Digitally-controlled Three-dimensional Printing Using Ring-opening Metathesis Polymerization
MATZNER; Eynat ; et al.
U.S. patent application number 16/075159 was filed with the patent office on 2019-02-07 for digitally-controlled three-dimensional printing using ring-opening metathesis polymerization. The applicant listed for this patent is Stratasys Ltd.. Invention is credited to Lev KUNO, Eynat MATZNER, Asher RAZLAN, Yuval VIDAVSKY, Ira YUDOVIN-FARBER.
| Application Number | 20190039321 16/075159 |
| Document ID | / |
| Family ID | 58094475 |
| Filed Date | 2019-02-07 |







View All Diagrams
| United States Patent Application | 20190039321 |
| Kind Code | A1 |
| MATZNER; Eynat ; et al. | February 7, 2019 |
DIGITALLY-CONTROLLED THREE-DIMENSIONAL PRINTING USING RING-OPENING METATHESIS POLYMERIZATION
Abstract
Provided are methods of fabricating an object, effected by jetting two or more different modeling material formulation, each containing a different material or mixture of materials, and at least one containing an unsaturated cyclic monomer that is polymerizable by ROMP, which, when contacted on a receiving medium, undergo a reaction therebetween to form a cured modeling material. The chemical composition of the formed cured material is dictated by a ratio of the number of voxels of each modeling material formulation in a voxel block. Systems for executing the methods, and printed objects obtained thereby are also provided.
| Inventors: | MATZNER; Eynat; (Doar-Na haMovil, IL) ; YUDOVIN-FARBER; Ira; (Rehovot, IL) ; VIDAVSKY; Yuval; (Moshav Sitriya, IL) ; RAZLAN; Asher; (Rehovot, IL) ; KUNO; Lev; (Tzur-Hadassah, IL) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 58094475 | ||||||||||
| Appl. No.: | 16/075159 | ||||||||||
| Filed: | February 5, 2017 | ||||||||||
| PCT Filed: | February 5, 2017 | ||||||||||
| PCT NO: | PCT/IL2017/050140 | ||||||||||
| 371 Date: | August 3, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62327474 | Apr 26, 2016 | |||
| 62291625 | Feb 5, 2016 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B29C 64/209 20170801; B33Y 70/00 20141201; C08K 3/013 20180101; B33Y 10/00 20141201; B29C 64/112 20170801; B29C 64/393 20170801; C09D 11/102 20130101; B33Y 50/02 20141201; C08G 2261/418 20130101; C09D 11/101 20130101; B33Y 30/00 20141201; C09D 11/38 20130101; C08G 61/08 20130101 |
| International Class: | B29C 64/393 20060101 B29C064/393; C08G 61/08 20060101 C08G061/08; B29C 64/112 20060101 B29C064/112; B29C 64/209 20060101 B29C064/209; C08K 3/013 20060101 C08K003/013 |
Claims
1-49. (canceled)
50. A method of fabricating an object, by three-dimensional inkjet printing, the method comprising: receiving three-dimensional printing data corresponding to the shape of the object; selecting a ratio between a first modeling material formulation and a second modeling material formulation, wherein said first modeling material formulation comprises a first material, said first material being a first ROMP monomer and said second modeling material formulation comprises a second material that reacts with said ROMP monomer so as to form a cured model material when exposed to a curing condition, and wherein at least one of said first and second modeling material formulations further comprises a catalyst for initiating ROMP of said monomer; dispensing droplets of said first and said second modeling material formulations in layers, on a receiving medium, according to said printing data; wherein for at least one region of the object, said dispensing of said droplets is selected to form voxel blocks, wherein, for each block, a ratio between a number of voxels of said first modeling material formulation in said block and a number of voxels of said second modeling material formulation in said block corresponds to said selected ratio.
51. The method of claim 50, wherein each of said voxel blocks comprises from 2 to 20 voxels.
52. The method of claim 50, wherein at least said first modeling material formulation is characterized by a viscosity of no more than 35 centipoises at a temperature of said inkjet printing head during said dispensing.
53. The method of claim 50, further comprising exposing the dispensed layers to said curing condition.
54. The method of claim 50, wherein said second material is selected capable of modifying a chemical, physical and/or mechanical property of a modeling material formed of said ROMP monomer, upon reacting with said ROMP monomer and exposure to said curing condition, and wherein a degree of said modifying is determined by selecting said ratio.
55. The method of claim 50, wherein said second material comprises a moiety which is such that when forming a part of a modeling material formed of said ROMP monomer, a chemical, physical and/or mechanical property of said modeling material is modified.
56. The method of claim 50, wherein said second material is an elastomeric material.
57. The method of claim 56, wherein said elastomeric material is characterized by at least one of: a molecular weight lower than 50,000, or lower than 40,000, or, preferably, lower than 30,000, or lower than 20,000, or lower than 10,000 Daltons; non-reactivity towards ROMP; dissolvability or dispersibilty in a modeling material formulation containing same; and capability of forming a multiphase structure when blended with said cured modeling material.
58. The method of claim 50, wherein at least one of said first and said second model formulations further comprises a second ROMP monomer, said second ROMP monomer being different from said first ROMP monomer.
59. The method of claim 58, wherein said second ROMP monomer is a bi-functional or multi-functional ROMP monomer.
60. The method of claim 59, wherein said second ROMP monomer is said second material.
61. The method of claim 50, wherein prior to exposing to said curing condition said catalyst does not initiate ROMP of a ROMP monomer.
62. The method of claim 61, wherein said first modeling formulation further comprises said catalyst, and said catalyst is activatable by said curing condition.
63. The method of claim 61, wherein said catalyst is activatable by an activator, and at least one of said modeling material formulations comprises said activator and is devoid of said catalyst.
64. The method of claim 50, wherein at least one of said first and second modeling material formulations further comprises at least one non-ROMP material polymerizable or curable via a non-ROMP reaction.
65. The method of claim 50, wherein said second material is a non-ROMP material polymerizable or curable via a non-ROMP reaction.
66. The method of claim 65, wherein said curing condition further comprises a condition for inducing polymerization or curing of said at least one non-ROMP material.
67. The method of claim 50, wherein a temperature of an inkjet printing head for dispensing at least said first modeling material formulation ranges from 25.degree. C. to 65.degree. C.
68. The method of claim 50, wherein said dispensing and/or said exposing are performed under inert atmosphere.
69. A kit comprising at least two modeling material formulations usable in a method of fabricating an object by three-dimensional inkjet printing, said at least two modeling material formulations being individually packaged within the kit, wherein said at least two modeling material formulations comprise: a first modeling material formulations comprising a first material, said first material being a first ROMP monomer; and said second modeling material formulation comprising a second material that reacts with said ROMP monomer so as to form a cured model material when exposed to a curing condition, said second material being selected capable of modifying a chemical, physical and/or mechanical property of a modeling material formed of said first ROMP monomer, upon reacting with said first ROMP monomer and exposure to said curing condition, at least one of said first and second modeling material formulations further comprising a catalyst for initiating ROMP of said monomer.
70. The kit of claim 69, wherein said second material comprises a moiety which is such that when forming a part of a modeling material formed of said first ROMP monomer, a chemical, physical and/or mechanical property of said modeling material is modified.
Description
FIELD AND BACKGROUND OF THE INVENTION
[0001] The present invention, in some embodiments thereof, relates to three-dimensional printing and, more particularly, but not exclusively, to methods of performing three-dimensional inkjet printing, employing ring-opening metathesis polymerization (ROMP), and to objects obtained by these methods.
[0002] Three-dimensional (3D) inkjet printing is a known process for building three dimensional objects by selectively jetting chemical compositions, for example, polymerizable compositions, via ink-jet printing head nozzles, onto a printing tray in consecutive layers, according to pre-determined image data. 3D inkjet printing is performed by a layer by layer inkjet deposition of chemical compositions. Thus, a chemical composition is dispensed in droplets from a dispensing head having a set of nozzles to form layers on a receiving medium. The layers may then be cured or solidified using a suitable methodology, to form solidified or partially solidified layers of the building material.
[0003] The chemical compositions used for forming the building material may be initially liquid and subsequently hardened (cured or solidified) to form the required layer shape. The hardening may be effected, for example, by exposing the building material to a curing energy such as thermal energy (e.g., by heating the building material) or to irradiation (e.g., UV or other photo-irradiation), or may be activated chemically, for example, by acid or base activation.
[0004] The chemical (e.g., polymerizable) compositions utilized in 3D inkjet printing processes are therefore selected so as to meet the process requirements, namely, exhibiting a suitable viscosity during jetting (thus being non-curable under jetting conditions) and rapid curing or solidification, typically upon exposure to a stimulus on the receiving medium. The building materials may include modeling materials and support materials, which form the object and optionally the temporary support constructions supporting the object as it is being built, respectively. The modeling material (which may include one or more material(s)) is deposited to produce the desired object/s and the support material (which may include one or more material(s)) is used, with or without modeling material elements, to provide support structures for specific areas of the object during building and assure adequate vertical placement of subsequent object layers, e.g., in cases where objects include overhanging features or shapes such as curved geometries, negative angles, voids, and so on.
[0005] Both the modeling and support materials are preferably liquid at the working temperature at which they are dispensed, and subsequently hardened, upon exposure to a condition that affects curing of the materials, to form the required layer shape. After printing completion, support structures, if present, are removed to reveal the final shape of the fabricated 3D object.
[0006] In order to be compatible with most of the commercially-available printing heads utilized in a 3D inkjet printing system, the uncured building material should feature the following characteristics: a relatively low viscosity (e.g., Brookfield Viscosity of up to 35 cps, preferably from 8 to 25 cps) at the working (e.g., jetting) temperature; Surface tension of from about 10 to about 50 Dyne/cm; and a Newtonian liquid behavior and high reactivity to a selected curing energy, to enable immediate solidification of the jetted layer upon exposure to a curing energy).
[0007] The cured modeling material which forms the final object should preferably exhibit heat deflection temperature (HDT) which is higher than room temperature, in order to assure its usability. Typically, the cured modeling material should exhibit HDT of at least 35.degree. C. For an object to be stable at variable conditions, a higher HDT is desirable. In most cases, it is also desirable that the object exhibits relatively high Izod Notched impact, e.g., higher than 50 or higher than 60 J/m.
[0008] Until today, most 3D inkjet methodologies have utilized photopolymerizable materials, and photo-induced curing, typically UV curing, thus narrowing the choice of materials and chemical reactions that can be utilized in this technology. Exemplary photopolymerizable building materials that are currently used in, for example, a "PolyJet" technology (Stratasys Ltd., Israel), are acrylic based materials.
[0009] International Patent Application Publication No. WO 2013/128452, by the present Assignee, discloses a multi-material approach which involves separate jetting of two components of a cationic polymerizable system and/or a radical polymerizable system, which intermix on the printing tray, leading to a polymerization reaction similar to pre-mixing of the two components before jetting, while preventing their early polymerization on the inkjet head nozzle plate.
[0010] Ring-opening metathesis polymerization (ROMP) is a type of olefin metathesis chain-growth polymerization. The driving force of the reaction is the relief of strained cyclic structures, typically cyclic olefins (e.g., norbornenes or cyclopentenes) or dienes (e.g., cyclopentadiene-based compounds). The polymerization reaction typically occurs in the presence of organometallic catalysts, and the ROMP catalytic cycle involves formation of metal-carbene species, which reacts with the double bond in the cyclic structure to thereby form a highly strained metallacyclobutane intermediate. The ring then opens, giving a linear chain double bonded to the metal and terminated with a double bond. The as formed metal-carbene species then reacts with the double bond on another cyclic monomer, and so forth.
[0011] During recent decades ROMP evolved as a powerful polymerization tool especially due to the development of well-defined transition metal complexes as catalysts. Ruthenium, molybdenum and osmium carbene complexes useful as catalysts of ROMP reactions are described, for example, in U.S. Pat. Nos. 5,312,940, 5,342,909, 5,728,917, 5,710,298, 5,831,108, and 6,001,909; and PCT International Patent Applications having Publication Nos. WO 97/20865, WO 97/29135 and WO 99/51344.
[0012] The use of ROMP reactions in reaction injection molding (RIM) has been described, for example, in U.S. Patent Application Publication Nos. 2011/0171147, 2005/0691432, U.S. Pat. No. 8,487,046, EP Patent Application Publication No. 2452958, and EP Patent No. 2280017. One of the ROMP materials used in ROMP-based RIM is dicyclopentadiene (DCPD).
[0013] Poly-DCPD-based materials exhibit good mechanical properties and combine both good toughness and high thermal resistance. For example, polymeric materials based on DCPD were used to produce Telene 1810, which features a viscosity of about 200 cps at room temperature, HDT of 120.degree. C. and impact of 300 J/m; and Metton M15XX, which features a viscosity of 300 cps at room temperature, Tg of 130.degree. C. and impact of 460 J/m [see, for example, www(dot)metton(dot)com/index(dot)php/metton-lmr/benefits].
[0014] Additional background art includes WO 2013/128452; Adv. Funct. Mater. 2008, 18, 44-52; Adv. Mater. 2005, 17, 39-42; and Pastine, S. J.; Okawa, D.; Zettl, A.; Frechet, J. M. J. J. Am. Chem. Soc. 2009, 131, 13586-13587; Vidaysky and Lemcoff, Beilstein J. Org. Chem. 2010, 6, 1106-1119; Ben-Asuly et al., Organometallics 2009, 28, 4652-4655; Piermattei et al., Nature Chemistry, DOI: 10.1038/NCHEM.167; Szadkowska et al., Organometallics 2010, 29, 117-124; Diesendruck, C. E.; Vidavsky, Y.; Ben-Asuly, A.; Lemcoff, N. G., J. Polym. Sci., Part A: Polym. Chem. 2009, 47, 4209-4213; Wang et al., Angew. Chem. Int. Ed. 2008, 47, 3267-3270; U.S. Patent Application Publication No. 2009-0156766; WO 2014/144634; EP Patent No. 1757613; U.S. Pat. No. 8,519,069; and PCT International Application No. PCT/IL2015/051038 published as WO 2016/063282.
SUMMARY OF THE INVENTION
[0015] The present inventors have devised and successfully practiced a methodology for inkjet printing of objects made of chemical compositions which form a cured building material (e.g., a cured modeling material) upon exposure to a curing condition, while digitally controlling the properties of the obtained building material, at a voxel level. This methodology is based on dual jetting of two or more different formulations (e.g., model formulations), each containing a different material or mixture of materials, which, when contacted, undergo a chemical reaction therebetween to form the cured building (e.g., modeling) material. The chemical composition of the formed cured building (e.g., modeling) material is dictated by the number of voxels of each formulation in a voxel block. This methodology allows a production of, for example, printed objects which feature different chemical compositions and hence different properties for different voxel blocks, as desired.
[0016] According to the present embodiments, the methodology described herein is utilized for printing objects made of, or comprising, cured materials obtained while employing Ring Opening Metathesis Polymerization (ROMP) systems and ROMP-based methodologies, while controlling the properties of the objects at the voxel level. The control of these properties is made by dual jetting of one formulation (e.g., a first model formulation) that comprises a ROMP monomer, and one formulation (e.g., a second model formulation) that comprises a second material that modifies a property of a polymeric material formed of the ROMP monomer while controlling the ratio of the formulations at the voxel level, and subjecting the layers formed of the jetted formulations to a curing condition that effects ROMP.
[0017] According to an aspect of some embodiments of the present invention there is provided a method of fabricating an object (a three-dimensional object), the method comprising:
[0018] receiving three-dimensional printing data corresponding to the shape of the object;
[0019] selecting a ratio between a first modeling material formulation and a second modeling material formulation, wherein the first modeling material formulation comprises a first material, the first material being a first ROMP monomer and the second modeling material formulation comprises a second material that reacts with the ROMP monomer so as to form a cured model material when exposed to a curing condition, and wherein at least one of the first and second modeling material formulations further comprises a catalyst for initiating ROMP of the monomer;
[0020] dispensing droplets of the first and the second modeling material formulations in layers, on a receiving medium, using at least two different inkjet printing heads, according to the printing data;
[0021] wherein for at least one region of the object, the dispensing of the droplets is selected to form voxel blocks, wherein, for each block, a ratio between a number of voxels of the first modeling material formulation in the block and a number of voxels of the second modeling material formulation in the block corresponds to the selected ratio.
[0022] According to some of any of the embodiments of the present invention, each of the voxel blocks comprises from 2 to 20 voxels.
[0023] According to some of any of the embodiments of the present invention, selecting the ratio is performed for at least two different layers.
[0024] According to some of any of the embodiments of the present invention, selecting the ratio is executed at least twice for at least one of the layers.
[0025] According to some of any of the embodiments of the present invention, at least the first modeling material formulation is characterized by a viscosity of no more than 35 centipoises at a temperature of the inkjet printing head during the dispensing.
[0026] According to some of any of the embodiments of the present invention, the curing condition comprises a condition for inducing initiation of ROMP of the monomer by the catalyst.
[0027] According to some of any of the embodiments of the present invention, the method further comprises exposing the dispensed layers to the curing condition.
[0028] According to some of any of the embodiments of the present invention, the second material is selected capable of modifying a chemical, physical and/or mechanical property of a (e.g., cured) modeling material formed of the ROMP monomer, upon reacting with the ROMP monomer and exposure to the curing condition, and wherein a degree of the modifying is determined by selecting the ratio.
[0029] According to some of any of the embodiments of the present invention, the second material comprises a moiety which is such that when forming a part of a (e.g., cured) modeling material formed of the ROMP monomer, a chemical, physical and/or mechanical property of the (e.g., cured) modeling material is modified.
[0030] According to some of any of the embodiments of the present invention, the second material comprises a toughening agent (e.g., an impact modifying agent or moiety), an elastomeric material or moiety), and optically-active agent or moiety, a light-absorbing agent or moiety, a hydrophobic material or moiety, a hydrophilic material or moiety and/or a chemically-reactive material or moiety.
[0031] According to some of any of the embodiments of the present invention, at least one of the first and the second model formulations further comprises a second ROMP monomer, the second ROMP monomer being different from the first ROMP monomer.
[0032] According to some of any of the embodiments of the present invention, the second ROMP monomer is a bi-functional or multi-functional ROMP monomer. According to some of these embodiments, the first ROMP monomer is a mono-functional ROMP monomer.
[0033] According to some of any of the embodiments of the present invention, the second ROMP monomer is the second material.
[0034] According to some of any of the embodiments of the present invention, the second material is a non-curable material.
[0035] According to some of any of the embodiments of the present invention, prior to exposing to the curing condition the catalyst does not initiate ROMP of a ROMP monomer.
[0036] According to some of any of the embodiments of the present invention, the first modeling formulation further comprises the catalyst, and the catalyst is activatable by the curing condition.
[0037] According to some of any of the embodiments of the present invention, the catalyst is activatable by an activator, and at least one of the modeling material formulations comprises the activator and is devoid of the catalyst.
[0038] According to some of any of the embodiments of the present invention, the first modeling material formulation comprises the first ROMP monomer and the activator and the second modeling material formulation comprises the catalyst.
[0039] According to some of any of the embodiments of the present invention, the first modeling material formulation comprises the first ROMP monomer and the catalyst and the second modeling material formulation comprises the activator.
[0040] According to some of any of the embodiments of the present invention, at least one of the first and second modeling material formulations further comprises a ROMP inhibitor.
[0041] According to some of any of the embodiments of the present invention, at least one of the first and second modeling material formulations further comprises at least one non-ROMP material polymerizable or curable via a non-ROMP reaction.
[0042] According to some of any of the embodiments of the present invention, the second material is a non-ROMP material polymerizable or curable via a non-ROMP reaction.
[0043] According to some of any of the embodiments of the present invention, the curing condition further comprises a condition for inducing polymerization or curing of the at least one non-ROMP material.
[0044] According to some of any of the embodiments of the present invention, the non-ROMP material comprises a monomer and/or an oligomer polymerizable by free-radical polymerization, cationic polymerization, anionic polymerization, or polycondensation.
[0045] According to some of any of the embodiments of the present invention, the non-ROMP material is polymerizable or curable upon exposure to irradiation (photopolymerizable).
[0046] According to some of any of the embodiments of the present invention, at least one of the first and second modeling material formulations further comprises an initiator of the non-ROMP reaction.
[0047] According to some of any of the embodiments of the present invention, the initiator is comprised in at least one modeling material formulation which is devoid of the material polymerizable or curable via the non-ROMP reaction.
[0048] According to some of any of the embodiments of the present invention, the condition for inducing ROMP of the ROMP monomer and the condition for inducing polymerization or curing of the non-ROMP material are the same.
[0049] According to some of any of the embodiments of the present invention, at least one of the first and the second modeling material formulations further comprises a toughening agent (e.g., an impact modifying agent), a stabilizing agent, a surface active agent, an elastomeric material or composition, an antioxidant, a filler, a pigment, and/or a dispersant.
[0050] According to some of any of the embodiments of the present invention, the first and the second modeling material formulations form a part of a building material formulation.
[0051] According to some of any of the embodiments of the present invention, the building material formulation further comprises a support material formulation.
[0052] According to some of any of the embodiments of the present invention, a temperature of an inkjet printing head for dispensing at least the first modeling material formulation ranges from 25.degree. C. to 65.degree. C.
