Method For Packaging Articles Or Piece Goods, Stretch Packages Produced Using A Method Of This Type, Ordered Assembly Of Multiple Stretch Packages Of This Type, And Apparatus For Producing Ordered Assemblies Of This Type
ESCHLBECK; Richard ; et al.
U.S. patent application number 16/069600 was filed with the patent office on 2019-02-07 for method for packaging articles or piece goods, stretch packages produced using a method of this type, ordered assembly of multiple stretch packages of this type, and apparatus for producing ordered assemblies of this type. The applicant listed for this patent is KRONES Aktiengesellschaft. Invention is credited to Richard ESCHLBECK, Wolfgang HUBER, Herbert SPINDLER.
| Application Number | 20190039761 16/069600 |
| Document ID | / |
| Family ID | 57708564 |
| Filed Date | 2019-02-07 |




| United States Patent Application | 20190039761 |
| Kind Code | A1 |
| ESCHLBECK; Richard ; et al. | February 7, 2019 |
METHOD FOR PACKAGING ARTICLES OR PIECE GOODS, STRETCH PACKAGES PRODUCED USING A METHOD OF THIS TYPE, ORDERED ASSEMBLY OF MULTIPLE STRETCH PACKAGES OF THIS TYPE, AND APPARATUS FOR PRODUCING ORDERED ASSEMBLIES OF THIS TYPE
Abstract
Disclosed is a method for packaging articles, piece goods, or containers (12) and/or for grouping the articles, piece goods, or containers (12) to form bundles (32) by way of helically wrapping the articles, piece goods, or containers (12) and/or the groupings, which are transported in a conveying direction (18) in an article flow or piece goods flow (14), into multiple layers of an elastic film about a longitudinal axis extending through the article flow or piece goods flow (14), with the elastic film being applied under tension. A film packaging (30) for the articles, piece goods, or containers (12) that moves continuously in conveying direction (18) is formed thereof, which film packaging (30) is provided with perforations (42) in planes perpendicular to the longitudinal axis and/or is severed in planes perpendicular to the longitudinal axis between consecutive articles, piece goods, containers (12), or, as the case may be, between article pairs, piece good pairs, or container pairs, or between groups of a plurality of articles, piece goods, or containers (12) that are being conveyed next to each other, thereby forming bundles (32) that are conveyed one after the other. The bundles (32) that have been separated from each other are sorted, assembled into layers, palletized, and/or stacked in transport stations and/or in handling stations (34) disposed downstream, with the film packaging (30) being severed at in each case specified and/or variable spacings to preceding separating locations for the purpose of separating bundles (32) of variable sizes or, as the case may be, bundles (32) with a variable number of articles, piece goods, or containers (12) gathered together by means of film.
| Inventors: | ESCHLBECK; Richard; (Vogtareuth, DE) ; SPINDLER; Herbert; (Niedermoosen, DE) ; HUBER; Wolfgang; (Grafing, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 57708564 | ||||||||||
| Appl. No.: | 16/069600 | ||||||||||
| Filed: | December 15, 2016 | ||||||||||
| PCT Filed: | December 15, 2016 | ||||||||||
| PCT NO: | PCT/EP2016/081237 | ||||||||||
| 371 Date: | July 12, 2018 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B65B 11/008 20130101; B65B 61/12 20130101; B65B 59/003 20190501; B65D 2571/00061 20130101; B65D 71/08 20130101; B65B 59/001 20190501; B65B 61/06 20130101; B65B 35/56 20130101; B65B 35/30 20130101; B65D 71/0096 20130101; B65B 11/105 20130101; B65B 21/06 20130101; B65B 61/007 20130101; B65B 61/10 20130101; B65D 75/00 20130101; B65B 21/245 20130101 |
| International Class: | B65B 21/24 20060101 B65B021/24; B65B 11/00 20060101 B65B011/00; B65B 11/10 20060101 B65B011/10; B65B 21/06 20060101 B65B021/06; B65B 61/06 20060101 B65B061/06; B65B 61/12 20060101 B65B061/12; B65B 35/30 20060101 B65B035/30 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Jan 18, 2016 | DE | 10 2016 200 554.5 |
Claims
1. A method for packaging articles (12) to form bundles (32, 44, 46, 48) comprising: while being transported in a conveying direction (18), wrapping one or more articles (12), from an article flow (14), with elastic film (40), applied under tension to form a multi-layer packaging film (30), wherein the multi-layer packaging film (30) moves continuously in the conveying direction (18), and is provided with perforations (42) in planes perpendicular to a longitudinal axis extending through the article flow (14) or is otherwise severable in planes perpendicular to the longitudinal axis; severing the multi-layer packaging film (30) between consecutive articles (12), between article pairs, or between groups of a plurality of articles (12) that are being conveyed next to each other, to form a plurality of bundles (32, 44, 46, 48) with a variable number of articles (12); and sorting, assembling into layers, palletizing, and/or stacking the separated bundles in transport stations and/or handling stations located downstream from severing step.
