefin block copolymers (OBC) such as INFUSE-brand olefin block copolymers available from Dow Chemical. Similarly, plastic strands can be either pre-made or extruded from thermoplastic polymers
[0041] The facing materials can be any suitable material including nonwovens such as tissue, spunbond, meltblown, or any other suitable cellulose- or polymer-based material. Low basis weight and/or low strength nonwovens can provide a cloth-like appearance with softer and gentler touch after activation. All components can be adhesively laminated or extrusion laminated.
[0042] The adhesive employed to bond the facing materials to the elastic/plastic layers can be any suitable adhesive.
[0043] In other aspects of the present disclosure, the non-stretch bonding of the layers of the elastic laminate 10 can be also accomplished by any other suitable method including, but not limited to, thermal, ultrasonic, and extrusion lamination bonding.
[0044] Ring rolling is well known in the art. Examples of descriptions of the process include those in patent application EP650714 to Coles et al. entitled "Method of making an absorbent article using an activatable composite elastic member."
[0045] Non-stretch bonded strand/film elastic laminates as described herein demonstrate performance enhancements including premier appearance, gentle and soft feel and touch, increased strength through strand enforcement, controllable stretch-to-stop curves (100-250%), and breathable but liquid impermeable performance. In addition, the elastic laminate 10 described herein demonstrates a cost that is less than current elastic laminates because the elastic laminate 10 has a basis weight that can be reduced to up to 50 percent of the basis weight of current elastic laminates made from stretch-bonded laminate processes.
[0046] The materials that can be used to form the fibrous nonwoven web or facing materials 70, 80 include any nonwoven material capable of performing as described above. For example, the facing materials 70, 80 can be formed from a blend of a non-elastic material with an elastic material, one or more non-elastic materials or a blend of one or more elastic materials with two or more non-elastic materials. Preferably, the facing materials 70, 80 are formed from a fiber-forming meltblowable or spunbondable non-elastic gatherable material. However, the facing materials 70, 80 can be formed by depositing a carded web on the surface of the core structure or by any other method which may be utilized to form facing materials 70, 80 on the surface of the core structure. Exemplary fiber-forming materials for use in forming the facing materials 70, 80 are polyester materials, polyolefin materials or blends of one or more polyester materials with one or more polyolefin materials. An exemplary polyester fiber-forming material is polyethylene terephthalate. An exemplary fiber-forming polyolefin material is polypropylene. Preferred polypropylene materials may be obtained from the Himont Company under the trade designations PC 973 and PF 301.
[0047] After the facing materials 70, 80 have been formed upon or affixed to the upper surface of the core structure, the composite nonwoven elastic web 10 is passed through rollers that, for the reasons stated above, need not be heated or need not apply any excessive pressure to the core structure. Thereafter, the stretching and biasing force on the core structure is released so as to relax and contract the composite nonwoven elastic web 10.
[0048] Reference now will be made in detail to various aspects of the disclosure, one or more examples of which are set forth below. Each example is provided by way of explanation, not of limitation of the disclosure. In fact, it will be apparent to those skilled in the art that various modifications and variations can be made in the present disclosure without departing from the scope or spirit of the disclosure. For instance, features illustrated or described as part of one aspect, can be used on another aspect to yield a still further aspect. Thus it is intended that the present disclosure cover such modifications and variations.
[0049] Preferably, the elastic films used in the present invention can stretch at least 50%-100% in comparison to its non-stretched length. In some cases, it is desirable that films can be stretched up to 100%-200%, 200%-400%, or 400%-600%.
EXAMPLES
Example 1
[0050] Example 1 uses as elastic strands: CREORA 940-brand elastic fibers at a density of 5 strands/inch, as the plastic film: linear low-density polyethylene (LLDPE) wrap film with a thickness of 0.6 mil, and as the facing material: 8 gsm meltblown available from Biax-Fiberfilm Corp. All components were adhesively bonded at approximately 40% elastic elongation. The laminate was then activated using a groove rolling machine at Biax-Fiberfilm Corp.
Example 2
[0051] In Example 2 the elastic material is prepared in the same way as in Example 1 except that the components were adhesively bonded at approximately 100% elastic elongation
[0052] Table 1 illustrates basic properties of the non-stretch bonded strand film laminate of the present disclosure in comparison to current elastic laminates made from a stretch-bonding process with spunbond as a facing material, as used for current products. As illustrated in FIG. 3, the "tension for fit" results indicated better S-S curves for the elastic material present disclosure and can provide wider fit product applications with a better tension control. The strength in terms of tension and stress-to-stop curves can be adjusted through changing the laminate components such as the elastic, plastic film, and facing materials as well by optimizing processing conditions (e.g., engagement of inter rolling).