[0053] According to some of any of the embodiments described herein, a temperature of an inkjet printing head for dispensing the at least one modeling material formulation ranges from 65.degree. C. to about 85.degree. C.
[0054] According to some of any of the embodiments of the present invention, the curing condition is heat and wherein the exposing to the condition comprises heating the dispensed layers.
[0055] According to some of any of the embodiments of the present invention, the heating is by infrared radiation.
[0056] According to some of any of the embodiments of the present invention, the heating is by a ceramic radiation source.
[0057] According to some of any of the embodiments of the present invention, the dispensing is in a chamber, and wherein the heating comprises heating the chamber to a temperature of from 25.degree. C. to 65.degree. C.
[0058] According to some of any of the embodiments of the present invention, the plurality of layers are formed on a working tray, the method comprising heating the working tray to a temperature of from 25.degree. C. to 65.degree. C.
[0059] According to some of any of the embodiments of the present invention, the dispensing and/or the exposing are performed under inert atmosphere.
[0060] According to some of any of the embodiments of the present invention, the method further comprises straightening the layer by a leveling device.
[0061] According to some of any of the embodiments of the present invention, the method further comprises removing cured or partially cured or uncured formulation off the leveling device.
[0062] According to an aspect of some embodiments of the present invention there is provided a system for three-dimensional printing, the system comprising:
[0063] a plurality of inkjet printing heads, each having a plurality of separated nozzles;
[0064] a user interface for receiving a selected ratio between a first modeling material formulation and a second modeling material formulation, wherein the first modeling material formulation comprises a first material, the first material being a first ROMP monomer, and the second modeling material formulation comprises a second material that reacts with the ROMP monomer so as to form a cured model material when exposed to a curing condition, and wherein at least one of the first and second modeling material formulations further comprises a catalyst for initiating ROMP of the monomer; and
[0065] a controller configured for controlling two of the inkjet printing heads to respectively dispense droplets of the first and second modeling material formulations in layers, such as to print a three-dimensional object,
[0066] wherein the controller is configured to form voxel blocks, wherein, for each block, a ratio between a number of voxels of the first modeling material formulation in the block and a number of voxels of the second modeling material formulation in the block corresponds to the selected ratio.
[0067] According to some of any of the embodiments of the present invention, the system further comprises a leveling device configured for straightening at least one of the layers, while at least one of the modeling material formulations is at a cured or partially cured or uncured state.
[0068] According to some of any of the embodiments of the present invention, the leveling device comprises a milling device.
[0069] According to some of any of the embodiments of the present invention, the leveling device is a self-cleaning leveling device, wherein the cured or partially cured or uncured formulation is periodically removed from the leveling device.
[0070] According to some of any of the embodiments of the present invention, at least one of the inkjet printing heads is configured to maintain a temperature of at least 25.degree. C. but which does not exceed 65.degree. C.
[0071] According to some of any of the embodiments of the present invention, at least one of the inkjet printing heads is configured to heat at least one modeling material formulation of the building material formulation prior to the dispensing, and wherein the controller is configured to ensure that a temperature within the at least one inkjet printing head is at least 25.degree. C. but not above 65.degree. C.
[0072] According to some of any of the embodiments of the present invention, at least one of the inkjet printing heads is configured to maintain a temperature of from 65.degree. C. to about 85.degree. C.
[0073] According to some of any of the embodiments of the present invention, the system further comprises a mixing chamber for preparing at least one of the modeling material formulations prior to entry of the at least one modeling material formulation into a respective head, wherein a position and fluid communication between the mixing chamber and the respective head is selected such that at least 80% of the at least one modeling material formulation entering the respective head remains uncured.
[0074] According to some of any of the embodiments of the present invention, the system further comprises a ceramic radiation source for heating the layers by radiation.
[0075] According to some of any of the embodiments of the present invention, the system further comprises a chamber containing the plurality of inkjet printing heads, and a chamber heater configured for heating the chamber, wherein the controller is configured to maintain, within the chamber, a temperature of at least about 25.degree. C. but no more than 65.degree. C.
[0076] According to some of any of the embodiments of the present invention, the system further comprises a chamber containing the plurality of inkjet printing heads, the chamber being generally sealed to an environment outside the chamber.
[0077] According to some of any of the embodiments of the present invention, the chamber comprises a gas inlet and the system comprises a gas source configured for filling the chamber by an inert gas through the gas inlet.
[0078] According to some of any of the embodiments of the present invention, the system further comprises a gas outlet, wherein the controller is configured for generating, continuously or intermittently, inflow and outflow of the inert gas through the gas inlet and the gas outlet, respectively.
[0079] According to some of any of the embodiments of the present invention, the system further comprises a gas flow generating device, placed within the chamber and configured for generating a flow of the inert gas within the chamber.
[0080] According to some of any of the embodiments of the present invention, the system further comprises a working tray for carrying the layers once formed, and a working tray heater for heating the working tray.
[0081] According to additional aspects of some embodiments of the present invention there are provided kits comprising the modeling material formulations as described in any one of the respective embodiments and any combination thereof, which, in some embodiments, are usable in a method as described herein in any one of the respective embodiments. In some embodiments, each of the formulations is individually packaged within a kit.
[0082] Unless otherwise defined, all technical and/or scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which the invention pertains. Although methods and materials similar or equivalent to those described herein can be used in the practice or testing of embodiments of the invention, exemplary methods and/or materials are described below. In case of conflict, the patent specification, including definitions, will control. In addition, the materials, methods, and examples are illustrative only and are not intended to be necessarily limiting.
[0083] Implementation of the method and/or system of embodiments of the invention can involve performing or completing selected tasks manually, automatically, or a combination thereof. Moreover, according to actual instrumentation and equipment of embodiments of the method and/or system of the invention, several selected tasks could be implemented by hardware, by software or by firmware or by a combination thereof using an operating system.
[0084] For example, hardware for performing selected tasks according to embodiments of the invention could be implemented as a chip or a circuit. As software, selected tasks according to embodiments of the invention could be implemented as a plurality of software instructions being executed by a computer using any suitable operating system. In an exemplary embodiment of the invention, one or more tasks according to exemplary embodiments of method and/or system as described herein are performed by a data processor, such as a computing platform for executing a plurality of instructions. Optionally, the data processor includes a volatile memory for storing instructions and/or data and/or a non-volatile storage, for example, a magnetic hard-disk and/or removable media, for storing instructions and/or data. Optionally, a network connection is provided as well. A display and/or a user input device such as a keyboard or mouse are optionally provided as well.
BRIEF DESCRIPTION OF THE SEVERAL VIEWS OF THE DRAWING(S)
[0085] Some embodiments of the invention are herein described, by way of example only, with reference to the accompanying drawings. With specific reference now to the drawings in detail, it is stressed that the particulars shown are by way of example and for purposes of illustrative discussion of embodiments of the invention. In this regard, the description taken with the drawings makes apparent to those skilled in the art how embodiments of the invention may be practiced.
[0086] In the drawings:
[0087] FIG. 1 is a flowchart diagram of a method suitable for fabricating an object by three-dimensional (3D) inkjet printing according to aspects of some embodiments of the present invention.
[0088] FIG. 2 is a schematic illustration of a layer having a plurality of voxels arranged in blocks, according to some embodiments of the present invention.
[0089] FIG. 3A is a schematic illustration of two layers, each having a plurality of voxels arranged in blocks, according to some embodiments of the present invention.
[0090] FIG. 3B is a schematic illustration of a layer having two regions, according to some embodiments of the present invention.
[0091] FIG. 4 is a schematic illustration of a three-dimensional printing system, according to some embodiments of the present invention.
[0092] FIGS. 5A and 5B present schematic illustrations of bitmaps in embodiments of the invention in which a "Drop on Drop" printing protocol is employed. A bitmap suitable for the deposition of the first model formulation is illustrated in FIG. 5A and a bitmap suitable for the deposition of the second model formulation is illustrated in FIG. 5B. When the droplets of both formulations have the same or approximately the same weight, the bitmaps are useful for a 50:50 (or 1:1) w/w ratio. White boxes represent vacant locations, dotted boxes represent droplets of the first model formulation and wavy boxes represent droplets of the second model formulation. Each patterned wavy/dotted box represents a pixel (e.g., one composition droplet) in a layer. Both model formulations can be deposited at the same location, but at different times, during movement of the printing heads.
[0093] FIGS. 6A and 6B present schematic illustrations of bitmaps in embodiments of the invention in which a "side-by-side" printing protocol is employed. A bitmap suitable for the deposition of the first model formulation is illustrated in FIG. 6A and a bitmap suitable for the deposition of the second model formulation is illustrated in FIG. 6B. When the droplets of both formulations have the same or approximately the same weight, the bitmaps are useful for a 50:50 (or 1:1) w/w ratio. White boxes represent vacant locations, dotted boxes represent droplets of the first model formulation and wavy boxes represent droplets of the second model formulation. Each patterned wavy/dotted box represents a pixel (e.g., one formulation droplet). A drop of the first composition (dotted boxes) is deposited adjacent to a drop of the second composition. Both model formulations may be deposited simultaneously during movement of the printing heads.
[0094] FIG. 7 is a schematic illustration of a self-cleaning leveling device, according to some embodiments of the present invention.
[0095] FIGS. 8A-C are schematic illustrations of printing heads having arrays of one or more nozzles, according to some embodiments of the present invention.
DESCRIPTION OF SPECIFIC EMBODIMENTS OF THE INVENTION
[0096] The present invention, in some embodiments thereof, relates to three-dimensional printing and, more particularly, but not exclusively, to methods of performing three-dimensional inkjet printing, employing ring-opening metathesis polymerization (ROMP), and to objects obtained by these methods.
[0097] Before explaining at least one embodiment of the invention in detail, it is to be understood that the invention is not necessarily limited in its application to the details of construction and the arrangement of the components and/or methods set forth in the following description and/or illustrated in the drawings and/or the Examples. The invention is capable of other embodiments or of being practiced or carried out in various ways.
[0098] Herein throughout, the phrase "building material" describes two major categories of material: `modeling material`, i.e., the hardened (cured) material that forms the final product (e.g., object) of the 3D printing process, and the hardened (cured) `support material`.
[0099] The support material serves as a supporting matrix for supporting the object or object parts during the fabrication process and/or other purposes, e.g., for hollow or porous objects, or to support overhangs. The support material, when cured, is preferably water dispersible to facilitate its removal once the buildup of object is completed. The formulation (composition) used to form the cured support material is preferably dispensed in liquid form and is typically curable by radiation, such as, but not limited to, electromagnetic radiation (e.g., ultraviolet radiation, visible light radiation, infrared radiation), and electron beam radiation, so as to form the support material. Also contemplated are support materials which comprise a wax component, and, optionally, also a viscosity modifying component. These types of support materials are in liquid form at the inkjet printing temperatures, solidify once cooled after being dispensed, and do not require curing by radiation.
[0100] The modeling material is generally made of a formulation (composition) which is formulated for use in inkjet technology and which forms the three-dimensional object, typically upon curing. The modeling material is generally made of a curable material, formulated for use in inkjet technology, and which is able to form the three-dimensional object on its own, i.e., without having to be mixed or combined with any other substance. An uncured modeling material formulation is preferably dispensed in liquid form and is curable by radiation, such as, but not limited to, electromagnetic radiation (e.g., ultraviolet radiation, visible light radiation, infrared radiation), and electron beam radiation, or by heat delivered convectively or conductively, as to form the hardened (cured) modeling material.
[0101] The phrase "modeling material" is also referred to herein and in the art as "model material" or simply as "model".
[0102] Herein throughout, the phrases "building material formulation", "uncured building material", "uncured building material formulation", and other variations therefore collectively describe the materials that are dispensed to sequentially form the layers, as described herein. This phrase encompasses uncured materials dispensed so as to form the printed object, namely, one or more uncured modeling material formulation(s), and uncured materials dispensed so as to form the support, namely uncured support material formulations.
[0103] Herein, the phrase "printed object" describes the product of the 3D inkjet process, before the support material, if such has been used as part of the uncured building material, is removed.
[0104] Herein throughout, the term "object" or "model object" describes a final product of the 3D inkjet printing process. This term refers to the product obtained by a method as described herein, after removal of the support material, if such has been used as part of the uncured building material. The "object" therefore essentially consists (at least 95 weight percents) of a cured modeling material.
[0105] The term "object" as used herein throughout refers to a whole object or a part thereof.
[0106] The phrase "modeling material", "cured modeling material" or "hardened modeling material" can be regarded as a cured building material wherein the building material consists only of a modeling material formulation (and not of a support material formulation). That is, this phrase refers to the portion of the building material, which is used to provide the final object.
[0107] Herein throughout, the phrase "modeling material formulation", which is also referred to herein interchangeably as "modeling formulation", "model formulation" or simply as "formulation", describes a part or all of the uncured building material which is dispensed so as to form the object, as described herein. The modeling material formulation is an uncured modeling formulation (unless specifically indicated otherwise), which, upon exposure to a condition that effects curing, forms the object or a part thereof.
[0108] The terms "formulation" and "composition" are used interchangeably herein throughout.
[0109] In some embodiments of the present invention, a modeling material formulation is formulated for use in three-dimensional inkjet printing and is able to form a three-dimensional object on its own, i.e., without having to be mixed or combined with any other substance.
[0110] An uncured building material can comprise two or more modeling formulations, and can be dispensed such that different parts of the object are made, upon curing, of different cured modeling formulations, and hence are made of different cured modeling materials or different mixtures of cured modeling materials.
[0111] In some embodiments of the invention both the hardened (cured) support and model materials are obtained using the same type of curing.
[0112] The phrase "multi-material model", as used herein and in the art, describes an object (model) featuring macroscopic domains of different modeling materials in at least a portion thereof, for example, a printed object that is comprised of portions having different properties, e.g. mechanical properties, such as flexibility, rigidity, elasticity and so on, such that, for example, an object may comprise a combination of a flexible portion and a rigid portion. This phrase encompasses an object featuring domains of different modeling materials, wherein the modeling materials differ from one another by the ratio of the compositions (formulations) that are used to form the modeling material.
[0113] The phrase "digital materials", as used herein and in the art, describes a combination of two or more materials on a microscopic scale or voxel level such that the printed zones of a specific material are at the level of few voxels. Such digital materials may exhibit new properties that are affected by the selection of types of materials and/or the ratio and relative spatial distribution of two or more materials, at the voxel level, as described herein.
[0114] In exemplary digital materials, the modeling material of each voxel or voxel block, obtained upon curing, is independent of the modeling material of a neighboring voxel or voxel block, obtained upon curing, such that each voxel or voxel block may result in a different model material and the new properties of the whole part are a result of a spatial combination, on the voxel level, of several different model materials.
[0115] The present inventors have now designed a methodology for inkjet printing, via separate printing heads, two or more model formulations, which form a part of the building formulation, and which provide, upon chemically reacting with one another, a hardened (cured) building (e.g., modeling) material. Thus, the chemical composition of the hardened building (e.g., modeling) material can be digitally controlled, by controlling the ratio of the jetted formulations at a voxel level.
[0116] Changing the ratio of voxels of each formulation which are adjacent to one another, results in cured materials which exhibit different chemical structures/compositions and different chemical, physical and/or mechanical properties, whereby these structures and properties are controllable at a level of few voxels (e.g., from 2 to 100 voxels or from 2 to 80 voxels or from 2 to 60 voxels or from 2 to 50 voxels or from 2 to 40 voxels or from 2 to 30 voxels or from 2 to 20 voxels or from 2 to 10 voxels or from 2 to 8 voxels or from 2 to 6 voxels or from 2 to 4 voxels or from 10 to 80 voxels or from 10 to 60 voxels or from 10 to 40 voxels).
[0117] Such a methodology results in printed objects in which the properties of portions of these objects are controlled at a resolution of a few voxels.
[0118] Embodiments of the present invention describe a methodology of fabricating 3D objects, by 3D inkjet printing, while employing ROMP systems, and while controlling the properties of portions of these objects at a resolution of a few voxels.
[0119] In some of any of the embodiments described herein, at least one of the modeling material formulations as described herein comprises a monomer that is polymerizable by ring opening metathesis polymerization (ROMP). Such a monomer is also referred to herein interchangeably as a ROMP monomer, a ROMP-polymerizable monomer, a ROMP curable monomer, a ROMP component, a ROMP active component, and similar diversions. In some embodiments, one or more of the modeling material formulations in the uncured building material comprises a catalyst for initiating a ROMP reaction of the monomer, as described in further detail hereinunder.
[0120] In some of any of the embodiments described herein, the ROMP monomer is an unsaturated cyclic monomer, preferably a strained unsaturated cyclic olefin, as described in further detail hereinunder.
[0121] The Method:
[0122] According to aspects of some embodiments of the present invention, there is provided a method of three-dimensional (3D) inkjet printing of a three-dimensional object. According to embodiments of these aspects, the method is generally effected by sequentially forming a plurality of layers in a configured pattern corresponding to the shape of the object, thereby forming the object.
[0123] According to embodiments of these aspects, formation of each layer is effected by dispensing a building material formulation (uncured building material) which comprises at least a first and a second modeling material formulations, as described herein, and exposing the dispensed building material formulation to condition which affect curing of the formulation to thereby obtain a cured building material.
[0124] When three-dimensional inkjet printing is employed, a building material formulation is dispensed from a dispensing head having one or more, preferably a set of, nozzles to deposit the building material in layers on a supporting structure. The inkjet printing system thus dispenses building material formulation(s) in target locations which are to be occupied and leaves other target locations void. The inkjet printing typically includes a plurality of dispensing heads, each of which can be configured to dispense a different building material formulation. Thus, different target locations can be occupied by different building materials.
[0125] In some exemplary embodiments of the invention an object is manufactured by dispensing a building material formulation that comprises two or more different modeling material formulations, each modeling material formulation from a different dispensing head of the inkjet printing apparatus. The modeling material formulations are optionally and preferably deposited in layers during the same pass of the printing heads. The modeling material formulations within the layer are selected according to the desired properties of the object, as described in further detail hereinafter.
[0126] FIG. 1 is a flowchart diagram of a method suitable for fabricating an object by three-dimensional (3D) inkjet printing according to aspects of some embodiments of the present invention. It is to be understood that, unless otherwise defined, the operations described hereinbelow can be executed either contemporaneously or sequentially in many combinations or orders of execution. Specifically, the ordering of the flowchart diagrams is not to be considered as limiting. For example, two or more operations, appearing in the following description or in the flowchart diagrams in a particular order, can be executed in a different order (e.g., a reverse order) or substantially contemporaneously. Additionally, several operations described below are optional and may not be executed.
[0127] The method begins at 10 and optionally and preferably continues to 11 at which 3D printing data corresponding to the shape of the object is received. The data can be received, for example, from a host computer which transmits digital data pertaining to fabrication instructions based on computer object data, e.g., in a form of a Standard Tessellation Language (STL) or a StereoLithography Contour (SLC) format, Virtual Reality Modeling Language (VRML), Additive Manufacturing File (AMF) format, Drawing Exchange Format (DXF), Polygon File Format (PLY) or any other format suitable for Computer-Aided Design (CAD).
[0128] At 12 a ratio between a first modeling material formulation (a first composition) and a second modeling material formulation (a second composition) is received. While the embodiments below are described with a particular emphasis on a ratio between two formulations, it is to be understood that more detailed reference to a ratio between two formulations is not to be interpreted as indicating that embodiments in which a ratio between more than two formulations (e.g., modeling material formulations) are not contemplated. Thus, embodiments of the present invention contemplate receiving a ratio between N formulations, where N is at least 2, and can be 2, 3, 4, or more. The ratio is typically expressed in terms of the volumes of the respective formulations, but may also be expressed in terms of other extensive physical properties, such as the weights of the respective compositions. A representative example of a received ratio for two compositions is X1:X2, where X1 and X2 are the extensive physical properties (e.g., weight, volume) of the first and second modeling material formulations. A representative example of a received ratio for three or more formulations is X1:X2: . . . :XN, where N is the number of the formulations (N>2, in the present example) and X1, X2, . . . , XN are the extensive physical properties (e.g., weight, volume) of the respective formulations.
[0129] The ratio can be received as a user input or can be obtained from an external source, such as, but not limited to, a computer that calculates the ratio and transmits it to the method. At least two of the modeling material formulations comprise substances (materials) that react (e.g., chemically) with one another to form a building (e.g., modeling) material. The properties of the building (e.g., modeling) material that is formed by the (e.g., chemical) reaction typically depend on the selected ratio. The computer can thus calculate the ratio based on the desired properties of the building (e.g., modeling) material. Also contemplated are embodiments in which instead of receiving the ratio the method receives building (e.g., modeling) material properties and calculates the ratio based on the received properties.
[0130] Optionally, the method continues to 13 at which the first and/or second modeling material formulations are heated. These embodiments are particularly useful for modeling material formulations that have relatively high viscosity at the operation temperature of the working chamber of the 3D printing system. The heating of the formulation(s) is preferably to a temperature that allows jetting the respective composition through a nozzle of a printing head of a 3D printing system. In some embodiments of the present invention, the heating is to a temperature at which the respective formulation exhibits a viscosity in a range of from about 8 centipoises and up to no more than X centipoises, where X is about 35 centipoises, or about 30 centipoises, preferably about 25 centipoises and more preferably about 20 centipoises, or 18 centipoises, or 16 centipoises, or 14 centipoises, or 12 centipoises, or 10 centipoises, and at which the formulation cannot undergo thermal curing (e.g., below a temperature at which curing, as defined herein, can be effected). Thus, denoting the temperature at which the viscosity of the respective composition is X centipoises by T.sub.1 and the temperature at which thermal curing is effected for that composition by T.sub.2, the heating at 13 is preferably to a temperature T satisfying T.sub.1<T<T.sub.2.