2. The method of claim 1, further comprising conveying the articles (12) in an infeed with at least two parallel rows to at least one wrapping module (22, 26) for applying the elastic film (40) to the articles (12) to produce the film packaging (30).
3. The method of claim 2, further comprising perforating the film packaging (30) after the wrapping step.
4. The method of claim 3, wherein the severing step occurring after every second, third, fourth, or further article pairs.
5. The method of claim 4, wherein the severing step comprises cutting the multi-layer packaging film (30) or comprising tearing the multi-layer packaging film (30) at perforations (42).
6. The method of claim 5, wherein the severing step comprises pulling apart the bundles (32, 44, 46, 48) with a handling device (34) with gripping elements.
7. The method of claim 6, wherein with the handling device (34) with gripping elements pulls apart the bundles (32, 44, 46, 48) by tearing multi-layer packaging film (30) at perforations (42).
8. The method of claim 7, further comprising further conveying the bundles (32, 44, 46, 48) in a turning station and/or in a distribution station.
9. The method of claim 8, further comprising conveying the bundles (32, 44, 46, 48) to a palletizing station.
10. The method of claim 9, wherein each bundle (32, 44, 46, 48) has a length to equal to a longitudinal or a transverse dimension of a pallet (50).
11. The method of claim 9, further comprising palletizing the with bundles (32, 44, 46, 48) without gaps on a pallet (50).
12. The method of claim 11, further comprising palletizing the bundles (32, 44, 46, 48) in interlocking layers.
13. (canceled)
14. (canceled)
15. (canceled)
16. An apparatus (10) comprising: at least one wrapping module (20, 24) for wrapping a plurality of articles (12) with a film material (40); at least one transport apparatus (16) or at least one feed module (22, 26) for transporting the articles through the at least one wrapping module (20, 24); at least one perforating device for perforating the film material (40), wherein said perforating device is disposed upstream or downstream of the wrapping module (20, 24).
17. The apparatus of claim 16, wherein the perforating device has a cyclical operation or a continuous operation.
Description
CLAIM OF PRIORITY
[0001] The present application claims priority to International Application PCT/EP2016/081237, filed on Dec. 15, 2016, which claims priority to German Application DE 10 2016 200 554.5, filed on Jan. 18, 2016, which are incorporated by reference.
FIELD OF THE INVENTION
[0002] The present invention relates to a method for packaging articles or piece goods and/or for grouping the articles or piece goods to form bundles by way of helically wrapping the articles, piece goods and/or the groupings, which are transported in a conveying direction in an article flow or piece goods flow, into multiple layers of an elastic film about a longitudinal axis extending through the article flow or piece goods flow, with the elastic film being applied under tension. The invention moreover relates to an ordered assembly of a plurality of stretch-wrapped bundles. The invention furthermore relates to an apparatus for producing ordered assemblies of this type.
BACKGROUND OF THE INVENTION
[0003] It is common in practice to assemble sets of articles, such as beverage containers or the like, to be grouped together in bundles that are held together by shrink film in order to prevent the sets from shifting or from coming undone during further handling or during transport. Bundles of this type, which can comprise, for example, four, six, or more containers or bottles made from PET plastic, serve, in particular, as easy-to-handle sales units for end consumers. The bundles wrapped in the shrinkable film have to undergo a heat treatment in order to acquire the mechanical stability that is necessary for handling, stacking, or palletizing the bundles.
[0004] Not least because the heat treatment involved in producing shrink bundles requires a relatively high input of energy, other packaging methods are also employed for producing bundles from multiple articles or containers that are being held together, such as so-called stretch film bundles or stretch-wrapped bundles. For these bundles, very thin, elastic plastic films of thicknesses in the range of about 10 .mu.m are wrapped in single or multiple layers around the article groupings or container groupings, gathering them together in this way and stabilizing them. Since these stretch film bundles or stretch-wrapped bundles are formed with very thin, but nevertheless sufficiently stable films, it is possible to significantly reduce the consumption of film in relation to a customary shrink-wrap bundle, whereby the costs for film consumption can also be significantly reduced, as well as energy costs being potentially reduced due to omitting the heat treatment.
[0005] Different methods and apparatuses for producing such so-called stretch film bundles are known from the prior art, for instance from DE 31 19 657 A1, which describes a packaging machine and a packaging method for producing packaging units by wrapping the packaged items into a stretch wrap. By the elasticity of the stretched plastic film, the parts of the packaged items packaged into a unit are supposed to be held under higher tension than in a shrink package, for example. For forming a packaging unit, the packaged items are wrapped into multiple layers of the stretched film web in a circulating packaging device.
[0006] A similar method for producing film-wrapped packaged items or bundles, with a packaged item or a bundle being conveyed through a wrapping apparatus and hereby being wrapped up in a tube of film formed by helical winding of the film, is moreover known from DE 34 01 217 A1.
[0007] Different conveying devices for ensuring the trouble-free conveyance of packaged items or bundles, while these are being wrapped into the stretch film, are known, for example, from EP 0 141 351 A1, from EP 1 431 185 A1, from WO 90/09316 A, and also from WO 2015/040 565 A2.