TABLE-US-00001 TABLE 1 Comparison of non-stretch bonded elastic laminate of the present disclosure and typical stretch-bonded elastic laminate. Non-stretch bonded White DEPEND- Grey DEPEND- elastic laminate of the brand personal brand personal present disclosure care article care article X050615-5 Waist Elastics Waist Elastics Basis Weight (gsm) 64 102 110 Hysteresis Loss (%) 43 45 53 Tensile Peak load (gf) 4928 9005 8448
[0053] The sheet materials produced in accordance with this disclosure can be used in a variety of end product applications. It is contemplated that such sheet materials have end product applications including in the technical areas of filtration, medical garments, covers, and bandages, and the personal care area, such as in the ears or side panels of baby/child care diapers, and adult feminine care applications. Articles made under this disclosure are very flexible and soft with a cloth-like feel.
[0054] In a first particular aspect, a laminate includes a core structure having a first surface and a second surface, the core structure including an elastic core layer and a plastic core layer, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, and wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips, the plastic core layer reinforcing the core structure in the machine direction; and a nonwoven first facing layer affixed to the first surface.
[0055] A second particular aspect includes the first particular aspect, wherein the plurality of strands is disposed between the film layer and the first facing layer.
[0056] A third particular aspect includes the first and/or second aspect, wherein the first facing layer is affixed to the first surface with adhesive.
[0057] A fourth particular aspect includes one or more of aspects 1-3, further comprising a nonwoven second facing layer affixed to the second surface.
[0058] A fifth particular aspect includes one or more of aspects 1-4, wherein the nonwoven first facing layer is cellulose-based.
[0059] A sixth particular aspect includes one or more of aspects 1-5, wherein the nonwoven first facing layer is polymer-based.
[0060] A seventh particular aspect includes one or more of aspects 1-6, wherein the nonwoven first layer includes polymer and cellulose.
[0061] An eighth particular aspect includes one or more of aspects 1-7, wherein the plastic core layer is a film, and wherein the elastic core layer is a plurality of strands or a plurality of strips.
[0062] A ninth particular aspect includes one or more of aspects 1-8, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips.
[0063] In a tenth particular aspect, a method for producing a composite nonwoven elastic web comprising an elastic web joined to a fibrous nonwoven web includes providing an elastic web comprising a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface; stretching the elastic web to less than 100 percent stretch; affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web; relaxing the composite nonwoven elastic web; and activating the nonwoven elastic web.
[0064] An eleventh particular aspect includes the tenth particular aspect, wherein activating includes using a groove rolling process or an intermeshing gears process.
[0065] A twelfth particular aspect includes the tenth and/or eleventh aspect, wherein the elastic core layer is one of a film, a plurality of strands, and a plurality of strips, wherein the plastic core layer is one of a film layer, a plurality of strands, and a plurality of strips.
[0066] A thirteenth particular aspect includes one or more of aspects 10-12, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips.
[0067] A fourteenth particular aspect includes one or more of aspects 10-13, wherein the plastic core layer is a film, and wherein the elastic core layer is a plurality of strands or a plurality of strips.
[0068] A fifteenth particular aspect includes one or more of aspects 10-14, wherein the fibrous nonwoven web is affixed to the elastic web with a thermal, adhesive, ultrasonic, or co-extrusion lamination method.
[0069] A sixteenth particular aspect includes one or more of aspects 10-15, further comprising affixing a second fibrous nonwoven web to the second surface.
[0070] A seventeenth particular aspect includes one or more of aspects 10-16, wherein the fibrous nonwoven web is cellulose-based.
[0071] An eighteenth particular aspect includes one or more of aspects 10-17, wherein the fibrous nonwoven web is polymer-based.
[0072] A nineteenth particular aspect includes one or more of aspects 10-18, wherein the fibrous nonwoven web includes polymer and cellulose.
[0073] In a twentieth particular aspect, a method for producing a composite nonwoven elastic web including an elastic web joined to a fibrous nonwoven web includes providing an elastic web comprising a core structure having an elastic core layer and a plastic core layer, wherein the elastic web has a first surface and a second surface, wherein the elastic core layer is a film, and wherein the plastic core layer is a plurality of strands or a plurality of strips; stretching the elastic web to less than 100 percent stretch; affixing a fibrous nonwoven web to the first surface of the stretched elastic web to form a composite nonwoven elastic web, the fibrous nonwoven web including polymeric and/or cellulosic fibers; relaxing the composite nonwoven elastic web; and activating the nonwoven elastic web using a groove rolling process or an intermeshing gears process.
[0074] While the disclosure has been described in detail with respect to the specific aspects thereof, it will be appreciated that those skilled in the art, upon attaining an understanding of the foregoing, can readily conceive of alterations to, variations of, and equivalents to these aspects. Accordingly, the scope of the present disclosure should be assessed as that of the appended claims and any equivalents thereto.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.