[0131] The heating 13 can be executed before loading the respective formulation into the printing head of the 3D printing system, or while the formulation is in the printing head or while the formulation passes through the nozzle of the printing head.
[0132] In some embodiments, heating 13 is executed before loading of the respective composition into the printing head, so as to avoid clogging of the printing head by the formulation in case its viscosity is too high.
[0133] In some embodiments, heating 13 is executed by heating the printing heads, at least while passing the first and/or second modeling material formulation(s) through the nozzle of the printing head.
[0134] In some embodiments, both the first and second (or all other) formulations are heated, and in some embodiments, only one (or more) of the formulations is heated, while the other formulation(s) exhibit a desired viscosity of less than 35 or less than 30, or less than 25 centipoises at ambient temperature.
[0135] In some embodiments, a temperature of an inkjet printing head for dispensing a modeling material formulation which comprises one or more monomers that undergo polymerization via ROMP, as described herein, is lower than 70.degree. C., and ranges, for example, from about 25.degree. C. to about 65.degree. C., including any subranges and intermediate values therebetween.
[0136] In some embodiments, higher temperatures of an inkjet printing head are required, for example, higher than 70.degree. C., or ranging from about 65.degree. C. to about 95.degree. C., or about 65.degree. C. to about 85.degree. C., including any subranges and intermediate values therebetween. Modeling material formulations which comprise curable materials which are polymerizable by non-ROMP reactions, as described herein (for example, UV-curable acrylates and methacrylates, and/or epoxy monomers useful for cationic photopolymerization), as curable components, optionally in addition to ROMP-curable components, are suitable for use in the context of these embodiments.
[0137] In some embodiments, the method does not include heating 13.
[0138] The method continues to 14 at which droplets of the compositions are dispensed in layers, on a receiving medium, using at least two different multi-nozzle inkjet printing heads, according to the printing data. The receiving medium can be a tray of a three-dimensional inkjet system or a previously deposited layer.
[0139] In some embodiments of the present invention, the dispensing 14 is effected under a generally inert environment.
[0140] As used herein "inert environment" means an environment that is substantially free of oxygen, carbon dioxide, water and/or any other substances that may chemically react with the first and second formulations or otherwise interfere in the polymerization reaction.
[0141] As used herein, "substantially free" means less than 1% or less than 0.5%, or less than 0.1%, or less than 0.05%, or less than 0.01% of a substance that may interfere in the chemical reaction.
[0142] An inert environment can be established by supplying an inert gas or an inert gas mixture into the working chamber of the 3D printing system. Representative examples of an inert gas include, but are not limited to, nitrogen and/or argon.
[0143] In some embodiments, the inert environment is a dry inert environment, such as dry nitrogen and/or argon.
[0144] Accordingly, as used herein, "inert" environment or "inert" atmosphere is not limited to an environment consisting of inert gases, but can mean either an inert gas, a mixture of inert gases, or a vacuum.
[0145] Once the uncured building material is dispensed on the receiving medium according to the 3D printing data, the method optionally and preferably continues to 15 at which the deposited layers are exposed to a curing condition, as described herein.
[0146] Preferably, each individual layer is exposed to this condition following or during the deposition of the layer, and prior to the deposition of the subsequent layer.
[0147] In some embodiments, exposing to conditions that effect curing is performed under a generally dry and inert environment, as described herein.
[0148] In these embodiments, the dry and inert environment is optionally and preferably prepared before the material is dispensed so that 15 can be executed simultaneously with 14 wherein the material is exposed to the environment upon exiting the inkjet printing head.
[0149] In some embodiments, the exposure 15 can include exposing the dispensed layer to radiation, such as, but not limited to, electromagnetic radiation, for example, infrared radiation (e.g., at a wavelength of from about 800 nm to about 4 .mu.m), ultraviolet radiation (e.g., at a wavelength of from about 200 nm to about 400 nm) and visible or near-visible light radiation (e.g., at a wavelength of from about 400 nm to about 800 nm), or particle radiation, for example in the form of an electron beam, depending on the modeling material being used. Preferably, but not necessarily, the infrared radiation is applied by a ceramic lamp, for example, a ceramic lamp that produces infrared radiation of from about 3 .mu.m to about 4 .mu.m, e.g., about 3.5 .mu.m, or of any other wavelength suitable for efficient application of heat, as discussed hereafter. Alternatively or additionally, the exposure 15 can include exposing the dispensed layer to elevated temperature, for example, from about 25.degree. C. to about 100.degree. C., or from about 25.degree. C. to about 65.degree. C., or from about 65.degree. C. to about 100.degree. C. Higher temperatures (for example, above 100.degree. C. or from about 100.degree. C. to about 900.degree. C., or from about 200.degree. C. to about 900.degree. C., e.g., about 300.degree. C., or from about 300.degree. C. to about 900.degree. C. or from about 400.degree. C. to about 900.degree. C.) are also contemplated. The elevated temperatures can be generated by heating the tray on which the layers are dispensed, and/or the chamber within which the printing process is executed, and/or by using a resistive heater, or by heat-inducing irradiation, using a radiation source as described herein, at a suitable wavelength for providing a required temperature. A ceramic lamp, for example, when operated at the above-described wavelengths, may result in heating a dispensed formulation to up to 300.degree. C., and even to a temperature of from about 400.degree. C. to about 900.degree. C. In some embodiments, exposure 15 comprises two or more different curing conditions. In some of these embodiments, the dispensed droplets are exposed to a first curing condition and to a second, different curing condition. For example, the first curing condition can be in the form of UV radiation and the second curing condition can be in the form of thermal energy delivered by convection, conduction and/or radiation.
[0150] In some embodiments, exposing to a curing condition is effected under a generally dry and inert environment, as described herein.
[0151] The method can preferably continue to 16 at which the deposited layer is straightened, for example, by a leveling device. Optionally, the layer is straightened after at least one of the dispensed formulations is cured. Alternatively, the layer is straightened while at least one of the dispensed formulations is still uncured. In some embodiments, straightening of a layer is performed so as to provide a certain (e.g., pre-determined) thickness of the layer, to thereby provide a plurality of layers in which a thickness of at least one, and preferably two or more, of the layers is controlled.
[0152] As used herein the phrase "cured" refers to a formulation that underwent curing or at least a partial curing, as defined herein, and encompasses a state of the formulation in which at least 20% or at least 30% or at least 40% or at least 50% or at least 60% or at least 70% of the formulation underwent curing, as defined herein, and a state of a formulation that underwent up to 100% curing.
[0153] Typically, a formulation that underwent curing or partial curing is characterized by a viscosity that is substantially higher than an uncured formulation, and preferably, a formulation, or at least a part thereof, solidifies upon curing. A "cured" formulation is also referred to interchangeably as a "hardened" formulation or as a "solidified" formulation.
[0154] Straightening or leveling of a layer or layers after curing (or partial curing) can be achieved by a leveling device that is capable of reforming the solidified portion of the formulation or removing part thereof. A representative example of such a leveling device is a roller capable of milling, grinding and/or flaking a solidified formulation or part thereof. Straightening can be achieved by a leveling device that is capable of leveling the formulation in its liquid, gel, partially-cured or cured state.
[0155] In some embodiments, the leveling device effects milling, grinding and/or flaking, and/or removes at least part of the top of a layer of the formulation. Such a leveling device can be, for example, a roller, a blade or a cutter.
[0156] In some embodiments of the present invention the method continues to 17 at which cured, partially cured or uncured formulation is removed off the leveling device. These embodiments are particularly useful when the leveling device is applied to the layer while the formulation is uncured or partially cured. In this case, a portion of the formulation collected by the leveling device can experience curing or partial curing while the formulation is on the leveling device (for example on the roller, when the leveling device comprises a roller), and the method preferably removes such cured or partially cured formulation from the device. These embodiments can also be useful when the leveling device is applied to the layer while the formulation is cured (for example, when the leveling device effects milling, grinding, flaking and/or removing part of the solidified portion of the formulation). In this case the method removes the debris of the milling, grinding, flaking and/or material removal process from the leveling device, using for example a suction device.
[0157] Operation 17 is preferably executed automatically and optionally also continuously while the leveling device is in motion over the layer. For example, the leveling device can comprise a double roller having a first roller that contacts and straightens the layer and a second that is in contact with the first roller but not with the layer and which is configured to remove the formulation from the first roller.
[0158] The method ends at 18.
[0159] In some of any of the embodiments described herein, the method is effected such that for at least one region of the object, the dispensing of the droplets is selected to form voxel blocks, wherein, for each block, a ratio between a number of voxels of the first composition (the first model formulation) in the block and a number of voxels of the second composition (the second model formulation) in the block corresponds to the selected ratio between the at least first and second model formulations.
[0160] These embodiments are illustrated in FIG. 2 which shows a layer 20 having a plurality of voxels 22 arranged in blocks 24.
[0161] Herein throughout, the term "voxel" describes a volume element deposited by a single nozzle of a three-dimensional printing system.
[0162] Herein throughout, the term "voxel block" describes a group of voxels wherein each voxel in the group is adjacent to at least one other voxel in the group.
[0163] Voxels occupied with the first modeling material formulation are shown in FIG. 2 as white and voxels occupied with the second modeling material formulation are marked in FIG. 2 with hatching. In the representative example of FIG. 2, which is not intended to be limiting, each block includes 9 voxels, wherein the ratio between a number of voxels of the first modeling material formulation and a number of voxels of the second modeling material formulation in the block is 8:1.
[0164] In various exemplary embodiments of the invention the ratio 8:1 corresponds to the ratio received or calculated at 12. For example, when the same amount (e.g., weight, volume) of modeling material formulation is deposited onto each voxel, the ratio between the number of voxels can be the same as the ratio received or calculated at 12. When the amount of formulation in a voxel occupied with the first modeling material formulation is not the same as the amount of formulation in a voxel occupied with the second modeling material formulation, the ratio between the numbers of voxels is obtained by correcting the ratio received or calculated at 12 using the amounts in the respective voxels. In other words, the ratio between the numbers of voxels in a block is selected such that the ratio between the amounts of formulations deposited within the block approximately equals the ratio received or calculated at 12. As a representative example, consider a process in which the method receives a ratio X1:X2=4:1, and in which the amount of the first modeling material formulation per voxel is 2 times the amount of the second modeling material formulation per voxel. In this case, a ratio of 8:1 between the number of voxels corresponds to a ratio of 4:1 between the amounts since 8/2=4/1. The correction of the ratio the ratio received or calculated at 12 using the amounts in the respective voxels, can be done by a controller that is integrated in the three-dimensional printing system (e.g., controller 152, see FIG. 4 described below), or, alternatively by a data processor or a computer that is external to the three-dimensional printing system (e.g., computer 154, see FIG. 4 described below).
[0165] In some embodiments, a ratio is selected between a first modeling material formulation and a second modeling material formulation.
[0166] In some embodiments, a ratio is selected between three or more compositions, that is a first modeling material formulation, a second modeling material formulation, a third modeling material formulation, and optionally a fourth modeling material formulation, a fifth modeling material formulation and so on.
[0167] For simplicity, the following description relates to embodiments where a first and a second modeling material formulations are used. However, it is to be noted that embodiments in which more than two modeling material formulations are utilized are also contemplated, as stated hereinabove.
[0168] In some embodiments, each voxel block as defined herein comprises from 2 to 100 voxels or from 2 to 80 voxels or from 2 to 60 voxels or from 2 to 50 voxels or from 2 to 40 voxels or from 2 to 30 voxels or from 2 to 20 voxels or from 2 to 10 voxels or from 2 to 8 voxels or from 2 to 6 voxels or from 2 to 4 voxels or from 10 to 80 voxels or from 10 to 60 voxels or from 10 to 40 voxels.
[0169] In some preferred embodiments of the invention each droplet occupies a single voxel upon deposition of the droplet. Thereafter, and before curing, the droplet may spread to one or more adjacent voxels.
[0170] It is appreciated that more than one ratio between the formulations can be received or calculated. When more than one ratio between the formulations is employed, different ratios can correspond to different layers or different regions in the same layer. These embodiments are illustrated in FIGS. 3A and 3B.
[0171] FIG. 3A illustrates two layers 20a and 20b, each having a plurality of voxels 22 arranged in blocks 24. In layer 20a each block includes 3 voxels of the first modeling material formulation and 1 voxel of the second modeling material formulation, and in layer 20b each block includes 8 voxel of the first modeling material formulation and 1 voxel of the second modeling material formulation. Since different ratios between the formulations correspond to different properties of the building (e.g., modeling) material formed by the reaction of the formulations with each other, the different ratios in layers 20a and 20b can be selected to ensure that the properties of the building (e.g., modeling) materials formed in each layer are also different.
[0172] FIG. 3B illustrates a layer 20 having two regions designated 26 and 28. In the representative example of FIG. 3B, which is not intended to be limiting, each block in region 26 includes 9 voxels, and each block in region 28 includes 12 voxels. Region 26 includes blocks of voxels wherein the ratio between a number of voxels of the first modeling material formulation and a number of voxels of the second modeling material formulation in each block is 8:1; and region 28 includes blocks of voxels wherein the ratio between a number of voxels of the first modeling material formulation and a number of voxels of the second modeling material formulation in each block is 12:2.
[0173] Since different ratios between the formulations correspond to different properties of the building (e.g., modeling) material formed by the reaction of the substances in the formulations with each other, the different ratios in regions 26 and 28 can be selected to ensure that the properties of the building (e.g., modeling) materials formed in each region of the same layer are also different.
[0174] In any of the above embodiments, the first and second modeling material formulations begin to mix within each block 24 following their deposition on the receiving medium, typically upon being exposed to curing condition. The mixing and/or curing results in a building (e.g., modeling) material which is optionally and preferably chemically (and/or physically) different to any of the first and second modeling material formulations and which occupies most or all the voxels in the respective block 24. Preferably, the distribution of the building (e.g., modeling) material, once formed, is generally uniform over the entire block 24.
[0175] As used herein "generally uniform distribution" means a deviation from uniformity of less than 30% or 20% or less than 10% or less than 5%.
[0176] The distribution of the building (e.g., modeling) material can be measured with respect to any extensive property, including, without limitation, weight and volume.
[0177] In some embodiments, all the voxels in at least one voxel block participate in a reaction between the first and second modeling material formulations, such that the cured building material that results from the reaction, following the exposure to the curing energy, is substantially homogenous.
[0178] As used herein, "substantially homogenous" means that the building material in a voxel block vary in weight percent of its ingredients by less than 10% or less than 8% or less than 6% or less than 4% or less than 2% or less than 1% or less than 0.5% or less than 0.25%.
[0179] To ensure reaction between the first and second modeling material formulations, the deposition of the compositions can be performed in more than one way.
[0180] In some embodiments of the present invention a "Drop on Drop" printing protocol is employed. These embodiments are schematically illustrated in FIGS. 5A and 5B. A bitmap suitable for the deposition of the first modeling material formulation is illustrated in FIG. 5A and a bitmap suitable for the deposition of the second modeling material formulation is illustrated in FIG. 5B. White boxes represent vacant locations, dotted boxes represent droplets of the first modeling material formulation and wavy boxes represent droplets of the second modeling material formulation. The printing data in these embodiments are such that for each layer, both modeling material formulations are deposited at the same location, but different times, during movement of the printing head. For example, each droplet of a first modeling material formulation can be jetted on top of a droplet of a second modeling material formulation, or vice versa. Preferably, but not necessarily, the two formulation parts are jetted in drops at the same weight and/or rate. These embodiments are particularly useful when the desired weight ratio is 1:1. For other desired weight ratios, the two formulation parts are preferably jetted in drops of different weights, wherein the ratio of the weights corresponds to the desired ratio.
[0181] A representative example for a resolution suitable for the present embodiments is 1200 dpi in the X direction and 300 dpi in the Y direction. The drop on drop printing protocol allows the two types of drops to combine and mix before the crystallization of deposited material.
[0182] In some embodiments of the present invention a "side by side" printing protocol is employed. These embodiments are schematically illustrated in FIGS. 6A and 6B. A bitmap suitable for the deposition of the first modeling material formulation is illustrated in FIG. 6A and a bitmap suitable for the deposition of the second modeling material formulation is illustrated in FIG. 6B. The colors of the white, dotted and wavy boxes represent vacant locations, droplets of the first modeling material formulation and droplets of the second modeling material formulation, respectively. The printing data in these embodiments is such that for each layer, each drop of a first modeling material formulation is jetted adjacent to a drop of a second modeling material formulation, or vice versa. Due to drop spreading, the adjacent drops tend to partially overlap. As a result, the two drops diffuse toward each other, mix and react after deposition.
[0183] In the schematic illustrations shown in FIGS. 5A-6B, chessboard bitmaps are illustrated, but this need not necessarily be the case, since, for some applications, other bitmap patterns can be employed.
[0184] In some of any of the embodiments described herein, the building material further comprises one or more support materials.
[0185] In some of any of the embodiments described herein, dispensing a building material formulation further comprises dispensing one or more support material formulation(s).
[0186] Dispensing the support material formulation, in some embodiments, is effected by inkjet printing head(s) other than the inkjet printing heads used for dispensing the modeling material formulation(s).
[0187] In some embodiments, exposing the building material to a condition that induces curing includes one or more conditions that affect curing of a support material formulation, to thereby obtain a cured support material.
[0188] In some of any of the embodiments described herein, once a building material is cured, the method further comprises removing the cured support material. Any of the methods usable for removing a support material can be used, depending on the materials forming the modeling material and the support material. Such methods include, for example, mechanical removal of the cured support material and/or chemical removal of the cured support material by contacting the cured support material with a solution in which it is dissolvable (e.g., an alkaline aqueous solution).
[0189] As used herein, the term "curing" describes a process in which a formulation is hardened. This term encompasses polymerization of monomer(s) and/or oligomer(s) and/or cross-linking of polymeric chains (either of a polymer present before curing or of a polymeric material formed in a polymerization of the monomers or oligomers). The product of a curing reaction is therefore typically a polymeric material and in some cases a cross-linked polymeric material. This term, as used herein, encompasses also partial curing, for example, curing of at least 20% or at least 30% or at least 40% or at least 50% or at least 60% or at least 70% of the formulation, as well as 100% of the formulation.
[0190] Herein, the phrase "a condition that affects curing" or "a condition for inducing curing", which is also referred to herein interchangeably as "curing condition" or "curing inducing condition" describes a condition which, when applied to a formulation that contains a curable material, induces polymerization of monomer(s) and/or oligomer(s) and/or cross-linking of polymeric chains. Such a condition can include, for example, application of a curing energy, as described hereinafter to the curable material(s), and/or contacting the curable material(s) (e.g., ROMP monomer) with chemically reactive components such as other components of a ROMP catalyst system (e.g., catalysts, co-catalysts, and/or activators).
[0191] When a condition that induces curing comprises application of a curing energy, the phrase "exposing to a condition that affects curing" means that the dispensed layers are exposed to the curing energy and the exposure is typically performed by applying a curing energy to the dispensed layers.
[0192] A "curing energy" typically includes application of radiation or application of heat, as described herein.
[0193] A curable material or system that undergoes curing upon exposure to electromagnetic radiation (e.g., as described herein) is referred to herein interchangeably as "photopolymerizable" or "photoactivatable" or "photocurable".
[0194] When the curing energy comprises heat, the curing is also referred to herein and in the art as "thermal curing" and comprises application of thermal energy. Applying thermal energy can be effected, for example, by heating a receiving medium onto which the layers are dispensed or a chamber hosting the receiving medium, as described herein. In some embodiments, the heating is effected using a resistive heater.
[0195] In some embodiments, the heating is effected by irradiating the dispensed layers by heat-inducing radiation. Such irradiation can be effected, for example, by means of an IR lamp or Xenon lamp, operated to emit radiation onto the deposited layer.
[0196] In some embodiments, heating is effected by infrared radiation applied by a ceramic lamp, for example, a ceramic lamp that produces infrared radiation of from about 3 .mu.m to about 4 .mu.m, e.g., about 3.5 .mu.m.
[0197] In some embodiments, the heat-inducing radiation is selected to emit radiation at a wavelength that results in efficient absorption of the heat energy by a selected ROMP monomer or mixture of monomers, so as to effect efficient application of heat energy (efficient heating or thermal curing).
[0198] A curable material or system that undergoes curing upon exposure to heat is referred to herein as "thermally-curable" or "thermally-activatable" or "thermally-polymerizable".
[0199] In some of any of the embodiments described herein, the method further comprises exposing the cured modeling material formulation(s) either before or after removal of a support material, if such has been included in the building material, to a post-treatment condition. The post-treatment condition is typically aimed at further hardening the cured modeling formulation(s) and/or at preventing its oxidation. In some embodiments, the post-treatment hardens a partially-cured formulation to thereby obtain a completely cured formulation.