[0008] In the known methods and packaging facilities for producing stretch film packages or stretch-wrapped packages, the continuously conveyed film packaging is normally severed in specified locations, for example by a hot wire that is guided perpendicularly through the film packaging between consecutive container pairs such that the hot wire in each instance separates off a bundle of four, six, or eight containers, with the bundle maintaining the desired mechanical stability despite the partly open narrow sides. The known methods and packaging machines are adjusted to defined bundle sizes, however.
SUMMARY OF THE INVENTION
[0009] For the benefit of greater variability in forming larger packaged units and/or in the subsequent palletizing, it would, however, be desirable to be able to form differently sized bundles without converting the packaging machine and without intervening in the packaging operation. It is therefore the primary object of the present invention to provide a universal packaging method, with a high degree of automation, for producing stretch film bundles or stretch-wrapped bundles, with the packaging method allowing formation of different bundle sizes according to requirements. It is furthermore an object of the invention to form corresponding packaged units, pallet layers, and/or stacking units made from bundles of the same size or of different sizes that were produced in such a way.
[0010] These objects of the invention are achieved by the subject matter of the independent claims. Features of advantageous further developments of the invention are indicated in the dependent claims.
[0011] For achieving the stated object, the present invention proposes a method for packaging articles or piece goods and/or for grouping the articles or piece goods. The method according to the invention serves for forming bundles that are produced by way of wrapping the articles or piece goods and/or the groupings, which are transported in a conveying direction in an article flow or piece goods flow, into multiple layers of an elastic film about a longitudinal axis extending through the article flow or piece goods flow, with the elastic film being applied under tension. The film can optionally be applied in a helical manner. By the multilayered wrapping of the articles or piece goods, a film packaging for the articles, piece goods, or containers is formed with the film packaging moving continuously in conveying direction, which film packaging is optionally provided with perforations in planes perpendicular to the longitudinal axis and/or which film packaging is severed in planes perpendicular to the longitudinal axis between consecutive articles, piece goods, containers, or between article pairs, piece good pairs, or container pairs, or between groups of a plurality of articles, piece goods, or containers that are being conveyed next to each other, thereby forming bundles that are conveyed one after the other. The bundles that have been separated from each other can subsequently be sorted, assembled into layers, palletized, and/or stacked in transport stations and/or in handling stations disposed downstream. Prior to or during the further treatment of the bundles, the method provides that the film packaging is severed at in each instance specified and/or variable spacings to preceding separating locations for the purpose of separating bundles of variable sizes or bundles with a variable number of articles, piece goods, or containers gathered together by film.
[0012] The method according to the invention thus allows production of different bundle formations in continuous alternation in a stretch packaging machine. In this way, it is possible to produce different bundle sizes according to requirements without any conversion procedures, for example, two-pack bundles, four-pack bundles, six-pack bundles, eight-pack bundles, etc., that is to say, bundles with two, four, six, eight, or more articles in each instance standing in pairs next to each other. In this manner, it is also possible to bring mixed bundle sizes together in a layer assembly and to form and subsequently stack pallet layers using different bundle sizes. In order to produce much larger formations if necessary, for example formations of 3.times.3, 3.times.4, 3.times.5, etc. articles, it is optionally possible to convey and wrap in each instance three or more articles standing next to each other. It is likewise conceivable to produce formations of 4.times.4 or 4.times.5 articles, or even larger formations, in the manner described.
[0013] "Articles" or "piece goods" are referred to interchangeably and are intended to comprise, for example, containers, beverage containers, PET containers, or the like. Generally, however, the method according to the invention is suitable for stretch-wrapped bundles formed from almost any type of articles that are held together by being wrapped into elastic film. In particular, an elastic stretch foil or stretch film of a typical foil thickness in a range of around 10 .mu.m can be used for the method. The film can stretch while being wrapped around the articles, with the expansion typically amounting to less than 20 percent of the length of the relaxed film.
[0014] If the production of the "helical winding" or the "helical wrapping" around the articles or piece goods or containers is referred to, this can mean, in particular, a so-called cross wrapping, where the helical windings around the articles or piece goods are applied in at least two layers that cross each other.
[0015] In the method according to the invention, the articles or piece goods are normally conveyed in an infeed with at least two parallel rows to a wrapping station for applying the film packaging. In this context, the infeed of articles or piece goods that is typically carried out in two parallel rows is performed on a horizontal conveying device, such as a modular belt conveyor or the like.
[0016] The method moreover provides that the film-wrapped article flow or piece goods flow is perforated in specified locations. It is thus possible for a circumferential perforation to be arranged in a plane perpendicular to the longitudinal axis of the article flow or piece goods flow after each article pair or piece goods pair, or optionally also after every second or third or fourth article pair or piece goods pair. A variably placeable perforation, in each instance after a different number of article pairs or piece goods pairs has passed, is likewise conceivable. Placing perforations in such a way makes it possible to separate the film-wrapped article flow or piece goods flow after every second, third, fourth, or further article pair and to in this way produce the desired bundle sizes.
[0017] In this context, separating the article flow or piece goods flow can be carried out, for instance, by mechanical cutting, for example by hot wire, by ultrasonic cutting, by regular cutting wire, or also by a laser beam that cuts the film. The separation of the article flow or piece goods flow at the perforations is likewise conceivable, with the desired bundle sizes being attained by tearing apart at the corresponding perforations.
[0018] An optional hot air treatment moreover makes it possible to embrittle the film material in specific locations where the bundle is later to be separated.
[0019] In a variant of the method according to the invention, this tearing apart can be carried out, for example, by pulling apart the film-wrapped article flow or piece goods flow by suitable handling devices and/or gripping elements, for example by robots, gantry gripper systems, or the like, which intervene in the article flow that is being transported, for example, on a horizontal conveying device. In this way, a handling device, for example, that is equipped with suitable gripping elements, can produce the bundles by pulling movements to separate the appropriate bundle groups at the perforations.
[0020] The method according to the invention can furthermore provide that the separated bundles are further treated and further conveyed in a turning station and/or in a distribution station. The separated bundles can optionally be conveyed to a palletizing station. In this instance, the different-sized bundles can be pushed together to form palletizable and stackable layers, with the variable and, if required, different bundle sizes making it possible to produce layer patterns without gaps and/or layer patterns with in each instance different bundle arrangements, which type of stacking is also referred to as interlocked stacking.
[0021] The method can optionally also provide that all or individual bundles are adapted in their particular length to the dimensions of a pallet. The bundles formed by separating the continuous article stream can thus be exactly as long as a longitudinal side or as long as a transverse side of a pallet onto which the particular bundle is deposited. A plurality of such bundles of the same type can then be placed next to each other on a pallet, whereby a complete, palletizable, and stackable bundle layer is formed. In this instance, it is possible that either the bundles are separated into smaller units prior to being palletized or that the bundles are palletized in appropriate lengths corresponding to the dimensions of the pallets. The bundles are thus not separated, but rather palletized in this form, even if the perforations are placed at smaller spacings so that the bundles can be separated by the end customer according to the desired bundle size.
[0022] The method according to the invention offers, among other things, the advantage of a material-saving use of film of up to 50 percent or more, thereby also saving costs. The omission of the shrink tunnel and of the thermal energy input involved significantly reduces the energy costs. The lower film consumption additionally reduces the costs for the disposal of the packaging.
[0023] The packaging machines to be deployed for the method enable a modular structure so that it is possible to flexibly adapt to rising capacity requirements. The interlocking layers produced by way of the method offer a high stability for the bundles and the pallets. The method is particularly flexible to deploy due to its capability to produce different bundle formations in continuous alternation in the stretch packaging machine (two-rowed formations of 2, 4, 6, 8, or more articles). The possibility to palletize mixed bundle sizes within each layer increases the flexibility and allows adapting the method to different customer requirements.
[0024] The method makes it possible to produce longer bundle formations, even continuous formations if required, in each instance with two articles or containers next to each other and a multitude of articles or containers one after another that are then forwarded directly to the loader or palletizer. These longer bundle formations can optionally be as long as the longitudinal side or as long as the transverse side of a pallet. After grouping these bundles in the pre-grouping station, they can be cut or separated from each other to form smaller units according to customer demand. In this manner, it is possible to produce bundles of 2.times.1, 2.times.2, 2.times.3, etc. articles, for example. The separation can be carried out by using a hot wire, a cutting knife, or the like. These separation assemblies have to be positioned according to the bundle sizes demanded by the customer in order to be able to then produce a corresponding layer pattern on the pallet The separation assemblies can also be repositioned from layer to layer such that interlocking layers are produced on the pallet, if required.
[0025] As an alternative hereto, it is also possible to arrange the perforations for the longer or the continuous bundle formations after each container pair at the outlet of the stretch packaging machine and to then separate the bundle formations to form different, smaller units by grippers, for example, in the area of a regrouping station. The grippers in the region of the grouping station can perform pulling movements in order to separate the corresponding bundle groups at the perforation.
[0026] It is likewise conceivable to arrange the perforations for the longer or the continuous bundle formations after each container pair at the outlet of the stretch packaging machine and to then break them down to a length corresponding to a longitudinal side or to a transverse side of a pallet. These bundle strands can then also be palletized on the pallet without being separated into individual bundles. The bundle strands can then be separated at the retail market to form smaller units according to customer demand, or the end customer separates the number of container pairs from the bundle strand that he or she wishes to purchase.