[0200] In some embodiments, the post-treatment is effected by exposure to heat or radiation, preferably at a reduced pressure (e.g., vacuum), and optionally at atmospheric pressure under inert atmosphere, as described in any of the respective embodiments herein. In some embodiments, when the condition is heat, the post-treatment can be effected for a time period that ranges from a few minutes (e.g., 10 minutes) to a few hours (e.g., 1-24 hours, preferably 1-5 hours), and at a temperature of e.g., above 100.degree. C., for example, at a temperature in a range of 100-200.degree. C., or, for example, at 150.degree. C., and at a reduced pressure.
[0201] An inert atmosphere can be, for example, nitrogen and/or argon atmosphere.
[0202] Reduced pressure can be, for example, lower than 200 mmHg, lower than 100 mmHg, or lower than 50 mmHg, for example, about 20 mmHg, although any other value is contemplated.
[0203] Alternatively, or in addition, the post-curing treatment comprises applying to a surface of (or coating) the model object, or to a part of the surface, a material or a composition that features anti-oxidation activity, to thereby reduce or prevent oxidation of the model object (or a part thereof) when exposed to ambient environment. In some of these embodiments, the material or composition is such that form a thin, preferably, but not necessarily transparent, layer on the surface of the model object or a part thereof. Any material or composition that feature anti-oxidation activity and which can be readily applied to the model object as described herein is contemplated. An exemplary such composition is an acrylic paint, that is, a formulation that forms an acrylic paint once deposited on a surface of the object.
[0204] Applying a material or composition featuring an anti-oxidation activity and exposing to heat or radiation, within a post-curing treatment as described herein, when used together, can be effected sequentially or simultaneously. For example, a formulation forming an acrylic paint can be applied to the surface of the model object, and exposure to heat and/or radiation can be applied thereafter, to thereby effect both formation of a layer of the acrylic paint and further hardening of the cured modeling formulation.
[0205] In some of any of the embodiments described herein, at least one of the modeling material formulations as described herein comprises a monomer that is polymerizable by ring opening metathesis polymerization (ROMP). Such a monomer is also referred to herein interchangeably as a ROMP monomer, a ROMP-polymerizable monomer, a ROMP curable monomer, a ROMP component, a ROMP active component, and similar diversions. In some embodiments, one or more of the modeling material formulations in the (uncured) building material comprises a catalyst for initiating a ROMP reaction of the monomer, as described in further detail hereinunder.
[0206] In some of any of the embodiments described herein, the ROMP monomer is an unsaturated cyclic monomer, preferably a strained unsaturated cyclic olefin, as described in further detail hereinunder.
[0207] In some of any of the embodiments described herein, exposing the modeling material formulation to a condition that induces curing comprises exposing the dispensed modeling material formulation(s) to a condition for inducing initiation of ROMP of the monomer by the catalyst, as described in further detail hereinunder. Any of the conditions for effecting curing as described hereinabove are contemplated, depending on the materials selected for the ROMP system.
[0208] Herein throughout, a condition for inducing initiation of ROMP of the monomer by the catalyst is also referred to herein interchangeably as "a ROMP inducing condition" or simply as "inducing condition", and describes a condition to which a modeling material formulation is exposed so as to effect ROMP of the ROMP monomer (e.g., to effect initiation of ROMP of the ROMP monomer by the catalyst). In some embodiments, the ROMP inducing condition is a curing condition.
[0209] It is to be noted that a building material, including the one or more modeling material formulations included therein, can be exposed also to a condition that affects curing via other modes of action (e.g., via other polymerization reactions and/or via cross-linking of polymeric chains), that is, a non-ROMP curing condition, as described in further detail hereinafter.
[0210] The ROMP inducing condition and a non-ROMP curing condition can be the same or different.
[0211] A ROMP System:
[0212] Herein, a "ROMP system" describes a set of materials and optionally conditions for effecting polymerization, via a ROMP reaction, of an unsaturated cyclic ROMP monomer (or a mixture of ROMP monomers). The materials included in a ROMP system are also referred to herein as "ROMP components" or "ROMP active components".
[0213] A ROMP system requires at least a ROMP monomer and a catalyst for initiating the ROMP reaction. The catalyst is also referred to herein throughout as a "ROMP catalyst" or a "ROMP catalyst system".
[0214] In some embodiments, a ROMP system consists of a catalyst and a ROMP monomer. In such cases, the catalyst in referred to herein as an "active catalyst", which is active towards initiation of ROMP of the monomer immediately once it contacts the monomer, without a need to apply an external stimulus such as, for example, heat, radiation, or chemical additives.
[0215] In some of these embodiments, a condition for inducing initiation of ROMP of the monomer by the catalyst requires contacting the catalyst with the ROMP monomer.
[0216] By "active towards initiation of ROMP" of the monomer it is meant that in the presence of the catalyst, at least 50% or at least 60% or at least 70% or at least 80% of the monomer polymerizes via ROMP mechanism to provide a respective polymer.
[0217] In some embodiments, a ROMP system consists of a catalyst and a ROMP monomer and a condition for activating the catalyst towards initiation of ROMP of the monomer. In such cases, the catalyst is referred to herein as a "latent catalyst", which is activatable upon exposure to the condition. According to some of these embodiments, the catalyst is inactive towards initiation of ROMP of the monomer when the ROMP system is not exposed to the condition that activates the catalyst, namely, prior to exposure to a ROMP inducing condition.
[0218] By "inactive towards initiation of ROMP" of the monomer it is meant that in the presence of the catalyst, no more than 40% or no more than 30% or no more than 20% or no more than 10% or no more than 5% of the monomer polymerizes via ROMP mechanism to provide a respective polymer.
[0219] Latent catalysts as described herein can be thermally-activatable catalysts, which are converted into active catalysts upon exposure to heat (that is, a condition for inducing initiation of ROMP comprises heat or heating a ROMP system, optionally in addition to contacting the catalyst and the ROMP monomer).
[0220] Latent catalysts as described herein can be photo-activatable catalysts, which are converted into active catalysts upon exposure to radiation (that is, a condition for inducing initiation of ROMP comprises exposure to radiation or application of radiation to the ROMP system, optionally in addition to contacting the catalyst and a ROMP monomer). The radiation can be, for example, an electromagnetic radiation (e.g., UV or visible or IR light), or ultrasound radiation, or heat-inducing radiation, and can be applied by a suitable source of the radiation, as described herein.
[0221] Latent catalysts activatable by exposure to other conditions are also contemplated.
[0222] In some embodiments, a ROMP system consists of a ROMP monomer, a ROMP catalyst and an activator, for chemically activating the ROMP catalyst. In such cases, the ROMP catalyst is inactive towards initiation of ROMP of the monomer, as defined herein, in the absence of the activator (when it is not contacted with the activator). A ROMP catalyst that is activatable in the presence of an activator is referred to herein also as a "pre-catalyst", and the activator is referred to herein as a "co-catalyst". A combination of pre-catalyst and an activator is also referred to herein and in the art as a catalyst system, and herein also as a ROMP catalyst system.
[0223] By "chemically activating" it is meant that the activation of a catalyst is made by an addition of a chemical entity (a chemical additive), e.g., a chemical compound or a chemical species such as an ion.
[0224] According to some of these embodiments, the pre-catalyst is inactive towards initiation of ROMP of the monomer, as defined herein, in the absence of a respective activator.
[0225] According to these embodiments, a condition for initiating ROMP of a monomer requires a contact between the pre-catalyst and the activator and the catalyst and the ROMP monomer.
[0226] In some of these embodiments, the activator is an activatable activator, which is rendered active towards chemically activating the catalyst when exposed to a certain condition. In such cases, the activator is incapable of chemically activating the catalyst unless it is activated (by exposure to the condition). Such activators are also referred to herein as "latent activators".
[0227] A latent activator is incapable of activating a catalyst for initiating ROMP of the monomer, and can be converted to an active activator when exposed to an activating condition (which can be the ROMP inducing condition as described herein).
[0228] According to some of these embodiments, the activator is inactive towards chemically activating the catalyst, and the catalyst is therefore inactive towards initiation of ROMP of the monomer when the ROMP system is not exposed to the condition that activates the activator.
[0229] By "inactive towards chemically activating the catalyst" it is meant that no chemical reaction between the activator and the catalyst occurs, such that in the ROMP system containing the ROMP monomer, a ROMP catalyst which is chemically activatable by the activator, and the latent activator, no more than 40% or no more than 30% or no more than 20% or no more than 10% or no more than 5% of the monomer polymerizes via ROMP mechanism to provide a respective polymer.
[0230] Latent activators as described herein can be thermally-activatable activators, which are converted into active activators upon exposure to heat (that is, a condition for inducing initiation of ROMP comprises heat or heating a ROMP system, optionally in addition to contacting an activator and a catalyst and a ROMP monomer).
[0231] Latent activators as described herein can be photo-activatable catalysts, which are converted into active activators upon exposure to radiation (that is, a condition for inducing initiation of ROMP comprises exposure to radiation or application of radiation to the ROMP system, optionally in addition to contacting an activator and a catalyst and a catalyst and a ROMP monomer). The radiation can be, for example, an electromagnetic radiation (e.g., UV or visible or IR light), or ultrasound radiation, and can be applied by a suitable source of the radiation.
[0232] In some of any of the embodiments described herein, a ROMP system can further comprise a ROMP inhibitor.
[0233] A "ROMP inhibitor" as used herein refers to a material that slows down a ROMP reaction initiated by a catalyst. ROMP inhibitors can be used with active catalysts, latent catalysts and pre-catalysts, as described herein. In some embodiments, a ROMP inhibitor inhibits a ROMP reaction initiated in the presence of an active catalyst, or once a latent catalyst or pre-catalyst is converted to an active catalyst, by interfering with the chemical reactions that activate a latent catalyst or a pre-catalyst.
[0234] It is to be noted that a ROMP system as described herein refers to the active components and/or conditions that together lead to ROMP polymerization of a ROMP monomer. A formulation that comprises a ROMP system can further comprise other components which can participate in polymerization or curing reactions (e.g., curable materials or systems), and/or form a part of the final polymeric material, as described in further detail hereinbelow.
[0235] Herein throughout, whenever a ROMP monomer is indicated, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) ROMP monomer(s); whenever a ROMP catalyst or pre-catalyst is indicated, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) pre-catalyst(s); whenever a ROMP activator is indicated, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) ROMP activator(s); whenever a ROMP inhibitor is indicated, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) ROMP inhibitor(s); and whenever a toughening agent (e.g., an impact modifying agent) is indicated, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) agents. Similarly, whenever reference to any other agent or moiety is made herein throughout, it is to be understood as encompassing one or more (e.g., a mixture of two, three or more) agent(s) or moiety/moieties.
[0236] ROMP Monomers:
[0237] A ROMP monomer as described herein describes any material that undergoes ROMP in the presence of a ROMP catalyst or a ROMP catalyst system.
[0238] Typically ROMP monomers are unsaturated cyclic compounds (cyclic olefins), and preferably strained unsaturated cyclic compounds (strained cyclic olefins).
[0239] Any compound that can undergo ROMP is encompassed by the present embodiments.
[0240] The phrase "ROMP monomer" as used herein encompasses one ROMP monomer or a combination of ROMP monomers, and also encompasses a mixture of a ROMP monomer with another cyclic olefin that can react with a ROMP monomer during ROMP of the ROMP monomer, if included in the same reaction mixture. Such cyclic olefins can be recognized by those skilled in the art.
[0241] Exemplary ROMP monomers include, but are not limited to dicyclopentadiene (DCPD), cyclopentadiene trimer, tetramer, pentamer, etc., norbornene, cyclooctene, cyclooctadiene, cyclobutene, cyclopropene and substituted derivatives thereof, for example, substituted norbornenes such as carboxylated norbornenes, butyl norbornene, hexyl norbornene, octyl norbornene.
[0242] Any cyclic olefin (unsaturated cyclic compounds) suitable for the metathesis reactions disclosed herein may be used.
[0243] Herein, the phrases "cyclic olefin" and "unsaturated cyclic compound" are used interchangeably encompasses compounds comprising one, two, three or more non-aromatic rings (fused and/or unfused rings) which comprise at least one pair of adjacent carbon atoms in the ring which are bound to one another by an unsaturated bond. The ring may optionally be substituted or unsubstituted, and the cyclic olefin may optionally comprise one unsaturated bond ("monounsaturated"), two unsaturated bonds ("di-unsaturated"), three unsaturated bond ("tri-unsaturated"), or more than three unsaturated bonds. When substituted, any number of substituents may be present (optionally from 1 to 5, and optionally 2, 3, 4 or 5 substituents), and the substituent(s) may optionally be any substituent describes herein as being optionally attached to an alkyl or alkenyl.
[0244] Examples of cyclic olefins include, without limitation, cyclooctene, cyclododecene, and (c,t,t)-1,5,9-cyclododecatriene.
[0245] Examples of cyclic olefins with more than one ring include, without limitation, norbornene, dicyclopentadiene, tricyclopentadiene, and 5-ethylidene-2-norbornene.
[0246] The cyclic olefin may be a strained or unstrained cyclic olefin, provided the cyclic olefin is able to participate in a ROMP reaction either individually or as part of a ROMP cyclic olefin composition. While certain unstrained cyclic olefins such as cyclohexene are generally understood to not undergo ROMP reactions by themselves, under appropriate circumstances, such unstrained cyclic olefins may nonetheless be ROMP active. For example, when present as a co-monomer in a ROMP composition, unstrained cyclic olefins may be ROMP active. Accordingly, as used herein and as would be appreciated by the skilled artisan, the term "unstrained cyclic olefin" is intended to refer to those unstrained cyclic olefins that may undergo a ROMP reaction under any conditions, or in any ROMP composition, provided the unstrained cyclic olefin is ROMP active.
[0247] In some embodiments of any one of the embodiments described herein, the substituted or unsubstituted cyclic olefin comprises from 5 to 24 carbon atoms. In some such embodiments, the cyclic olefin is a hydrocarbon devoid of heteroatoms. In alternative embodiments, the cyclic olefin comprises one or more (e.g., from 2 to 12) heteroatoms such as O, N, S, or P, for example, crown ether cyclic olefins which include numerous O heteroatoms throughout the cycle, are within the scope of the invention.
[0248] In some embodiments of any one of the embodiments described herein relating to a cyclic olefin comprising from 5 to 24 carbon atoms, the cyclic olefin is monounsaturated, di-unsaturated, or tri-unsaturated.
[0249] In some embodiments of any of the embodiments described herein, the cyclic olefin has the general formula (A):
##STR00001##
wherein:
[0250] R.sup.A1 and R.sup.A2 are each independently hydrogen, alkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, halo, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, sulfinyl, sulfonyl, sulfonate, nitrile, nitro, azide, phosphonyl, phosphinyl, oxo, carbonyl, thiocarbonyl, urea, thiourea, carbamyl, N-carbamyl, O-thiocarbamyl, N-thiocarbamyl, C-amido, N-amido, C-carboxy, O-carboxy, sulfonamido, and amino;
[0251] J is a saturated or unsaturated hydrocarbon, which may be substituted or unsubstituted, and may optionally comprise one or more heteroatoms between the carbon atoms thereof. Additionally, two or more substituents attached to ring atoms within J may optionally be linked to form a bicyclic or polycyclic olefin.
[0252] In some embodiments of any of the respective embodiments described herein, the compound of formula (A) contains from 5 to 14 ring atoms, optionally from 5 to 8 ring atoms, for a monocyclic olefin; and, for bicyclic and polycyclic olefins, from 4 to 8 ring atoms in each ring, optionally from 5 to 7 ring atoms in each ring.
[0253] In some embodiments of any of the embodiments described herein, the cyclic olefin has the general formula (B):
##STR00002##
wherein:
[0254] b is an integer in a range of 1 to 10, optionally 1 to 5;
[0255] R.sup.A1 and R.sup.A2 are as defined above for formula (A); and
[0256] R.sup.B1, R.sup.B2, R.sup.B3, R.sup.B4, R.sup.B5, and R.sup.B6 are each independently hydrogen, alkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, halo, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, sulfinyl, sulfonyl, sulfonate, nitrile, nitro, azide, phosphonyl, phosphinyl, oxo, carbonyl, thiocarbonyl, urea, thiourea, carbamyl, N-carbamyl, O-thiocarbamyl, N-thiocarbamyl, C-amido, N-amido, C-carboxy, O-carboxy, sulfonamido, and amino, or alternatively, any of the R.sup.B1, R.sup.B2, R.sup.B3, R.sup.B4, R.sup.B5, and R.sup.B6 moieties can be linked to any of the other R.sup.B1, R.sup.B2, R.sup.B3, R.sup.B4, R.sup.B5, and R.sup.B6 moieties to provide a substituted or unsubstituted 4- to 7-membered ring;
[0257] In some embodiments of any of the embodiments described herein, the cyclic olefin is monocyclic.
[0258] In some embodiments of any of the embodiments described herein, the cyclic olefin is monounsaturated, optionally being both monocyclic and monounsaturated.
[0259] Examples of monounsaturated, monocyclic olefins encompassed by formula (B) include, without limitation, cyclopentene, cyclohexene, cycloheptene, cyclooctene, cyclononene, cyclodecene, cycloundecene, cyclododecene, tricyclodecene, tetracyclodecene, octacyclodecene, and cycloeicosene, and substituted versions thereof such as methylcyclopentene (e.g., 1-methylcyclopentene, 4-methylcyclopentene), ethylcyclopentene (e.g 1-ethylcyclopentene), isopropylcyclohexene (e.g., 1-isopropylcyclohexene), chloropentene (e.g., 1-chloropentene), fluorocyclopentene (e.g., 1-fluorocyclopentene), methoxycyclopentene (e.g., 4-methoxy-cyclopentene), ethoxycyclopentene (e.g., 4-ethoxy-cyclopentene), cyclopentene-thiol (e.g., cyclopent-3-ene-thiol), methylsulfanyl-cyclopentene (e.g., 4-methylsulfanyl-cyclopentene), methylcyclohexene (e.g., 3-methylcyclohexene), methylcyclooctene (e.g., 1-methylcyclooctene), and dimethylcyclooctene (e.g., 1,5-dimethylcyclooctene).
[0260] In some embodiments of any of the embodiments described herein, the cyclic olefin is diunsaturated, optionally being both monocyclic and diunsaturated.
[0261] In some embodiments, the cyclic olefin has the general formula (C):
##STR00003##
wherein:
[0262] c and d are each independently integers in the range of from 1 to 8, optionally from 2 to 4, and optionally 2 (such that the cyclic olefin is a cyclooctadiene);
[0263] R.sub.A1 and R.sup.A2 are as defined above for formula (A); and R.sup.C1, R.sup.C2, R.sup.C3, R.sup.C4, R.sup.C5, and R.sup.C6 are each independently defined as for R.sup.B1-R.sup.B6.
[0264] In some embodiments, R.sup.C3 and R.sup.C4 are substituents (i.e., not hydrogen), in which case at least one of the olefinic moieties is tetrasubstituted.
[0265] Examples of diunsaturated, monocyclic olefins include, without limitation, 1,3-cyclopentadiene, 1,3-cyclohexadiene, 1,4-cyclohexadiene, heptadiene (e.g., 1,3-cycloheptadiene), octadiene (e.g., 1,5-cyclooctadiene, 1,3-cyclooctadiene), and substituted versions thereof (e.g., 5-ethyl-1,3-cyclohexadiene).
[0266] In some embodiments of any of the embodiments described herein, the cyclic olefin comprises more than two (optionally three) unsaturated bonds. In some embodiments, such compounds are analogous to the diene structure of formula (C), comprising at least one methylene linkage (analogous to the number of methylene linkages indicated by the variables c and d in formula (C)) between any two olefinic segments.
[0267] In some embodiments of any of the embodiments described herein, the cyclic olefin is polycyclic.
[0268] Herein, the term "polycyclic" refers to a structure comprising two or more fused rings.
[0269] In some embodiments of any of the embodiments described herein, the cyclic olefin is a polycyclic olefin having the general formula (D):
##STR00004##
wherein:
[0270] R.sup.A1 and R.sup.A2 are each independently as defined above for formula (A);
[0271] R.sup.D1, R.sup.D2, R.sup.D3 and R.sup.D4 are each independently as defined for R.sup.B1-R.sup.B6;
[0272] e is an integer in the range of from 1 to 8, optionally from 2 to 4;
[0273] f is 1 or 2; and
[0274] T is a substituted or unsubstituted saturated or unsaturated hydrocarbon of 1-4 carbon atoms in length (optionally 1 or 2 carbon atoms in length, for example, substituted or unsubstituted methyl or ethyl), O, S, N(R.sup.G1), P(R.sup.G1), P(.dbd.O)(R.sup.G1), Si(R.sup.G1).sub.2, B(R.sup.G1), or As(R.sup.G1), wherein R.sup.G1 is alkyl, alkenyl, alkynyl, cycloalkyl, heteroalicyclic, aryl, heteroaryl, alkoxy or aryloxy.
[0275] Cyclic olefins encompassed by formula (D) are examples of compounds in the norbornene family.
[0276] As used herein, the term "norbornene" refers to any compound that includes at least one substituted or unsubstituted bicyclo[2.2.1]hept-2-ene moiety or dehydrogenated derivative thereof, including without limitation, bicyclo[2.2.1]hept-2-ene (referred to in the art as "norbornene") and substituted versions thereof, norbornadiene, (bicyclo[2.2.1]hepta-2,5-diene) and substituted versions thereof, and polycyclic norbornenes, and substituted versions thereof.