[0027] For achieving the above-mentioned object, the invention moreover proposes an ordered assembly of a plurality of stretch-wrapped bundles having been produced by way of a method according to one of the previously described method variants by separation from a continuous film packaging, with the bundles of the same size or of different sizes being arranged largely without gaps on a pallet. These so-called interlocking layers enable an optimal packing density on a pallet, where the bundles of variable sizes and assemblies can be produced in the ongoing packaging operation without any problems and without requiring any conversions. In the ordered assembly, it is possible for a plurality of bundles of the same size or of different sizes to be arranged largely without gaps, in each instance in the same alignment or in different alignments to each other on the pallet, that is to say that the bundles can be rotated according to requirements by 90 degrees or by 270 degrees, as the case may be. The invention thus also comprises pallets that are loaded with a plurality of bundle layers, which are each formed by a plurality of ordered assemblies of this type.
[0028] The production of the assembly and the performance of the previously mentioned method can be carried out with an apparatus comprising at least the following components:
[0029] a winder or at least one wrapping module for wrapping the article assemblies;
[0030] a transport apparatus for transporting the assemblies through the winder or through the at least one wrapping module, as the case may be;
[0031] a perforating device for perforating the film material, with the perforating device being disposed in transport direction of the film upstream or downstream of the location of applying the film for the assembly.
[0032] The arrangement for applying the perforation onto the film prior to applying the film onto the articles can preferentially be deployed in a cyclic operation of the apparatus, that is to say, when the assemblies are standing still for being wrapped relative to the winder. The arrangement for applying the perforation onto the film after applying the film onto the articles can be optionally deployed in a continuous operation or in a cyclic operation of the apparatus.
BRIEF DESCRIPTION OF THE FIGURES
[0033] In the following passages, the attached figures further illustrate exemplary embodiments of the invention and their advantages. The size ratios of the individual elements in the figures do not necessarily reflect the real size ratios. It is to be understood that in some instances various aspects of the invention may be shown exaggerated or enlarged in relation to other elements to facilitate an understanding of the invention.
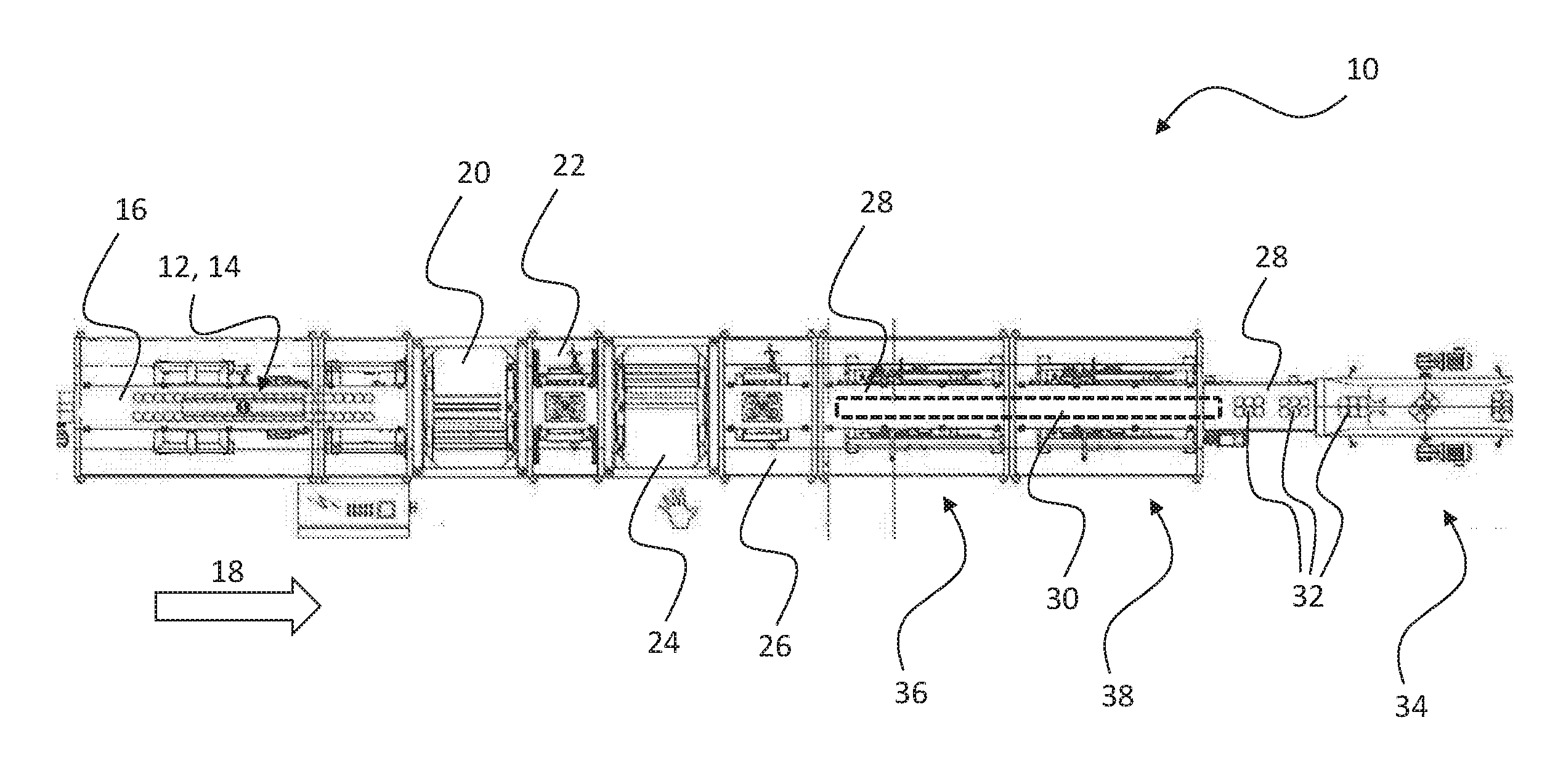
[0034] FIG. 1 shows a schematic view of a stretch packaging machine for producing stretch-wrapped bundles of variable sizes.
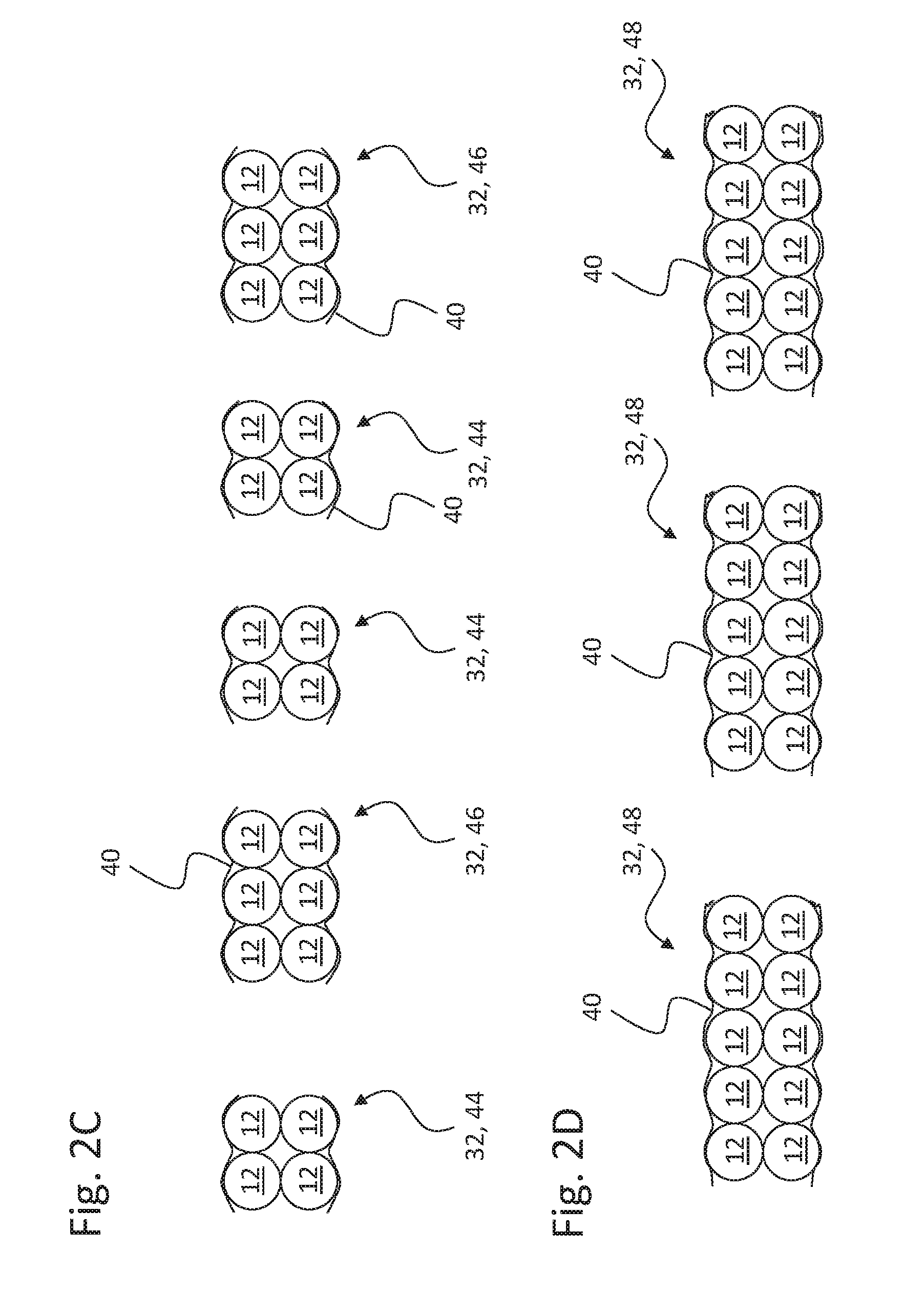
[0035] FIG. 2 shows a film-packaged article flow that is separable into bundles of different sizes, illustrated by a total of four schematic views (FIG. 2A, FIG. 2B, FIG. 2C, and FIG. 2D).
[0036] FIG. 3 shows an exemplary assembly of a plurality of different bundles that can be arranged without gaps on a pallet, illustrated in two schematic views (FIG. 3A and FIG. 3B).