[0277] In some embodiments, the cyclic olefin is a polycyclic norbornene having the general formula (E):
##STR00005##
wherein:
[0278] R.sup.A1 and R.sup.A2 are each independently as defined above for formula (A);
[0279] T is as defined above for formula (D);
[0280] R.sup.E1, R.sup.E2, R.sup.E3, R.sup.E4, R.sup.E5, R.sup.E6, R.sup.E7, and R.sup.E8 are each independently as defined for R.sup.B1-R.sup.B6; and
[0281] "a" represents a saturated bond or unsaturated double bond, wherein when "a" is an unsaturated double bond, one of R.sup.E5, R.sup.E6 and one of R.sup.E7, R.sup.E8 is absent;
[0282] f is 1 or 2; and
[0283] g is an integer from 0 to 5.
[0284] In some embodiments, the cyclic olefin has the general formula (F):
##STR00006##
wherein:
[0285] R.sup.F1, R.sup.F2, R.sup.F3 and R.sup.F4 defined above for R.sup.E4, R.sup.E5, R.sup.E6, R.sup.E7, and R.sup.E8 respectively;
[0286] and
[0287] a and g are as defined in formula (E) hereinabove.
[0288] Examples of bicyclic and polycyclic olefins include, without limitation, dicyclopentadiene (DCPD); trimer and higher order oligomers of cyclopentadiene (e.g., cyclopentadiene tetramer, cyclopentadiene pentamer); ethylidenenorbornene; dicyclohexadiene; norbornene; 5-methyl-2-norbornene; 5-ethyl-2-norbornene; 5-isobutyl-2-norbornene; 5,6-dimethyl-2-norbornene; 5-phenylnorbornene; 5-benzylnorbornene; 5-acetylnorbornene; 5-methoxycarbonylnorbornene; 5-ethyoxycarbonyl-1-norbornene; 5-methyl-5-methoxy-carbonylnorbornene; 5-cyanonorbornene; 5,5,6-trimethyl-2-norbornene; cyclo-hexenylnorbornene; endo,exo-5,6-dimethoxynorbornene; endo,endo-5,6-dimethoxynorbornene; endo,exo-5,6-dimethoxycarbonylnorbornene; endo,endo-5,6-dimethoxycarbonylnorbornene; 2,3-dimethoxynorbornene; norbornadiene; tricycloundecene; tetracyclododecene; 8-methyltetracyclododecene; 8-ethyltetracyclododecene; 8-methoxycarbonyltetracyclododecene; 8-methyl-8-tetracyclododecene; 8-cyanotetracyclododecene; pentacyclopentadecene; pentacyclohexadecene; and the like, and their structural isomers, stereoisomers, and mixtures thereof.
[0289] Additional examples of bicyclic and polycyclic olefins include, without limitation, C.sub.2-C.sub.12-alkyl-substituted and C.sub.2-C.sub.12-alkenyl-substituted norbornenes, for example, 5-butyl-2-norbornene, 5-hexyl-2-norbornene, 5-octyl-2-norbornene, 5-decyl-2-norbornene, 5-dodecyl-2-norbornene, 5-vinyl-2-norbornene, 5-ethylidene-2-norbornene, 5-isopropenyl-2-norbornene, 5-propenyl-2-norbornene, and 5-butenyl-2-norbornene, and the like.
[0290] In some embodiments of any of the embodiments described herein, the cyclic olefin is dicyclopentadiene; tricyclopentadiene; dicyclohexadiene; norbornene; 5-methyl-2-norbornene; 5-ethyl-2-norbornene; 5-isobutyl-2-norbornene; 5,6-dimethyl-2-norbornene; 5-phenylnorbornene; 5-benzylnorbornene; 5-acetylnorbornene; 5-methoxycarbonylnorbornene; 5-ethoxycarbonyl-1-norbornene; 5-methyl-5-methoxy-carbonylnorbornene; 5-cyanonorbornene; 5,5,6-trimethyl-2-norbornene; cyclo-hexenylnorbornene; endo,exo-5,6-dimethoxynorbornene; endo,endo-5,6-dimethoxynorbornene; endo,exo-5-6-dimethoxycarbonylnorbornene; endo,endo-5,6-dimethoxycarbonylnorbornene; 2,3-dimethoxynorbornene; norbornadiene; tricycloundecene; tetracyclododecene; 8-methyltetracyclododecene; 8-ethyltetracyclododecene; 8-methoxycarbonyltetracyclododecene; 8-methyl-8-tetracyclododecene; 8-cyanotetracyclododecene; pentacyclopentadecene; pentacyclohexadecene; an oligomer of cyclopentadiene (e.g., cyclopentadiene tetramer, cyclopentadiene pentamer); and/or a C.sub.2-C.sub.12-alkyl-substituted norbornene or C.sub.2-C.sub.12-alkenyl-substituted norbornene (e.g., 5-butyl-2-norbornene; 5-hexyl-2-norbornene; 5-octyl-2-norbornene; 5-decyl-2-norbornene; 5-dodecyl-2-norbornene; 5-vinyl-2-norbornene; 5-ethylidene-2-norbornene; 5-isopropenyl-2-norbornene; 5-propenyl-2-norbornene; 5-butenyl-2-norbornene).
[0291] In some embodiments of any of the embodiments described herein, the cyclic olefin is dicyclopentadiene, tricyclopentadiene, or higher order oligomer of cyclopentadiene (e.g., cyclopentadiene tetramer, cyclopentadiene pentamer), tetracyclododecene, norbornene, and/or a C.sub.2-C.sub.12-alkyl-substituted norbornene or C.sub.2-C.sub.12-alkenyl-substituted norbornene (e.g., according to any of the respective embodiments described herein).
[0292] Additional examples for ROMP capable cyclic olefin monomers which may be optionally used in embodiments of the invention include any polycyclic compounds which are characterized by the presence of at least two norbornene moieties in its structure, for example:
##STR00007##
[0293] In some embodiments of any of the embodiments described herein, the cyclic olefin is characterized by the presence of at least three rings.
[0294] In some embodiments of any of the embodiments described herein relating to a norbornene-based monomer, a monocyclic olefin (e.g., cyclobutene, cyclopentene, cyclopentadiene, cyclooctene, cyclododecene) is copolymerized with the norbornene-based monomer.
[0295] Without being bound by any particular theory, it is believed that polycyclic monomers with a rigid backbone, such as cyclopentadiene trimer (TCPD or CPD trimer) will typically produce a cross-linked polymer with very high Tg and heat deflection temperature (HDT), but will also be more brittle and may have lower impact resistance.
[0296] In some embodiments of any of the embodiments described herein, a polycyclic monomer with a rigid backbone (e.g., according to any of the respective embodiments described herein) is formulated with one or more softer additional monomers and/or cross linkers.
[0297] Examples of additional monomers include, without limitation, monomers having the formula:
##STR00008##
[0298] wherein Rx and Ry are each independently hydrogen, C.sub.1-C.sub.20-alkyl, cycloalkyl, heteroalicyclic, aryl, polyethylene glycol, polypropylene glycol or benzyl.
[0299] Example of bifunctional cyclic olefins, which may also act as cross linkers include, without limitation, compounds having any one of the following formulas:
##STR00009##
[0300] wherein Rx and Ry are each independently hydrogen, C.sub.1-C.sub.20-alkyl, cycloalkyl, heteroalicyclic, aryl, polyethylene glycol, polypropylene glycol or benzyl; and
[0301] K.sub.1 and K.sub.2 are each independently C.sub.1-C.sub.20-alkylene, cycloalkyl, heteroalicyclic, aryl, polyethylene glycol, polypropylene glycol or benzyl.
[0302] Additional examples of bifunctional cyclic olefins include, without limitation:
##STR00010##
[0303] The connection between an additional monomer and/or bifunctional monomer (cross-linker) to a polycyclic (e.g., norbornene) monomer may optionally be, without limitation, through a saturated or unsaturated carbon-carbon bond, an ester bond, and ether bond, an amine, or an amide bond.
[0304] Synthesis of norbornene derivatives described herein according to any of the respective embodiments may optionally be performed by Diels-Alder reaction of double bond with cyclopentadiene (CPD), as depicted in Scheme 1 below:
##STR00011##
[0305] Substituents of a polymerized cyclic olefin may optionally be in a protected form in the monomer. For example, hydroxy groups, which may interfere with metathesis catalysis, may be protected by being in a form of any suitable protected group used in the art. Acceptable protecting groups may be found, for example, in Greene et al., Protective Groups in Organic Synthesis, 3rd Ed. (New York: Wiley, 1999).
[0306] In a preferred embodiment, the ROMP monomer is or comprises DCPD due to its high reactivity, and the high thermal resistance and toughness properties exhibited by a printed object made therefrom.
[0307] In a preferred embodiment, the ROMP monomer is or comprises a CPD trimer due to its suitable viscosity and the high thermal resistance exhibited by a printed object made therefrom.
[0308] In a preferred embodiment, a ROMP monomer is or comprises a mixture of DCPD and CPD trimer, for example, a mixture known in the art, and also referred to herein as "RIM monomer". In some embodiments, such a mixture comprises DCPD at a concentration ranging from about 70% to about 99%, or from 85% to about 95%, by weight, of the total weight of a ROMP monomer, and a CPD trimer at a concentration ranging from about 30% to about 1%, or from about 15% to about 5%, respectively, by weight, of the total weight of a ROMP monomer.
[0309] In a commercially available "RIM monomer", a concentration of DCPD is typically from about 90% to about 92%.
[0310] In some embodiments, a ROMP monomer is or comprises about 91% DCPD and about 9% CPD trimer, as described herein.
[0311] Table A below presents non-limiting examples of suitable ROMP polymerizable monomers according to some embodiments of the present invention.
TABLE-US-00001 TABLE A Trade name Structure Supplier DCPD Dicyclopentadiene Telene SAS RIM monomer Cyclopentadiene trimer in Telene SAS dicyclopentadiene Cyclopentadiene trimer Cyclopentadiene trimer Zeon Cyclooctene Cyclooctene Sigma Aldrich Cyclooctadiene Cyclooctadiene Sigma Aldrich Norbornene Norbornene Sigma Aldrich ENB 5-Ethylidene-2-norbornene Sigma Aldrich cyclododecatriene cyclododecatriene BASF
[0312] ROMP Catalysts and Catalyst Systems:
[0313] ROMP catalysts typically include metal carbene organometallic complexes, with the metal being typically, but not necessarily, a transition metal such as ruthenium, molybdenum, osmium or tungsten.
[0314] Ruthenium based ROMP catalysts are more stable on exposure to non carbon-carbon double-bond functional groups, and to other impurities like water and oxygen. These catalysts can typically be used in low loading in the formulation (e.g., in a range of from about 0.002% to about 0.05% by weight of the total weight of a modeling material formulation containing same).
[0315] Ruthenium based ROMP catalysts that are usable in the context of embodiments of the present invention are marketed, for example, by Materia, Umicore, Evonic, Telene and BASF.
[0316] Exemplary ruthenium-based ROMP catalysts include, Grubbs 1.sup.st and 2.sup.nd generation catalysts, Hoveyda-Grubbs catalysts, umicore 41, umicore 42, umicore 61SIMes, and catMETium RF1.
[0317] ROMP catalysts can be divided into active catalysts, latent catalysts and pre-catalysts.
[0318] An active catalyst is a ROMP catalyst that initiates ROMP of a monomer when in contact with the ROMP monomer, without requiring a stimulus. ROMP active catalysts are typically active at room temperature.
[0319] Exemplary active catalysts usable in the context of the present embodiments are the Grubbs 2.sup.nd generation, Hoveyda-Grubbs 2.sup.nd generation, and Grubbs 3.sup.rd generation catalysts, which are realized by any person skilled in the art.
[0320] A latent catalyst is a ROMP catalyst that initiates ROMP of a monomer when in contact with the ROMP monomer, upon exposure to a physical stimulus, typically heat or radiation, as described herein. A latent catalyst is inactive in initiating ROMP of a monomer in the absence of a suitable physical stimulus.
[0321] A latent catalyst typically includes a chelating (e.g., donor) ligand which "blocks" a coordinative site of the metal and thus renders the catalyst inactive. Activating the catalyst is effected by dissociating the chelating ligand from the metal center, to thereby render it active towards metathesis.
[0322] In a latent catalyst, dissociating the chelating ligand requires a physical external stimulus, as described herein. The type of the external stimulus is determined by the nature of the metal, the chelating ligand and other ligands in the transition metal complex.
[0323] Latent ROMP catalysts that are activated in response to heat are also referred to as thermally-activatable catalysts. These include, for example, S-chelated ruthenium catalysts such as described, for example, in Diesendruck, C. E.; Vidaysky, Y.; Ben-Asuly, A.; Lemcoff, N. G., J. Polym. Sci., Part A: Polym. Chem. 2009, 47, 4209-4213, which is incorporated by reference as if fully set forth herein.
[0324] An exemplary S-chelated thermally-activatable latent catalyst is:
##STR00012##
[0325] Other exemplary thermally-activatable ROMP catalysts include N-chelated ruthenium catalysts, such as, for example, described in Szadkowska et al., Organometallics 2010, 29, 117-124, which is incorporated by reference as if fully set forth herein.
[0326] Exemplary N-chelated thermally-activatable latent catalyst include, without limitation:
##STR00013##
[0327] Any other thermally-activatable ROMP catalysts are contemplated.
[0328] Latent ROMP catalysts that are activated in response to radiation are also referred to as photoactivatable catalysts.
[0329] Photoactivatable ROMP catalysts are mostly UV-activatable catalysts, in which dissociation of a chelating ligand is effected in the presence of UV radiation. Exemplary UV-activatable ROMP latent catalysts are described, for example, in Vidaysky, Y. and Lemcoff, N. G. Beilstein J. Org. Chem., 2010, 6, 1106-1119; Ben-Asuly et al., Organometallics, 2009, 28, 4652-4655; Diesendruck et al., J. Polym. Sci., Part A: Polym. Chem. 2009, 47, 4209-4213; Wang et al., Angew. Chem. Int. Ed. 2008, 47, 3267-3270; and U.S. Patent Application Publication No. 2009-0156766, all of which are incorporated by reference as if fully set forth herein.
[0330] UV-activatable ROMP catalysts can be, for example, O-chelated and S-chelated Ruthenium catalysts.
[0331] Non-limiting examples include the following:
##STR00014##
with R being Ph, beta-Naph, 1-Pyrenyl, or i-Pr;
[0332] and all catalysts described in Vidaysky, Y. and Lemcoff, N. G. Beilstein J. Org. Chem., 2010, 6, 1106-1119.
[0333] UV-activatable ROMP catalysts can be, for example, tungsten catalysts such as, for example:
##STR00015##
[0334] Photoactivatable latent catalyst can also be activated in response to ultrasound radiation. Such catalysts are described, for example, in Piermattei et al., Nature Chemistry, DOI: 10.1038/NCHEM.167, which is incorporated by reference as if fully set forth herein.
[0335] A ROMP pre-catalyst is a ROMP catalyst that initiates ROMP of a monomer when in contact with the ROMP monomer, upon exposure to a chemical stimulus, as described herein, typically an addition of an acid or a proton, which converts the pre-catalyst to an active catalyst (which induces ROMP of a ROMP monomer when in contact with the ROMP monomer). A pre-catalyst is inactive in initiating ROMP of a monomer in the absence of the chemical stimulus.
[0336] A pre-catalyst, similarly to a latent catalyst, typically includes a chelating (e.g., donor) ligand which "blocks" a coordinative site of the metal and thus renders the catalyst inactive. Activating the catalyst is effected by dissociating the chelating ligand from the metal center, to thereby render it active towards metathesis.
[0337] In a pre-catalyst, dissociating the chelating ligand requires a chemical stimulus, typically a presence of an acid. The agent that exerts a chemical stimulus that activates the catalyst is referred to herein as an activator or a co-catalyst.
[0338] A ROMP pre-catalyst and a suitable activator form together a catalyst system.
[0339] The activator can be, for example, an acid, such as HCl, an acid generator such as, but not limited to, (R.sub.nSiCl.sub.4-n), with R being an alkyl or aryl, and n being 1, 2, or 3, or an acid generator as described, for example, in EP Patent No. 1757613 and U.S. Pat. No. 8,519,069, the teachings of which are incorporated by reference as if fully set forth herein. In some embodiments, when n is 2 or 3, one or the R groups can be hydrogen, and the R groups can be the same or different, as long as at least one of the R groups is an alkyl or aryl. Exemplary activators are presented in Table B below.
TABLE-US-00002 TABLE B Trade name Structure Supplier Trichloro(phenyl)silane ##STR00016## Sigma Aldrich Acid activator HCl Sigma Acid Aldrich activator Chlorophenylsilane ##STR00017## Sigma Aldrich Acid activator Dichloro(phenyl)silane ##STR00018## Sigma Aldrich Acid activator Dichloromethyl(phenyl)silane ##STR00019## Sigma Aldrich Acid activator ChloroDimethyl Phenyl Silane ##STR00020## Sigma Aldrich Acid activator ChloroTrimethylSilane ##STR00021## TCI Acid activator Butyl(chloro)dimethyl Silane, ##STR00022## TCI Acid activator Chloro-decyl-dimethyl Silane ##STR00023## TCI Acid activator Chloro(chloromethyl)dimethyl ##STR00024## TCI Acid activator Chloro(dichloromethyl) dimethylsilane ##STR00025## Alfa Aesar Acid activator Pentafluoropropionic acid ##STR00026## Sigma Non chloride Acid activator Trifluoroacetic acid ##STR00027## Sigma Non chloride Acid activator Trichloroacetic acid ##STR00028## Sigma Acid activator Trichlorododecyl silane (TCSA) ##STR00029## Sigma- Aldrich Acid activator Trichloro(octadecyl) silane CH.sub.3(CH.sub.2).sub.16CH.sub.2SiCl.sub.3 Sigma- Acid Aldrich activator Dichlorodiphenyl silane ##STR00030## Sigma- Aldrich Acid activator Perfluoro decyldimethylchloro silane ##STR00031## Acros Acid activator Perfluoro decylmethyl dichlorosilane ##STR00032## Acros Acid activator
[0340] Alternatively, the activator is activatable in response to an external stimulus, for example, heat or radiation.
[0341] A group of latent activators which are usable in the context of the present embodiments is known in the art as photoacid generators (PAG). Such activators and corresponding pre-catalysts are described for example, in Keitz, B. K.; Grubbs, R. H. J. Am. Chem. Soc. 2009, 131, 2038-2039, which is incorporated by reference as if fully set forth herein.
[0342] Additional exemplary PAG include sulfonium salts such as triaryl sulfonium chloride and UVI 6976, iodonium salt Uvacure 1600, Speedcure 937, Irgacure 250, Irgacure PAG 103, Irgacure PAG 203, 2-(4-Methoxystyryl)-4,6-bis(trichloromethyl)-1,3,5-triazine and TMCH. Other exemplary commercially available PAG are described in Table 1 hereinunder.
[0343] Acid-activatable ROMP catalysts are described, for example, in U.S. Pat. No. 6,486,279. Other catalysts that can be activated by PAG are acid activatable pre-catalysts such as the Schiff base-chelated catalysts described in EP Patent No. 1757613 and U.S. Pat. No. 8,519,069.
[0344] Other ROMP catalyst systems are recognizable by any person skilled in the art.
[0345] Additional exemplary ROMP catalysts usable in the context of the present embodiments are described in WO 2014/144634, which is incorporated by reference as if fully set forth herein.
[0346] In some embodiments, a ROMP catalyst can be represented by the following Formula:
##STR00033##
wherein, M is a Group 8 transition metal, particularly Ru or Os, or, more preferably, Ru (ruthenium); X.sup.1, X.sup.2, and L.sup.1 are neutral ligands commonly used for olefin metathesis catalyst, particularly Ru-based catalyst; Y is a heteroatom selected from N, O, S, and P; preferably Y is O or N; R.sup.5, R.sup.6, R.sup.7, and R.sup.8 are each, independently, selected from the group consisting of hydrogen, halogen, alkyl, alkenyl, alkynyl, aryl, heteroalkyl, heteroatom containing alkenyl, heteroalkenyl, heteroaryl, alkoxy, alkenyloxy, aryloxy, alkoxycarbonyl, carbonyl, alkylamino, alkylthio, aminosulfonyl, monoalkylaminosulfonyl, dialkylaminosulfonyl, alkylsulfonyl, nitrile, nitro, alkylsulfinyl, trihaloalkyl, perfluoroalkyl, carboxylic acid, ketone, aldehyde, nitrate, cyano, isocyanate, hydroxyl, ester, ether, amine, imine, amide, halogen-substituted amide, trifluoroamide, sulfide, disulfide, sulfonate, carbamate, silane, siloxane, phosphine, phosphate, borate, or -A-Fn, wherein "A" and Fn have been defined above; and any combination of Y, Z, R.sup.5, R.sup.6, R.sup.7, and R.sup.8 can be linked to form one or more cyclic groups; n is 0, 1, or 2, such that n is 1 for the divalent heteroatoms O or S, and n is 2 for the trivalent heteroatoms N or P; and Z is a group selected from hydrogen, alkyl, aryl, functionalized alkyl, functionalized aryl where the functional group(s) may independently be one or more of the following: alkoxy, aryloxy, halogen, carboxylic acid, ketone, aldehyde, nitrate, cyano, isocyanate, hydroxyl, ester, ether, amine, imine, amide, trifluoroamide, sulfide, disulfide, carbamate, silane, siloxane, phosphine, phosphate, or borate; methyl, isopropyl, sec-butyl, t-butyl, neopentyl, benzyl, phenyl and trimethylsilyl; and wherein any combination or combinations of X.sup.1, X.sup.2, L.sup.1, Y, Z, R.sup.5, R.sup.6, R.sup.7, and R.sup.8 may be linked to a support. Additionally, R.sup.5, R.sup.6, R.sup.7, R.sup.8, and Z may independently be thioisocyanate, cyanato, or thiocyanato.