[0037] The same or equivalent elements of the invention are designated using identical reference characters. Furthermore and for the sake of clarity, only the reference characters relevant for describing the individual figures are provided. It should be understood that the detailed description and specific examples of the embodiments of the method and of the layer assembly from multiple bundles according to the invention are intended for purposes of illustration only and are not intended to limit the scope of the invention.
DETAILED DESCRIPTION OF THE INVENTION
[0038] The schematic top view of FIG. 1 shows a section of a packaging machine, more precisely of a stretch packaging machine 10, serving for packaging articles or piece goods, for example beverage containers 12, which are conveyed as an article flow or piece goods flow 14 in a two-lane infeed by a first horizontal conveying device 16, for example, by a conveyor belt, a modular belt conveyor, or the like, in conveying direction 18 to a first wrapping module 20, with the articles or piece goods there being wrapped into at least one layer of a stretchable film, a so-called stretch film. In an essentially known manner, the stretch film is wrapped helically around the articles or beverage containers 12 that are conveyed in pairs next to each other, with a sufficient tension of the film to provide a stable mechanical cohesion of the article flow or piece goods flow 14. In order to provide for the disruption-free transport of the article flow or piece goods flow 14 in the first wrapping module 20 in conveying direction 18, circulating feeder belts, for example, which are not shown here, can engage laterally with the article flow or piece goods flow 14 and convey the containers 12 through the first wrapping module 20 while the containers 12 are being wrapped at the same time. In the first wrapping module 20, the containers 12 can typically slide on a lower slide plate that is likewise wrapped. In the further conveying process, however, the already wrapped article flow or piece goods flow 14 is pulled across the slide plate, whereby the stretch film, due to being pre-tensed, also settles against the bottom side of the containers 12 after leaving the slide plate.
[0039] A first feed module 22 disposed downstream from the first wrapping module 20 provides for the further transport of the article flow or piece goods flow 14, which is already wrapped into at least one layer of stretch film, the further transport being typically provided by upper and lower feeder belts or feeder straps which continuously circulate along the length of the first feed module 22 at the top sides and bottom sides of the article flow or piece goods flow 14 and which provide for the further conveyance of the article flow or piece goods flow 14 to the subsequent second wrapping module 24. The lateral guiding can be achieved, for example, by suitable guide bars that support and laterally guide the article flow or piece goods flow 14 on the right and left side.
[0040] The article flow or piece goods flow 14 that is conveyed further in conveying direction 18 in this manner, subsequently passes a second wrapping module 24 where at least one second layer of stretch film is helically wrapped around the article flow or piece goods flow 14, expediently in a different wrapping angle than in the first wrapping module 20. A second feed module 26 disposed downstream from the second wrapping module 24 in turn provides for the further transport of the article flow or piece goods flow 14, which is now wrapped into multiple layers of stretch film, the further transport likewise being typically provided by upper and lower feeder belts or feeder straps which continuously circulate along the length of the second feed module 26 at the top sides and bottom sides of the article flow or piece goods flow 14 and which provide for the further conveyance of the article flow or piece goods flow 14 to the subsequent second horizontal conveying device 28. The lateral guiding in the second feed module 26 can again be achieved preferably by suitable guide bars that support and laterally guide the article flow or piece goods flow 14 on the right and left side.
[0041] With the transport onto the second horizontal conveying device 28, a film packaging 30 with packaged containers 12 therein has been formed, for which film packaging 30, containers 12 are helically wrapped into multiple layers of stretch film, and which film packaging 30 with packaged containers 12 initially move continuously in conveying direction 18, with the film packaging 30 subsequently being optionally provided with perforations in planes perpendicular to the longitudinal axis and to the conveying direction 18 and/or with the film packaging 30 being severed in planes perpendicular to the longitudinal axis and to the conveying direction 18 between consecutive containers 12 or container pairs or between groups of multiple containers 12 that are being conveyed next to each other, thereby forming bundles 32 that are conveyed one after the other. The bundles 32 that have been separated from each other are subsequently sorted, assembled into layers, palletized, and/or stacked in transport stations and/or in handling stations 34 disposed downstream. Prior to or during the further treatment of the bundles 32, the method provides that the film packaging 30 is severed at in each instance specified and/or variable spacings to preceding separating locations for the purpose of separating bundles 32 of variable sizes or bundles 32 with a variable number of containers 12 gathered together by film.
[0042] The severing of the film packaging 30 moving continuously on the second horizontal conveying device 28 can be carried out, in particular, in the first and/or second cutting modules 36, 38--merely indicated in FIG. 1--that are disposed downstream in conveying direction 18 to the second feed module 26. There, the bundles 32 can be predefined to the desired size by the arrangement of the mentioned perforations or the bundles 32 can be produced by cutting the film packaging 30. The separation of the film packaging 30 and the production of the bundles 32 by pulling apart the film packaging 30 at the perforations can optionally also be carried out in the transport station and/or handling station 34 with suitable gripping devices by which the bundles 32 can be separated off one after the other from the continuously conveyed film packaging 30.
[0043] As is indicated in the schematic top views of FIG. 2, the method according to the invention thus allows production of different bundle formations in continuous alternation in a stretch packaging machine 10. In this way, it is possible to produce different bundle sizes according to requirements without any conversion procedures, for example, two-pack bundles, four-pack bundles, six-pack bundles, eight-pack bundles, etc., that is to say, bundles 32 with two, four, six, eight, or more containers 12 in each instance standing in pairs next to each other. In this manner, it is also possible to bring mixed bundle sizes together in a layer assembly and to form and subsequently stack pallet layers using different bundle sizes.
[0044] If "articles" or "piece goods" are referred to in the present context, this is intended to comprise, in particular, the mentioned containers 12, beverage containers, PET containers, or the like. Generally, however, the method according to the invention is suitable for stretch-wrapped bundles 32 formed from almost any type of articles that are held together by being wrapped into elastic film. In particular, an elastic stretch foil or stretch film of a typical foil thickness in a range of around 10 .mu.m can be used for the method. The film can stretch while being wrapped around the articles, with the expansion typically amounting to less than 20 percent of the length of the relaxed film. If the production of the "helical winding" or the "helical wrapping" around the articles or piece goods or containers 12 is referred to, this can mean, in particular, a so-called cross wrapping, where the helical windings around the articles or piece goods or containers 12 are applied in at least two layers that cross each other.
[0045] As is discernible in FIG. 2A, the containers 12 are conveyed in an infeed with at least two parallel rows to a wrapping station for applying the film packaging 30 in the method according to the invention. The film 40 wrapped around the containers 12 is only indicated here. The film 40 wraps around the containers 12 such as to form a film packaging 30 that is continuously conveyed in conveying direction 18. In one of the cutting modules 36, 38, or optionally in both cutting modules 36 and 38, circumferential perforations 42, which are each indicated by arrows in FIG. 2B, are cut into the film packaging 30. The perforations 42 each run in planes perpendicular to the conveying direction 18 and they can be optionally arranged after each pair of consecutive containers 12, as is exemplarily illustrated in FIG. 2B. According to expediency, however, the perforations 42 can also be arranged in each instance after two, three, four, or more container pairs.
[0046] The continuous film packaging 30 is subsequently separated at the perforations 42, whereby it is possible to form individual bundles 32 of variable sizes and variable numbers of containers. The FIG. 2C shows, for example, the film packaging 30 (FIG. 2A, FIG. 2B) being divided into a plurality of four-pack bundles 44, as well as into six-pack bundles 46. In the four-pack bundles 44, four containers 12 are in a 2.times.2 arrangement, while in the six-pack bundles 46, a total of six containers 12 are in a 2.times.3 arrangement. The containers 12 in the bundles 32, 44, 46 continue to be held together by the film 40 that, although separated at the perforations 42 between the bundles 32, continues to have a mechanically stabilizing effect.
[0047] On the basis of ten-pack bundles 48, in which the containers 12 are gathered together in rectangular 2.times.5 arrangements, the schematic view of FIG. 2D shows that the bundles 32, 48 can be brought into almost any formations and assemblies of sizes, according to requirements.
[0048] The FIGS. 3A and 3B exemplarily illustrate a pallet 50 with bundles 32 placed thereon without gaps, where the bundles 32 each have different sizes and assemblies. The FIG. 3A shows an exemplary arrangement of bundles 32 formed by four-pack bundles 44, by six-pack bundles 46, and by ten-pack bundles 48, while the FIG. 3B in a schematic manner illustrates the possible arrangement of the bundles on the pallet 50 such that there are no gaps between the bundles 32, 44, 46, and 48. Of course, numerous other arrangements can be envisaged that can likewise result in palletizing without gaps.
[0049] The invention has been described with reference to a preferred embodiment. Those skilled in the art will appreciate that numerous changes and modifications can be made to the preferred embodiments of the invention and that such changes and modifications can be made without departing from the spirit of the invention. It is therefore intended that the appended claims cover all such equivalent variations as fall within the true spirit and scope of the invention.
LIST OF REFERENCE CHARACTERS
[0050] 10 Packaging machine, stretch packaging machine [0051] 12 Container [0052] 14 Article flow, piece goods flow, article flow or piece goods flow [0053] 16 First horizontal conveying device [0054] 18 Conveying direction [0055] 20 First wrapping module [0056] 22 First feed module [0057] 24 Second wrapping module [0058] 26 Second feed module [0059] 28 Second horizontal conveying device [0060] 30 Film packaging, continuous film packaging [0061] 32 Bundle [0062] 34 Transport station and/or handling station [0063] 36 First cutting module [0064] 38 Second cutting module [0065] 40 Film, stretch wrap, stretch film [0066] 42 Perforation, circumferential perforation [0067] 44 Four-pack bundle, 2.times.2 bundle [0068] 46 Six-pack bundle, 2.times.3 bundle [0069] 48 Ten-pack bundle, 2.times.5 bundle [0070] 50 Pallet
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.