[0347] Additional exemplary ROMP catalysts can be represented by the following formula:
##STR00034##
[0348] wherein M is a Group 8 transition metal, particularly ruthenium or osmium, or more particularly, ruthenium;
[0349] X.sup.1, X.sup.2, L.sup.1, and L.sup.2 are common ligands of catalysts as defined above; and
[0350] R.sup.G1, R.sup.G2, R.sup.G3, R.sup.G4, R.sup.G5, and R.sup.G6 are each independently selected from the group consisting of hydrogen, halogen, alkyl, alkenyl, alkynyl, aryl, heteroalkyl, heteroatom containing alkenyl, heteroalkenyl, heteroaryl, alkoxy, alkenyloxy, aryloxy, alkoxycarbonyl, carbonyl, alkylamino, alkylthio, aminosulfonyl, monoalkylaminosulfonyl, dialkylaminosulfonyl, alkylsulfonyl, nitrile, nitro, alkylsulfinyl, trihaloalkyl, perfluoroalkyl, carboxylic acid, ketone, aldehyde, nitrate, cyano, isocyanate, thioisocyanate, cyanato, thiocyanato, hydroxyl, ester, ether, thioether, amine, alkylamine, imine, amide, halogen-substituted amide, trifluoroamide, sulfide, disulfide, sulfonate, carbamate, silane, siloxane, phosphine, phosphate, borate, or -A-Fn, wherein "A" is a divalent hydrocarbon moiety selected from alkylene and arylalkylene, wherein the alkyl portion of the alkylene and arylalkylene groups can be linear or branched, saturated or unsaturated, cyclic or acyclic, and substituted or unsubstituted, wherein the aryl portion of the arylalkylene can be substituted or unsubstituted, and wherein heteroatoms and/or functional groups may be present in either the aryl or the alkyl portions of the alkylene and arylalkylene groups, and Fn is a functional group, or any one or more of the R.sup.G1, R.sup.G2, R.sup.G3, R.sup.G4, R.sup.G5, and R.sup.G6 may be linked together to form a cyclic group.
[0351] Additional ROMP catalysts can be represented by the following formula:
##STR00035##
[0352] wherein M is a Group 8 transition metal, particularly ruthenium or osmium, or more particularly, ruthenium;
[0353] X.sup.1 and L.sup.1 are common ligands as defined above;
[0354] Z is selected from the group consisting of oxygen, sulfur, selenium, NR.sup.JU, PR.sup.JU, AsR.sup.JU, and SbR.sup.JU; and
[0355] R.sup.J1, R.sup.J2, R.sup.J3, R.sup.J4, R.sup.J5, R.sup.J6, R.sup.J7, R.sup.J8, R.sup.J9, R.sup.J10, and R.sup.J11 are each independently selected from the group consisting of hydrogen, halogen, alkyl, alkenyl, alkynyl, aryl, heteroalkyl, heteroatom containing alkenyl, heteroalkenyl, heteroaryl, alkoxy, alkenyloxy, aryloxy, alkoxycarbonyl, carbonyl, alkylamino, alkylthio, aminosulfonyl, monoalkylaminosulfonyl, dialkylaminosulfonyl, alkylsulfonyl, nitrile, nitro, alkylsulfinyl, trihaloalkyl, perfluoroalkyl, carboxylic acid, ketone, aldehyde, nitrate, cyano, isocyanate, thioisocyanate, cyanato, thiocyanato, hydroxyl, ester, ether, thioether, amine, alkylamine, imine, amide, halogen-substituted amide, trifluoroamide, sulfide, disulfide, sulfonate, carbamate, silane, siloxane, phosphine, phosphate, borate, or -A-Fn, wherein "A" is a divalent hydrocarbon moiety selected from alkylene and arylalkylene, wherein the alkyl portion of the alkylene and arylalkylene groups can be linear or branched, saturated or unsaturated, cyclic or acyclic, and substituted or unsubstituted, wherein the aryl portion of the arylalkylene can be substituted or unsubstituted, and wherein hetero atoms and/or functional groups may be present in either the aryl or the alkyl portions of the alkylene and arylalkylene groups, and Fn is a functional group, or any one or more of the R.sup.J1, R.sup.J2, R.sup.J3, R.sup.J4, R.sup.J5, R.sup.J6, R.sup.J7, R.sup.J8, R.sup.J9, R.sup.J10, and R.sup.J11 may be linked together to form a cyclic group.
[0356] Additional ROMP catalysts can be represented by the following formula:
##STR00036##
[0357] wherein M is a Group 8 transition metal, particularly ruthenium or osmium, or more particularly, ruthenium;
[0358] X.sup.1, L.sup.1, R.sup.1, and R.sup.2 are as commonly used in ligands of ROMP catalysts;
[0359] Z is selected from the group consisting of oxygen, sulfur, selenium, NR.sup.K5, PR.sup.K5, AsR.sup.K5, and SbR.sup.K5;
[0360] m is 0, 1, or 2; and R.sup.k1, R.sup.k2, R.sup.k3, R.sup.k4, and R.sup.k5 are each independently selected from the group consisting of hydrogen, halogen, alkyl, alkenyl, alkynyl, aryl, heteroalkyl, heteroatom containing alkenyl, heteroalkenyl, heteroaryl, alkoxy, alkenyloxy, aryloxy, alkoxycarbonyl, carbonyl, alkylamino, alkylthio, aminosulfonyl, monoalkylaminosulfonyl, dialkylaminosulfonyl, alkylsulfonyl, nitrile, nitro, alkylsulfinyl, trihaloalkyl, perfluoroalkyl, carboxylic acid, ketone, aldehyde, nitrate, cyano, isocyanate, thioisocyanate, cyanato, thiocyanato, hydroxyl, ester, ether, thioether, amine, alkylamine, imine, amide, halogen-substituted amide, trifluoroamide, sulfide, disulfide, sulfonate, carbamate, silane, siloxane, phosphine, phosphate, borate, or -A-Fn, wherein "A" is a divalent hydrocarbon moiety selected from alkylene and arylalkylene, wherein the alkyl portion of the alkylene and arylalkylene groups can be linear or branched, saturated or unsaturated, cyclic or acyclic, and substituted or unsubstituted, wherein the aryl portion of the arylalkylene can be substituted or unsubstituted, and wherein hetero atoms and/or functional groups may be present in either the aryl or the alkyl portions of the alkylene and arylalkylene groups, and Fn is a functional group, or any one or more of the R.sup.K1, R.sup.K2, R.sup.K3, R.sup.K4, and R.sup.K5 may be linked together to form a cyclic group.
[0361] Additional ROMP catalysts can be represented by the following formula:
##STR00037##
wherein:
[0362] M is a Group 8 transition metal;
[0363] L.sup.1 and L.sup.2 are neutral electron donor ligands;
[0364] X.sup.1 and X.sup.2 are anionic ligands; and
[0365] R.sup.1 and R.sup.2 are independently selected from hydrogen, hydrocarbyl, substituted hydrocarbyl, heteroatom-containing hydrocarbyl, substituted heteroatom-containing hydrocarbyl, and functional groups,
[0366] wherein any two or more of X1, X2, L1, L2, R1, and R2 can be taken together to form a cyclic group, and further wherein any one or more of X1, X.sup.2, L.sup.1, L.sup.2, R.sup.1, and R2 may be attached to a support.
[0367] Preferred catalysts contain Ru or Os as the Group 8 transition metal, with Ru particularly preferred.
[0368] The catalysts having the structure of formula (I) are in one of two groups. In the first group, L.sup.1 and L.sup.2 are independently selected from phosphine, sulfonated phosphine, phosphite, phosphinite, phosphonite, arsine, stibine, ether, amine, amide, imine, sulfoxide, carboxyl, nitrosyl, pyridine, substituted pyridine, imidazole, substituted imidazole, pyrazine, and thioether. Exemplary ligands are trisubstituted phosphines. The first group of catalysts, accordingly, is exemplified by the ruthenium bisphosphine complex (PCy.sub.3).sub.2(Cl).sub.2Ru.dbd.CHPh (1)
##STR00038##
[0369] The catalysts of the second group are transition metal carbene complexes, preferably ruthenium carbene complexes, wherein L.sup.2 is as defined above and L.sup.1 is a carbene having the structure of formula (II):
##STR00039##
such that the complex has the structure of formula (IIA):
##STR00040##
wherein:
[0370] X.sup.1, X.sup.2, L.sup.1, L.sup.2, R.sup.1, and R.sup.2 are as defined above;
[0371] X and Y are heteroatoms selected from N, O, S, and P;
[0372] p is zero when X is O or S, and p is 1 when X is N or P;
[0373] q is zero when Y is O or S, and q is 1 when Y is N or P;
[0374] Q.sup.1, Q.sup.2, Q.sup.3 and Q.sup.4 are independently selected from hydrocarbylene, substituted hydrocarbylene, heteroatom-containing hydrocarbylene, substituted heteroatom-containing hydrocarbylene, and --(CO)--, and further wherein two or more substituents on adjacent atoms within Q may be linked to form an additional cyclic group;
[0375] w, x, y, and z are independently zero or 1; and
[0376] R.sup.3, R.sup.3A, R.sup.4, and R.sup.4A are independently selected from hydrogen, hydrocarbyl, substituted hydrocarbyl, heteroatom-containing hydrocarbyl, and substituted heteroatom-containing hydrocarbyl,
[0377] wherein any two or more of X.sup.1, X.sup.2, L.sup.2, R.sup.1, R.sup.2, R.sup.3, R.sup.3A, R.sup.4, and R.sup.4A can be taken together to form a cyclic group, and further wherein any one or more of X.sup.1, X.sup.2, L.sup.2, R.sup.1, R.sup.2, R.sup.3, R.sup.3A, R.sup.4, and R.sup.4A may be attached to a support.
[0378] The second group of catalysts, accordingly, is exemplified by the ruthenium carbene complex (IMesH.sub.2)(PCy.sub.3)(Cl).sub.2Ru.dbd.CHPh (2):
##STR00041##
[0379] Additional transition metal carbene complexes useful as catalysts in conjunction with the present invention include, but are not limited to, neutral ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 16, and are penta-coordinated. Other preferred metathesis catalysts include, but are not limited to, cationic ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 14, and are tetra-coordinated. Still other preferred metathesis catalysts include, but are not limited to, neutral ruthenium or osmium metal carbene complexes containing metal centers that are formally in the +2 oxidation state, have an electron count of 18, and are hexa-coordinated.
[0380] ROMP Inhibitors:
[0381] ROMP inhibitors, as described herein, are typically Lewis base compounds such as triphenyl phosphine (TPP), trialkylphosphite and pyridine.
[0382] Any other ROMP inhibitors are contemplated.
[0383] Exemplary ROMP Systems:
[0384] Table 1 below presents a list of exemplary components which can be included, in any combination, in a ROMP system as described herein in any one of the embodiments and any combinations thereof. These components can be included in one or more modeling material formulations, as described herein.
TABLE-US-00003 TABLE 1 Trade Name Chemical Type Function Supplier ULTRENE .TM. 99 Dicyclopentadiene ROMP Monomer Cymetech DCPD (bifunctional) ULTRENE .TM. 99-X Cyclopentadiene trimer in ROMP Monomer Cymetech DCPD (X = 6-20%) dicyclopentadiene (bifunctional) Cyclopentadiene Cyclopentadiene trimer ROMP Monomer Sinosteel Anshan trimer (bifunctional) Research Institute of thermo-energy Cyclooctene Cyclooctene ROMP Monomer Sigma Aldrich Cyclooctadiene Cyclooctadiene ROMP Monomer Sigma Aldrich Norbornene ROMP Monomer FA-512AS Dicyclopentadienyloxyethyl Dual curing Hitachi acrylate ROMP/UV chemicals monomer FA-511AS Dicyclopentadieny acrylate Dual curing Hitachi ROMP/UV chemicals monomer Kraton no. 1102 Styrene-butadiene-styrene Rubber GLS rubber Polybutadiene Rubber Lanexss Vistalon ethylene propylene diene Rubber ExonMobile (EPDM) rubber chemicals Exact plastomers Rubber-plastic ExonMobile chemicals Ethanox 702 4,4'-Methylenebis(2,6-di- antioxidant Albemarle tert-butylphenol) Grubbs 1.sup.st Benzylidene- ROMP catalyst Materia generation catalyst bis(tricyclohexylphosphine)- (active at room dichlororuthenium temperature) Grubbs 2.sup.nd [1,3-bis-(2,4,6- ROMP catalyst Materia generation catalysts trimethylphenyl)-2- (active at room imidazolidinylidene]dichloro temperature) (phenylmethylene)(tricyclo- hexylphosphine)ruthenium Hoveyda-Grubbs 1.sup.st Dichloro(o- ROMP catalyst Materia Generation Catalyst isopropoxyphenylmethylene) (active at room (tricyclohexylphosphine) temperature) ruthenium(II) Hoveyda-Grubbs 2.sup.nd [1,3-Bis-(2,4,6- ROMP catalyst Materia Generation Catalyst trimethylphenyl)-2- (active at room imidazolidinylidene]dichloro temperature) (oisopropoxyphenyl- methylene)ruthenium Umicore 41 [1,3-Bis(mesityl)-2- ROMP catalyst Umicore imidazolidinyl-idene]-[2- (Pre-catalyst, [[(4-methylphenyl)imino] activatable by an methyl]-4-nitro-phenolyl]-[3- acid) phenyl-indenylidene] (chloro)ruthenium(II) Umicore 42 [1,3-Bis(mesityl)-2- ROMP catalyst Umicore imidazolidinylidene]- (Pre-catalyst, [2-[[(2- activatable by an methylphenyl)imino]methyl]- acid) phenolyl]-[3-phenyl- indenyliden] (chloro)ruthenium(II) Umicore 22 cis-[1,3-Bis(2,4,6- ROMP catalyst Umicore trimethylphenyl)-2- (thermally- imidazolidinylidene]dichloro activatable latent (3-phenyl-1H-inden-1- catalyst) ylidene)(triisopropyl- phosphite)ruthenium(II) Umicore 2 1,3-Bis(2,4,6- ROMP catalyst Umicore trimethylphenyl)-2- (active at room imidazolidinylidene] temperature) dichloro(3-phenyl-1H-inden- 1- ylidene)(tricyclohexyl- phosphine)ruthenium(II) Umicore 61 [1,3-Bis(2,4,6- ROMP catalyst Umicore trimethylphenyl)-2- (active at room imidazolidinylidene]dichloro temperature) [2-methyl(phenyl)amino] benzylidene]ruthenium(II) Triphenyl phosphine Triphenyl phosphine ROMP inhibitor Sigma Aldrich Triethylphosphite Triethylphosphite ROMP inhibitor Sigma Aldrich Trimethylphosphite Trimethylphosphite ROMP inhibitor Sigma Aldrich tributylphosphite tributylphosphite ROMP inhibitor Sigma Aldrich Irgacure PAG103 PAG BASF (latent activator) Irgacure PAG121 PAG BASF (latent activator) Trichloro(phenyl) Trichloro(phenyl)silane Acid generator Aldrich silane (activator) HCl Acid
[0385] Modeling Material Formulations Comprising a ROMP System:
[0386] According to some of any of the embodiments described herein, the uncured building material comprises one or more modeling material formulations which, upon being dispensed, can undergo a ROMP reaction.
[0387] According to some of any of the embodiments described herein, the uncured building material comprises one or more modeling material formulations which form a ROMP system as described herein.
[0388] As is known in the art and discussed briefly hereinabove, ROMP reactions typically require a catalyst for initiating the polymerization reaction. As further discussed herein, once an active catalyst contacts a ROMP monomer, the polymerization reaction typically starts immediately, sometime without application of a curing energy, and hence modeling material formulations in which an active catalyst, as described herein, is utilized "as is" together with a ROMP monomer, are inapplicable for 3D inkjet printing.
[0389] Some embodiments of the present invention therefore relate to modeling material formulations which are designed such that, prior to exposure to a suitable condition, the ROMP system is inactive, that is a ROMP catalyst does not initiate ROMP of the monomer, and a ROMP monomer does not polymerize via ROMP to provide a respective polymer, as described herein.
[0390] Some embodiments of the present invention therefore relate to modeling material formulations which are designed such that, prior to exposure to a suitable condition, the catalyst does not initiate the ROMP reaction, that is, prior to exposure to a suitable condition, at least 50%, preferably at least 60%, preferably at least 70%, at least 80%, at least 90%, at least 95% and even 100% of the ROMP monomers do not undergo polymerization. In other words, prior to exposure of a ROMP system to a suitable condition, no more than 40% or no more than 30% or no more than 20% or no more than 10% or no more than 5% of the monomer polymerizes via ROMP mechanism to provide a respective polymer.
[0391] Such modeling material formulations are characterized by a viscosity of no more than 35 centipoises, or no more than 25 centipoises at a temperature of the inkjet printing head during the dispensing.
[0392] In some embodiments, such modeling material formulations are characterized by the indicated viscosity at a temperature lower than 70.degree. C., or lower than 65.degree. C., or lower than 60.degree. C., or lower than 50.degree. C., or lower than 40.degree. C., or lower than 30.degree. C., and even at room temperature (e.g., 25.degree. C.). Such a viscosity is indicative of the presence (e.g., of more than 80%) of non-polymerizable ROMP monomers in the formulation, or of the absence (e.g., less than 20% of the formulation) of polymeric materials obtained by ROMP in the formulation.
[0393] The modeling material formulations described herein are designed such that ROMP of the ROMP monomers is not effected when the formulations pass through the inkjet printing heads.
[0394] Some embodiments of the present invention further relate to modeling material formulations which are designed such that, upon exposure to a suitable condition (an inducing condition as described herein), the ROMP system becomes active, that is a ROMP catalyst is active towards ROMP of the monomer, and a ROMP monomer undergoes polymerization via ROMP to provide a respective polymer.
[0395] Some embodiments of the present invention relate to modeling material formulations which are designed such that, upon exposure to a suitable condition, the catalyst initiates the ROMP reaction, that is, upon exposure to a suitable condition, at least 50%, preferably at least 60%, preferably at least 70%, at least 80%, at least 90%, at least 95% and even 100% of the ROMP monomers undergo polymerization via ROMP reaction.
[0396] In any of the embodiments described herein, the uncured building material comprises two or more types of a modeling material formulation. Such embodiments are also referred to herein as "dual jetting" or "multi jetting" methodology or approach, respectively. The two or more modeling material formulations form a formulation system that comprises components of a ROMP system as described herein, included on one or more, preferably two or more, of the formulations in the system.
[0397] In some of these embodiments, each of the modeling material formulations comprises only ROMP monomers as curable materials. Such embodiments are also referred to herein as "dual jetting single curing" or "multi-jetting single curing" methodology or approach.
[0398] In some of these embodiments, the modeling material formulations comprise in addition to ROMP monomers, also one or more types of monomers which are polymerizable via a non-ROMP reaction, as curable materials, which are referred to herein as non-ROMP materials or non-ROMP curable materials, or non-ROMP monomers. Such embodiments are also referred to herein as "multi-jetting multi-curing" or "dual jetting multi-curing" or "dual jetting dual curing" methodology or approach.
[0399] Generally, in the above terminology, "jetting" refers to the number of modeling material formulations included in the uncured building material, and "curing" refers to the number of polymerization reactions that occur when the dispensed layers are exposed to a curing condition (e.g., a ROMP inducing condition, or a ROMP inducing condition and one or more additional curing conditions).
[0400] It is to be noted that dual curing or multi curing refers herein to the type of polymerization reactions and not to the number of conditions applied for inducing curing.
[0401] In some of any of the embodiments described herein, the uncured building material comprises two or more modeling material formulations which are dispensed from different inkjet printing heads (each formulation is jetted from a different printing head or a different set of printing heads) to form the layers.
[0402] Such a methodology, which is referred to herein as dual jetting, when two different modeling material formulations are used, or as multi-jetting, when more than two modeling material formulations are used, allows dispensing modeling material formulations which are absent of one or more of the components required for a polymerization or curing to occur, whereby when the formulations are dispensed and contact one another, curing and/or polymerization occurs.
[0403] In the context of some of the present embodiments, such a methodology allows separating ROMP components as described herein by including a different combination of components in each formulation, whereby none of the formulations comprises all the components required for the ROMP reaction to occur. According to these embodiments, a ROMP reaction, and optionally non-ROMP reactions, occur only on the receiving medium, and after the uncured building material is dispensed, and optionally and preferably exposed to a curing condition as described herein.
[0404] In some of these embodiments, exposing the formulation to a condition for initiating ROMP can be effected by contacting the different formulations on the receiving medium (receiving tray). In some of these embodiments, exposing to a ROMP inducing condition is effected by dispensing the formulations.
[0405] Connex 3.TM. (Stratasys Ltd., Israel) multiple material deposition technology, is an exemplary technology that provides the possibility to separate the components of a polymerizable or curable system into different formulations. Objet Connex 3.TM. (Stratasys Ltd., Israel) multiple material deposition system, is a system that allows utilizing such a technology.
[0406] Multi-Jetting (e.g., Dual Jetting) Single Curing:
[0407] In some of any of these embodiments, the uncured building material comprises two or more modeling material formulations, and the two or more modeling material formulations are such that when combined, curing is effected by ROMP reaction.
[0408] In some of these embodiments, each of the modeling material formulations comprises a ROMP monomer (which can be the same or different).
[0409] In some of these embodiments, each of the modeling material formulations comprises a ROMP monomer (which can be the same or different), and one of the formulations further comprises a ROMP catalyst.
[0410] In some of these embodiments, the uncured building material comprises more than two modeling material formulations, each independently comprising a ROMP monomer (which can be the same or different), and one or two of these formulations further comprises a ROMP catalyst.
[0411] In some of any of these embodiments, one or more of the modeling material formulations is devoid of a ROMP catalyst, and in some embodiments, one or more of the modeling material formulations comprises a ROMP monomer and a ROMP catalyst.
[0412] In some of these embodiments, one or more of the ROMP catalysts is an active catalyst, as described herein.
[0413] In some of these embodiments, the formulations comprise two or more types of catalysts.
[0414] In exemplary embodiments, the two or more catalysts are active catalysts.
[0415] In some of these embodiments, the formulations comprise two or more types of ROMP monomers.
[0416] In some of these embodiments, each of the ROMP active catalysts has a different reactivity towards initiation of ROMP of the different monomers.
[0417] In some exemplary embodiments, a ROMP system of the modeling material formulations comprises first and second ROMP monomers, and first and second ROMP active catalysts. The first ROMP active catalyst has a higher reactivity towards initiation of ROMP of the first monomer, and the second ROMP active catalyst has a higher reactivity towards initiation of ROMP of the second monomer.
[0418] In some of these embodiments, one of the formulations comprises a first ROMP monomer and the second active catalyst that is less reactive towards initiation of ROMP of the first monomer and has a higher reactivity towards initiation of ROMP of the second ROMP monomer, and another one of the formulations comprises the first active catalyst that is less reactive towards initiation of ROMP of the second ROMP monomer and has a higher reactivity towards initiation of ROMP of the first ROMP monomer.
[0419] Such exemplary embodiments allow using active catalysts while avoiding substantial clogging of the inkjet printing heads.
[0420] In some of any of the embodiments described herein, the ROMP catalyst(s) include one or more latent catalysts, which are activatable upon exposure to a ROMP inducing condition, as described herein.
[0421] A method, according to these embodiments, comprises exposing the dispensed layers to a condition that activates the catalyst, as described herein.
[0422] In some embodiments, the ROMP system further comprises an activator and the catalyst is a pre-catalyst, as described herein.
[0423] In some of these embodiments, each of the modeling material formulations independently comprises a ROMP monomer, one or more of the formulations further comprise a pre-catalyst, and one or more other formulations further comprise an activator. In some of these embodiments, the one or more formulations that comprise the activator are devoid of the pre-catalyst. In some embodiments, the one or more formulations that comprise the pre-catalyst are devoid of an activator.
[0424] In some of these embodiments, exposing the dispensed layers to inducing condition is effected by the contacting the formulations on the receiving medium, and hence comprises the formation of the dispensed layers (e.g., by jetting the modeling material formulation by the inkjet printing heads).
[0425] In some of any of the embodiments described herein, the ROMP system comprises a latent activator.
[0426] In some of these embodiments, exposing the dispensed layers to inducing condition is effected by exposing the dispensed formulations to a condition that activates the activator.
[0427] In some of any of the embodiments described herein, one or more of the components in one or more of the formulations is physically separated from the other components in the formulation.
[0428] Physical separation can be effected, for example, by encapsulation of one or more components of the ROMP system.
[0429] By "encapsulation" it is meant that a component is enveloped by a capsule, whereby a capsule is used herein to describe a closed structure by which a component is enveloped. In some embodiments, the capsule has a core-shell structure in which the core is the encapsulated component which is enveloped by a shell.
[0430] Herein, the terms "physically separated" and "encapsulated" or "physical separation" and "encapsulation" are sometimes used interchangeably, for simplicity.
[0431] The capsule may have any shape and can be made of any material.
[0432] In some embodiments, the capsule is designed so as to release its content, namely, the encapsulated ROMP component (ROMP monomer or ROMP catalyst) upon being exposed to a condition.
[0433] In some embodiments, exposure to a condition that induces initiation of ROMP monomer by the ROMP catalyst comprises exposure to a condition that affects release of a ROMP component from a capsule. That is, the ROMP inducing condition is a condition that degrades a capsule and results in contacting the catalyst with the ROMP monomer.
[0434] In some embodiments, the release of a ROMP component from a capsule is effected by exposure to a condition that affects degradation of the capsule.
[0435] Degradation of the capsule can be effected, for example, mechanically, so as to affect rupture or breaking of the capsule, and the condition is such that causes mechanical degradation of the capsule.
[0436] The mechanical degradation can be effected, for example, by application of mechanical forces such as shear forces.
[0437] In some embodiments, mechanical degradation is effected by exposing the capsule to shear forces, for example, by passing a modeling material formulation comprising the capsule through one or more inkjet printing heads (e.g., Ricoh Gen 3) which allow jetting at a frequency range of from about 10 kHz to about 30 kHz.
[0438] Alternatively, shear forces at such a rate are applied to the dispensed layers of the formulation (e.g., to the receiving tray).
[0439] Degradation of the capsule can be effected, for example, physically or chemically, by application of, for example, heat or radiation to the capsule so as to decompose capsule or melt the capsule's shell.
[0440] Degradation of the capsule can thus be effected by exposing the capsule to heat or radiation, to thereby release its content.
[0441] Non-limiting examples for encapsulation of a ROMP catalyst and/or a ROMP monomer include utilizing capsules made of, for example, wax, degradable polymeric materials, degradable micelles, sol-gel matrices, and/or clays. Exemplary degradable capsules are described, for example, in Adv. Funct. Mater. 2008, 18, 44-52; Adv. Mater. 2005, 17, 39-42; and Pastine, S. J.; Okawa, D.; Zettl, A.; Frechet, J. M. J. J. Am. Chem. Soc. 2009, 131, 13586-13587. doi: 10.1021/ja905378v; all of which are incorporated by reference as if fully set forth herein.
[0442] In some embodiments, one or more of the ROMP catalyst (e.g., an active catalyst) and a ROMP monomer is encapsulated (e.g., individually encapsulated, in case both are encapsulated) in a capsule and exposing a modeling material formulation to the inducing condition comprises passing the formulation through the inkjet printing heads at a shear rate that causes mechanical degradation of the capsule and release on the encapsulated component.
[0443] In some embodiments, one or more of the ROMP catalyst (e.g., an active catalyst) and a ROMP monomer is encapsulated (e.g., individually encapsulated, in case both are encapsulated) in a capsule and exposing a modeling material formulation to the inducing condition comprises exposing the dispensed formulation to heat or radiation to thereby cause degradation of the capsule and release the encapsulated component from the capsule.
[0444] In some of any of the embodiments described herein, the formulation comprises a plurality of capsules encapsulating one or both of the ROMP components. The capsules can be the same or different and can release their content when exposed to the same or different inducing condition.
[0445] In some of any of the embodiments described herein, one or more, or each, of the modeling material formulations further comprises a ROMP inhibitor.
[0446] In some of any of the embodiments described herein, one or more, or each, of the modeling material formulations, further comprises additional materials, as is described in further detail hereinunder.
[0447] In some of any of the embodiments described herein, converting the ROMP system or systems to active ROMP systems is effected by a single condition. For example, in some embodiments, activating of a latent catalyst, if present in one or more of the formulations, of a latent activator, if present in one or more of the formulations, and/or release of one or more components that are encapsulated (e.g., degradation of capsules enveloping a ROMP component, if present in one or more of the formulations), are all effected upon exposing the dispensed formulations to the same condition. The condition can be, for example, radiation (e.g., UV radiation), such that the ROMP system or systems in the two or more modeling material formulations is/are photoactivatable. The condition can be, for example, heat, such that the ROMP system or systems in the two or more modeling material formulations is/are thermally-activatable.
[0448] Multi (e.g., Dual) Jetting Multi (e.g., Dual) Curing:
[0449] In some of the embodiments described herein pertaining to multi-curing or dual curing, the two or more modeling material formulations comprise, in addition to ROMP components, components of one or more non-ROMP curable systems, which undergo polymerization and/or curing via a non-ROMP reaction.
[0450] A non-ROMP reaction refers to any polymerization and/or curing reactions that do not involve ROMP. Such reactions include, for example, chain growth polymerization such as free-radical polymerization, cationic polymerization, anionic polymerization, and step-growth polymerization such as polycondensation.
[0451] In some embodiments, a curable system which undergoes polymerization and/or curing via a non-ROMP reaction, as described herein, comprises monomers and/or oligomers which are polymerizable by a non-ROMP reaction as described herein. Such materials are also collectively referred to herein as non-ROMP polymerizable materials or monomers, or non-ROMP curable materials or monomers.
[0452] A curable system which undergoes polymerization and/or curing via a non-ROMP reaction can alternatively, or in addition, comprise short-chain polymeric materials which undergo curing by, for example, cross-linking, whereby the curing comprises free-radical cross-linking, cationic or anionic cross-linking, and/or polycondensation. Such materials are also encompassed herein by the expressions non-ROMP polymerizable materials or monomers, or non-ROMP curable materials or monomers.
[0453] A curable system which undergoes polymerization and/or curing via a non-ROMP reaction may comprise one or more curable materials that undergo polymerization and/or curing via a non-ROMP reaction, and optionally one or more initiators for initiating a respective non-ROMP reaction. In some embodiments, such a system further comprises a condition for inducing initiation of the non-ROMP reaction.
[0454] A curable system which undergoes polymerization and/or curing via a non-ROMP reaction is also referred to herein as a non-ROMP curable system.
[0455] In some of these embodiments, the uncured building material further comprises, in addition to the ROMP components described herein, one or more curable materials that undergo polymerization and/or curing via a non-ROMP reaction, and optionally one or more initiators for initiating a respective non-ROMP reaction.
[0456] In some of any of the embodiments pertaining to a dual curing approach, the method further comprises exposing the modeling material formulation to a condition for inducing initiation of a respective polymerization and/or curing via a non-ROMP reaction.
[0457] In some embodiments, the condition for inducing polymerization and/or curing via a non-ROMP reaction is the same as the ROMP indicting condition, and in some embodiments, it is a different condition.
[0458] When the condition is different from the ROMP inducing condition, exposure to the conditions can be effected simultaneously or sequentially. The order can be determined as desired, by any person skilled in the art.
[0459] In some of any of the embodiments described herein, the non-ROMP curable system is polymerizable or curable by free radical polymerization. In some of these embodiments, the uncured building material comprises, in addition to a selected ROMP system as described herein in any of the respective embodiments, a monomer and/or oligomer that is polymerizable by a free radical polymerization and a free radical initiator.
[0460] In some of any of the embodiments described herein, the non-ROMP curable system is polymerizable or curable by cationic polymerization. In some of these embodiments, the uncured building material comprises, in addition to a selected ROMP system as described herein in any of the respective embodiments, a monomer and/or oligomer that is polymerizable by a cationic polymerization and a suitable catalyst (e.g., a cationic initiator, optionally combined with a suitable promoter or activator).
[0461] In some of any of the embodiments described herein, the non-ROMP curable system is polymerizable or curable by anionic polymerization. In some of these embodiments, the uncured building material comprises, in addition to a selected ROMP system as described herein in any of the respective embodiments, a monomer and/or oligomer that is polymerizable by anionic polymerization and a suitable catalyst (e.g., an anionic initiator or a catalyst, optionally combined with a suitable promoter or activator).
[0462] In some of any of the embodiments described herein, the non-ROMP initiator is a latent initiator, which is activatable upon exposure to a curing condition, as described herein.
[0463] The components of such a building material therefore undergo polymerization and/or curing via ROMP polymerization and also by one or more non-ROMP reactions, as described herein.
[0464] In some of these embodiments, the components of the two or more modeling material formulations form two curable systems, for example, one or more ROMP system(s) and one or more of a free radial polymerization system, a cationic polymerization system, an anionic polymerization system, etc. Any polymerization system that is usable in 3D inkjet printing is contemplated.
[0465] In some of any of these embodiments, the ROMP components can include one or more ROMP monomers and one or more catalysts, for example, active catalysts.
[0466] In some of the embodiments when an active catalyst is used, the active catalyst is included in a modeling material formulation that is devoid of a ROMP monomer, and which, in some embodiments, comprises a material that is polymerizable by a non-ROMP reaction (a non-ROMP curable or polymerizable material) as described herein.
[0467] In some of the embodiments when an active catalyst is used, one or more of the modeling material formulations comprises a ROMP monomer or monomers, and is devoid of a catalyst, and another one or more modeling material formulation comprises a ROMP catalyst which is an active catalyst, and is devoid of a ROMP monomer.
[0468] Alternatively, in any one of these embodiments, the catalyst is a latent catalyst.
[0469] Further alternatively, in any one of these embodiments, the catalyst is physically separated from the other components in the formulation containing same. Physical separation can be effected by means of degradable capsules, as described herein.
[0470] In any one of the embodiments when a latent catalyst is used, the inducing condition comprises a condition which activates the catalyst, as described herein.
[0471] In any one of the embodiments when an encapsulated catalyst is used, the inducing condition comprises a condition which degrades the capsule so as to release the active catalyst.
[0472] Alternatively, in any one of these embodiments, the catalyst is a pre-catalyst and the one or more of the modeling material formulations comprises an activator or a latent activator, as described herein.
[0473] In some of these embodiments, one or more of the modeling material formulations comprise a ROMP monomer and a pre-catalyst and other one or more modeling material formulations comprise the activator. Alternatively, one or more of the modeling material formulations comprise a ROMP monomer and the activator and other one or more modeling material formulations comprise the pre-catalyst.
[0474] Whenever the activator is included in the formulation(s) as active towards chemically activating the pre-catalyst to provide an active catalyst, the inducing condition for effecting ROMP can be contacting the respective formulations on the receiving medium (tray). Thus exposing to the condition is effected by jetting the formulations by the inkjet printing heads (dispensing the layers of the formulations).
[0475] Further alternatively, one or more of the modeling material formulations comprise a ROMP monomer and other one or more modeling material formulations comprise the activator and the pre-catalyst. In some of these embodiments, the activator is a latent activator and/or one or both of the activator and the pre-catalyst are physically separated from one another, as described herein.
[0476] In some of any of the embodiments described herein, one or more of the modeling material formulations further comprises a non-ROMP curable material (a material polymerizable or curable by a non-ROMP reaction as described herein).
[0477] In some of these embodiments, the non-ROMP curable material is included in a formulation which comprises a ROMP catalyst (active, latent or pre-catalyst, encapsulated or non-encapsulated) and/or a ROMP activator (active or latent, encapsulated or non-encapsulated).
[0478] In some of these embodiments, one or more formulations comprise a ROMP monomer and one or more other formulations comprise a non-ROMP curable material and a ROMP catalyst (active, latent or pre-catalyst, encapsulated or non-encapsulated) and/or a ROMP activator (active or latent, encapsulated or non-encapsulated), and is devoid of a ROMP monomer.
[0479] In exemplary embodiments of a dual jetting methodology, one modeling material formulation, formulation A, comprises a ROMP monomer and another modeling material formulation, formulation B comprises a non-ROMP curable material. In some embodiments, formulation A further comprises a ROMP pre-catalyst (optionally encapsulated) and formulation B further comprises a ROMP activator (latent or not, encapsulated or non-encapsulated). In some embodiments, formulation A further comprises a ROMP activator (latent or not, optionally encapsulated) and formulation B further comprises a ROMP pre-catalyst (optionally encapsulated). In some embodiments, formulation B further comprises a ROMP catalyst (latent or active, optionally encapsulated). In some embodiments, formulation B further comprises a ROMP activator (latent or not, encapsulated or non-encapsulated) and a ROMP pre-catalyst (optionally encapsulated).
[0480] Other combinations are also contemplated. For example, in any of the formulations described herein for the multi-jetting single curing methodology, a ROMP monomer in one or more of the modeling material formulations can be replaced by a non-ROMP curable material.
[0481] In some of any of the embodiments described herein, one or more of the modeling material formulations, according to any one of the embodiments described herein and any combination thereof, further comprises an initiator of the non-ROMP reaction (a non-ROMP initiator).
[0482] In some of these embodiments, the initiator is comprised in one or more modeling material formulations which are devoid of a non-ROMP curable material. In some embodiments, one or more of the modeling material formulations comprise a ROMP monomer and a non-ROMP initiator. In some embodiments, such a formulation is devoid of one or more of the ROMP components of the ROMP system (e.g., a catalyst, an activator, a pre-catalyst).
[0483] In exemplary embodiments of a dual jetting methodology according to these embodiments, one modeling material formulation, formulation A, comprises a ROMP monomer and another modeling material formulation, formulation B comprises a non-ROMP curable material. In some embodiments, formulation A further comprises a ROMP pre-catalyst (optionally encapsulated) and a non-ROMP initiator (latent or active, optionally encapsulated), and formulation B further comprises a ROMP activator (latent or not, encapsulated or non-encapsulated). In some embodiments, formulation A further comprises a ROMP activator (latent or not, optionally encapsulated) and a non-ROMP initiator (latent or active, optionally encapsulated), and formulation B further comprises a ROMP pre-catalyst (optionally encapsulated). In some embodiments, formulation A further comprises a non-ROMP initiator (latent or active, optionally encapsulated) and formulation B further comprises a ROMP catalyst (latent or active, optionally encapsulated). In some embodiments, formulation A further comprises a ROMP activator (latent or not, optionally encapsulated) and a non-ROMP initiator (latent or active, optionally encapsulated), and formulation B further comprises a ROMP activator (latent or not, encapsulated or non-encapsulated) and a ROMP pre-catalyst (optionally encapsulated).
[0484] Other combinations are also contemplated. For example, in any of the formulations described herein for the multi-jetting single curing methodology, a ROMP monomer in one or more of the modeling material formulations can be replaced by a non-ROMP curable material, and one or more of the formulations further comprises a non-ROMP initiator (latent or active, optionally encapsulated).
[0485] In some of any of the embodiments described herein, the method further comprises exposing the formulation to one or more conditions for inducing polymerization and/or curing of the one or more non-ROMP curable systems. In some embodiments, the condition for inducing ROMP and the condition for inducing polymerization and/or curing of the non-ROMP curable material(s) are the same. In some embodiments, the conditions are different and can be applied simultaneously or sequentially, as desired or required.
[0486] Curable Systems:
[0487] A "curable system" as described herein refers to a system that comprises one or more curable materials, as defined herein.
[0488] In some of any of the embodiments described herein, a "curable system" comprises one or more curable materials and optionally one or more initiators and/or catalysts for initiating curing of the curable materials, and, further optionally, one or more conditions (also referred to herein as curing conditions) for inducing the curing, as described herein.
[0489] In some of any of the embodiments described herein, a curable material is a monomer or a mixture of monomers and/or an oligomer or a mixture of oligomers which can form a polymeric material upon a polymerization reaction, when exposed to a condition at which curing, as defined herein, occurs (a condition that affects or induces curing).
[0490] A "bifunctional" or "multifunctional" curable material or monomer is meant to describe curable materials that result in a polymeric material that features two or more functional groups, and hence can act also as a cross-linker, for cross-linking polymeric chains formed of the same and/or different curable materials in the building material.
[0491] In some embodiments, a curable system further comprises an initiator for initiating the curing and/or polymerization of the curable material(s). The initiator can be active towards the initiation of the curing and/or polymerization in the curable system or can be inactive towards this initiation.
[0492] Inactive initiators can be latent initiators, which are activatable upon exposure to a condition, and this condition induces the curing and/or polymerization.
[0493] Alternatively, inactive initiators can be inactive due to physical separation from the curable material(s). The physical separation can be effected by means of capsules, preferably degradable capsules as described herein. Such initiators are activatable by a condition that removes the physical separation, e.g., induces release of the initiator from the capsule, as described herein.
[0494] Further alternatively, inactive initiators can be chemically activated by an activator, and become active upon a condition that results in contacting the activator, similarly to any of the embodiments described herein in the context of a pre-catalyst and an activator.
[0495] In some of any of the embodiments described herein, depending on its components and chemistry, a curable system further requires a condition for effecting curing and/or polymerization of the curable materials.
[0496] In some of any of the embodiments described herein, the one or more modeling material formulations comprise a curable system that is an active system, namely, the components included in the one or more modeling material formulations can undergo polymerization or curing without a stimulus.
[0497] In some of any of the embodiments described herein, the one or more modeling material formulation comprise a curable system that is inactive, namely, the components included in the one or more modeling material formulations can undergo polymerization or curing only when exposed to a condition that induces curing.
[0498] A curable system as described herein may comprise, in addition to a curable material, an initiator and optionally an activator.
[0499] A curable system as described herein can be a ROMP system, as described herein in any of the respective embodiments, which comprises one or more ROMP monomers, as described herein in any of the respective embodiments.
[0500] In embodiments pertaining to dual or multi-curing, along with dual or multi-jetting, the two or more modeling material formulations further comprise components of additional, one or more curable systems, either in the same, and preferably, in different formulations.
[0501] Herein throughout, curable systems which comprise curable materials that are curable and/or polymerizable via a polymerization or curing reaction other than ROMP, are referred to herein also as non-ROMP curable systems. The components of such systems are also referred to herein as non-ROMP components, for example, non-ROMP curable materials, non-ROMP initiators, non-ROMP activators, and non-ROMP inducing condition (or condition for inducing non-ROMP polymerization and/or curing or for initiating a non-ROMP reaction).
[0502] In some of any of the embodiments described herein, a concentration of a curable material, including a ROMP monomer, in a modeling material formulation containing same ranges from about 20% to about 99% or from about 50% to about 99% by weight of the total weight of the modeling material formulation, including any subranges and intermediate values therebetween.
[0503] In some of these embodiments, a modeling material formulation comprises a single curable material, at the indicted concentration range.
[0504] In some of these embodiments, a modeling material formulation comprises two or more curable materials, and the total concentration of curable materials ranges from about 20% or from about 50% to about 99% by weight of the total weight of the formulation.
[0505] In some of any of the embodiments described herein, a concentration of additional reactive components in a curable system as described herein, including, for example, a ROMP catalyst, a ROMP activator, a non-ROMP initiator, a non-ROMP activator (or co-initiator), in a modeling material formulation containing same individually ranges (for each component) from about 0.001% to about 10%, or from about 0.01% to 5% by weight of the total weight of the modeling material formulation, including any subranges and intermediate values therebetween.
[0506] In some embodiments, a concentration of a ROMP catalyst (active or latent) or a ROMP pre-catalyst in a modeling material formulation containing same independently ranges from about 0.001% to about 1%, or from about 0.001% to about 0.1% by weight of the total weight of the modeling material formulation, including any subranges and intermediate values therebetween.
[0507] In some embodiments, a concentration of a ROMP inhibitor in a modeling material formulation containing same independently ranges from about 0.001% to about 1%, or from about 0.001% to about 0.1% by weight of the total weight of the modeling material formulation, including any subranges and intermediate values therebetween.
[0508] In some embodiments, a concentration of a ROMP activator (active or latent) in a modeling material formulation containing same independently ranges from about 0.001% to about 5%, or from about 0.001% to about 1% by weight of the total weight of the modeling material formulation, including any subranges and intermediate values there between. In some of these embodiments, a modeling material formulation comprises a single reactive component, at the indicted concentration range.
[0509] In some of these embodiments, a modeling material formulation comprises two or more curable materials reactive components, and the total concentration of the reactive components materials ranges from about 0.001% to about 10% by weight of the total weight of the formulation, including any subranges and intermediate values therebetween.
[0510] In some of any of the embodiments described herein, components which form a curable system as described herein are referred to as reactive components or materials, and curable components are referred to as reactive polymerizable components, materials, monomers, or groups, interchangeably.
[0511] In some of any of the embodiments described herein, a curable material can be a monofunctional curable material, which comprises one polymerizable group that participates in the polymerization or curing, or a bifunctional or multifunctional curable material, as defined herein.
[0512] Additional components included in the modeling material formulations as described herein, which do not undergo a polymerization and/or curing, are also referred to herein as non-reactive materials or components.
[0513] Non-ROMP curable systems according to some of the present embodiments, can be, for example, curable systems in which the non-ROMP curable material(s) undergo curing and/or polymerization via free radical polymerization. Such systems are also referred to herein as free-radical curable systems.
[0514] Any free-radical curable system that is usable in 3D inkjet printing processes and systems is contemplated by these embodiments.
[0515] In some embodiments, free-radical polymerizable (curable) components may include mono-functional and/or multi-functional acrylic and/or methacrylic monomers, acrylic and/or methacrylic oligomers, and any combination thereof. Other free-radical polymerizable compounds may include vinyl ethers and other components (monomers or oligomers) with a reactive double bond.
[0516] An acrylic or methacrylic oligomer can be, for example, a polyester of acrylic acid or methacrylic acid, oligomers of urethane acrylates and urethane methacrylates. Urethane-acrylates are manufactured from aliphatic or aromatic or cycloaliphatic diisocyanates or polyisocyanates and hydroxyl-containing acrylic acid esters. Oligomers may be mono-functional or multifunctional (for example, di-, tri-, tetra-functional, and others). An example is a urethane-acrylate oligomer marketed by IGM Resins BV (The Netherlands) under the trade name Photomer-6010.
[0517] An acrylic or methacrylic monomer can be, for example, an ester of acrylic acid or methacrylic acid. Monomers may be mono-functional or multifunctional (for example, di-, tri-, tetra-functional, and others). An example of an acrylic mono-functional monomer is phenoxyethyl acrylate, marketed by Sartomer Company (USA) under the trade name SR-339. An example of an acrylic di-functional monomer is propoxylated (2) neopentyl glycol diacrylate, marketed by Sartomer Company (USA) under the trade name SR-9003.
[0518] Either the monomer or the oligomer might be polyfunctional, and can be, for example, Ditrimethylolpropane Tetra-acrylate (DiTMPTTA), Pentaerythitol Tetra-acrylate (TETTA), Dipentaerythitol Penta-acrylate (DiPEP). Any other curable material that is polymerizable by free radical polymerization is contemplated.
[0519] In some embodiments, a free-radical polymerizable material is polymerizable or curable by exposure to radiation. Systems comprising such a material can be referred to as photo-polymerizable free-radical systems, or photoactivatable free-radical systems.
[0520] In some embodiments, a free-radical curable system further comprises a free radical initiator, which produces free radicals for initiating the polymerization and/or curing.
[0521] In some embodiments, a condition for initiating free-radical curing and/or polymerization comprises is a condition that induced free radical generation by the initiator. The initiator in such cases is a latent initiator, which produces free radicals when exposed to the condition.
[0522] In some embodiments, the initiator is a free-radical photoinitiator, which produces free radicals when being exposed to radiation.
[0523] In some of any of the embodiments described herein for free-radical curable systems, the radiation is UV radiation, and the system is a UV-curable system.
[0524] A free-radical photoinitiator may be any compound that produces a free radical on exposure to radiation such as ultraviolet or visible radiation and thereby initiates a polymerization reaction. Non-limiting examples of suitable photoinitiators include benzophenones (aromatic ketones) such as benzophenone, methyl benzophenone, Michler's ketone and xanthones; acylphosphine oxide type photo-initiators such as 2,4,6-trimethylbenzolydiphenyl phosphine oxide (TMPO), 2,4,6-trimethylbenzoylethoxyphenyl phosphine oxide (TEPO), and bisacylphosphine oxides (BAPO's); benzoins and bezoin alkyl ethers such as benzoin, benzoin methyl ether and benzoin isopropyl ether and the like. Examples of photoinitiators are alpha-amino ketone, and bisacylphosphine oxide (BAPO's).
[0525] A free-radical photo-initiator may be used alone or in combination with a co-initiator. Co-initiators are used with initiators that need a second molecule to produce a radical that is active in the photocurable free-radical systems. A co-initiator of a photoinitiator is also referred to herein as a non-ROMP activator. Benzophenone is an example of a photoinitiator that requires a second molecule, such as an amine, to produce a free radical. After absorbing radiation, benzophenone reacts with a ternary amine by hydrogen abstraction, to generate an alpha-amino radical which initiates polymerization of acrylates. Non-limiting example of a class of co-initiators are alkanolamines such as triethylamine, methyldiethanolamine and triethanolamine.
[0526] Representative examples of UV curable materials of a free-radical curable system include, but are not limited to, tricyclodecane dimethanol diacrylate SR 833S, Phenoxy ethyl Acrylate SR 339, Isobornyl acrylate SR 506D and etc. Other examples are provided in Table 2 herein.
[0527] In some of any of the embodiments described herein, one or more of the modeling material formulations containing a free-radical curable system comprises a radical inhibitor, for preventing or slowing down polymerization and/or curing prior to exposing to the curing condition.
[0528] In some of any of the embodiments described herein, the one or more additional curable systems is/are polymerizable or cured via cationic polymerization, and are referred to herein also as cationic polymerizable or cationic curable systems.
[0529] The curable components or materials of such systems undergo polymerization or curing via cationic polymerization.
[0530] Exemplary cationically polymerizable components include, but are not limited to, epoxy-containing materials (monomers or oligomers), caprolactams, caprolactones, oxetanes, and vinyl ethers (monomers or oligomers).
[0531] Non-limiting examples of epoxy-containing curable compounds include Bis-(3,4 cyclohexylmethyl) adipate, 3,4-epoxy cyclohexylmethyl-3,4-epoxycyclohexyl carboxylate, 1,2 epoxy-4-vinylcyclohexane, 1,2-epoxy hexadecane, 3,4-epoxy cyclohexylmethyl-3,4-epoxy cyclohexane carboxylate, which is available, for example, under the trade name UVACURE 1500 from Cytec Surface Specialties SA/NV (Belgium) and mono or multifunctional silicon epoxy resins such as PC 1000 which is available from Polyset Company (USA).
[0532] In some embodiments, a cationic polymerizable material is polymerizable or curable by exposure to radiation. Systems comprising such a material can be referred to as photo-polymerizable cationic systems, or photoactivatable cationic systems.
[0533] In some embodiments, a cationic curable system further comprises a cationic initiator, which produces cations for initiating the polymerization and/or curing.
[0534] In some embodiments, a condition for initiating cationic curing and/or polymerization comprises is a condition that induced cation generation by the initiator. The initiator in such cases is a latent initiator, which produces cations when exposed to the condition.
[0535] In some embodiments, the initiator is a cationic photoinitiator, which produces cations when exposed to radiation.
[0536] In some of any of the embodiments described herein for cationic curable systems, the radiation is UV radiation, and the system is a cationic UV-curable system.
[0537] Suitable cationic photoinitiators include, for example, compounds which form aprotic acids or Bronstead acids upon exposure to ultraviolet and/or visible light sufficient to initiate polymerization. The photoinitiator used may be a single compound, a mixture of two or more active compounds, or a combination of two or more different compounds, i.e. co-initiators. Non-limiting examples of suitable cationic photoinitiators include aryldiazonium salts, diaryliodonium salts, triarylsulphonium salts, triarylselenonium salts and the like. An exemplary cationic photoinitiator is a mixture of triarylsolfonium hexafluoroantimonate salts.
[0538] Non-limiting examples of suitable cationic photoinitiators include P-(octyloxyphenyl) phenyliodonium hexafluoroantimonate UVACURE 1600 from Cytec Company (USA), iodonium (4-methylphenyl)(4-(2-methylpropyl)phenyl)-hexafluorophosphate known as Irgacure 250 or Irgacure 270 available from Ciba Speciality Chemicals (Switzerland), mixed arylsulfonium hexafluoroantimonate salts known as UVI 6976 and 6992 available from Lambson Fine Chemicals (England), diaryliodonium hexafluoroantimonate known as PC 2506 available from Polyset Company (USA), (tolylcumyl) iodonium tetrakis (pentafluorophenyl) borate known as Rhodorsil.RTM. Photoinitiator 2074 available from Bluestar Silicones (USA), iodonium bis(4-dodecylphenyl)-(OC-6-11)-hexafluoro antimonate known as Tego PC 1466 from Evonik Industries AG (Germany).
[0539] In some of any of the embodiments described herein, the non-ROMP curable system is any other system that is usable in 3D-printing processes and systems. Additional examples include, without limitation, systems based on polyurethane chemistry, in which isocyanate-containing compounds and hydroxyl-containing compounds (e.g., polyols) react via polycondensation in the presence of a catalyst and/or upon exposure to UV radiation), thiol chemistry, in which mercaptopropionate-based curable materials polymerize when exposed to UV in the presence of a free-radical photoinitiator, and more.
[0540] In some of any of the embodiments described herein, the non-ROMP curable systems comprise a combination of two or more non-ROMP curable systems.
[0541] In some of any of the embodiments described herein, at least one, and preferably each, of the non-ROMP curable systems in the modeling material formulations described herein is activatable upon exposure to the same condition as does a ROMP system. That is, curing of all the curable systems is effected upon exposure to the same curing inducing condition, as described herein.
[0542] In some of these embodiments, the ROMP system is a photoactivatable system and the one or more non-ROMP curable systems are also photoactivatabe systems.
[0543] In some of these embodiments, the systems are UV-curable, that is, the condition inducing curing is effected by exposure to UV radiation, as described herein.
[0544] Photoactivatable ROMP systems are described herein.
[0545] Photoactivatable non-ROMP systems may include free radical photopolymerizable compounds (e.g., Tricyclodecane dimethanol diacrylate SR 833S, Phenoxy ethyl Acrylate SR 339, Isobornyl acrylate SR 506D and so on), and/or cationic polymerizable compounds (e.g., cycloaliphatic epoxide Uvacure 1500, epoxidized polybutadiene polyBD605E, limonene dioxide Celloxide 3000, Difunctional silicon-containing epoxy resin PC2000, etc.), optionally in combination with a free radical photoinitiator or a cationic photoinitiator, respectively, as described herein.
[0546] In some of any of the embodiments described herein, when a curable system is photoactivatable, a modeling material formulation can further comprise a photosensitizer.
[0547] In dual or multi-jetting methodologies, the photosensitizer can be included in a modeling material formulation that comprises a respective photocurable material (including a ROMP monomer) or in another formulation, that is devoid of the photocurable material. In some embodiments, the photosensitizer is included in a modeling material that is devoid of one or more of the components which are activatable by exposure to radiation. Such components include, for example, an active ROMP catalyst that is encapsulated by a photodegradable capsule, a latent ROMP catalyst that is photoactivatable, a latent activator that is photoactivatable, an activator that is encapsulated by a photodegradable capsule, a photoinitiator, as described herein, an initiator or co-initiator that in encapsulated in photodegradable capsule, and so forth.
[0548] Exemplary photosensitizers include, but are not limited to, 2-isopropylthioxanthone and 4-isopropylthioxanthone, marketed as SPEEDCURE ITX and referred to herein also as ITX, 9,10-Dibutoxy anthracene marketed as Anthracure.RTM. UVS-1331, Phenothiazine (253 and 318 nm), Anthracene, and a curcumin compound such as marketed as Ecocol curcumin colour 95%
[0549] Table 2 below presents a list of exemplary components which can be included, in any combination, in a UV-curable non-ROMP system as described herein in any one of the embodiments and any combinations thereof. In embodiments pertaining to a dual jetting methodology, the components can be included in one or more modeling material formulations, as described herein.
TABLE-US-00004 TABLE 2 Trade Name Chemical Type Function Supplier SR423A Isobornyl methacrylate Free radical Sartomer Oligomer SR-843 Tricyclodecane Free radical Sartomer dimethanol Monomer dimethacrylate SR-351 Trimethylol propane Free radical Sartomer triacrylate bifunctional monomer (Cross-linker) PHOTOMER Bis Phenol A Free radical Cognis 4028F Ethoxylated Acrylic oligomer Diacrylate (bifunctional) SR506D Isobornyl acrylate Free radical Sartomer Acrylic oligomer SR833S Tricyclodecane Free radical Sartomer dimethanol diacrylate Acrylic oligomer EBECRYL Silicon acrylated Phase separation UCB 350 oligomer promoter Chemicals UVCURE P-(octyloxyphenyl) Cationic CYTEC 1600 phenyliodonium photoinitiator hexafluoroantimonate IGRACURE Alpha, alpha-dimethoxy Free radical CIBA I-651 alpha photoinitiator phenylacetophenone Uvacure 1500 Cycloaliphatic epoxide Cationic Cytec monomer TPO Diphenyl (2,4,6 Free radical BASF trimethylbenzoyl) photoinitiator phosphine oxide BR 970 Urethane diacrylate Free radical IGM Acrylic oligomer SPEEDCURE 2-isopropylthioxanthone Cationic LAMBSON ITX and photo sensitizer 4-isopropylthioxanthone BYK 3570 Acrylfunctional Additive BYK polyester modified polydimethlsiloxane CURCUMIN 1,6-Heptadiene-3,5- Cationic AXOWIN dione, 1,7-bis(4- photosensitizer hydroxy-3- methoxyphenyl)- DBS-C21 Carbinol Toughening GELEST hydroxyterminated agent PDMS
[0550] The First and Second Modeling Material Formulations:
[0551] According to some of any of the embodiments described herein, the building material formulation comprises at least a first and a second modeling material formulations, which react with one another to form the modeling material.
[0552] It is to be noted that more than two modeling formulations can be included in the building material formulation, and that at least two of these formulations, and optionally three or more of these formulations, react with one another to form the modeling material.
[0553] In some of any of the embodiments described herein, the first modeling material formulation comprises a first material, which is referred to herein as a first ROMP monomer. Any of the ROMP monomers described herein and in the art are contemplated.
[0554] In some of any of the embodiments described herein, the second modeling material formulation comprises at least a second material that reacts with the ROMP monomer so as to form a cured model material when exposed to a curing condition (e.g., a ROMP inducing condition as described herein).
[0555] By "reacting" and grammatical diversion thereof, it is meant that two or more substances in the compositions interact with one another physically and/or chemically, while forming the building material. The term "reacting" and grammatical diversions is also referred to herein interchangeably as "interacting" and corresponding grammatical diversions thereof.
[0556] The interaction can thus be, for example, a physical interaction such as physical absorption, entanglement, incorporation or any other interaction that leads to a form in which two or more substances are interconnected. For example, one substance can form a polymeric network and the other substance can be entangled with or incorporated within the network. Alternatively, both substances can form polymeric networks which are intermixed with one another.
[0557] The interaction alternatively or in addition can be a chemical interaction, in which two or more substances in the formulations undergo a chemical reaction that leads to a bond formation. The bond can be an ionic bond, a hydrogen bond, or a covalent bond, and is preferably a covalent bond.
[0558] In some of any of the embodiments described herein, the interaction comprises a chemical reaction, such that at least the first ROMP monomer and the second material, and optionally other components in one or more of the formulations, chemically react with one another.
[0559] In some of any of the embodiments described herein, the interaction occurs once the first and second compositions are being contacted with one another.
[0560] By "being contacted" it is meant that the first and second formulations are in a proximity that enables a chemical reaction between two or more substances in the compositions to occur. An exemplary suitable proximity, in the context of the present embodiments, is, for example, of adjacent voxels within a layer of dispensed drops, and/or of drops deposited one onto (on top of) the other within the same voxel of a layer.
[0561] For example, by forming one or more voxels of the first model formulation and one or more adjacent voxels of the second model formulation, the first and second model formulations are contacted and an interaction (e.g., a chemical reaction) occurs.
[0562] In some of any of the embodiments described herein, the interaction (e.g., chemical reaction) occurs upon exposure to a curing condition, as defined herein.
[0563] In some of any of the embodiments described herein, the first model formulation comprises at least a first material which is a first ROMP monomer and the second model formulation comprises at least a second material, and the second material interacts (e.g., chemically reacts) with the first ROMP monomer to form the building (e.g., modeling) material upon being contacted and exposed to curing condition.
[0564] In some of any of the embodiments described herein, the ratio between materials included in the first model formulation (e.g., a first ROMP monomer) and materials included in the second model formulation (e.g., a second material), which interact (e.g., chemically react) to form a building (e.g., modeling) material, determines the chemical composition of a building material.
[0565] By selecting a ratio of the number of voxels of the first model formulation and the number of voxels of the second model formulation, in a voxel block where the first and second model formulations are dispensed and react, a chemical composition of the building material is determined. Selecting different ratios of the first and the second model formulations, and thus of the first and second materials, for each voxel block, results in building materials of different chemical compositions in each voxel block.
[0566] This enables obtaining a printed object in which at least two, and preferably much more, voxel blocks exhibit different properties, such as chemical properties, mechanical properties, thermal properties, optical properties, as described in further detail hereinbelow, based on the selected ratio.
[0567] It is to be noted that embodiments where one or both model formulations comprise both a first material and a second material that interact (e.g., chemically react) with one another to form the (cured) building (e.g., modeling) material are also contemplated. In some of these embodiments, the first and second materials do not react, or react slowly, with one another, without the presence of an additional material, in which case only one of the compositions further comprises such an additional material. Alternatively, in some of these embodiments, the first and second materials do not react, or react slowly, with one another, without being subjected to conditions that effect the reaction (e.g., a curing condition, as described herein, and/or a condition that induces a ROMP reaction, as described herein). In these embodiments, a ratio of the first and second materials in each model formulation is considered for selecting a ratio of the first and second model formulations.
[0568] In some of any of the embodiments described herein, one or both of the first and second model formulations comprises a curable material, which may form a building material upon being exposed to a curing condition.
[0569] The curable material comprises at least one ROMP monomer that undergoes ROMP when exposed to a condition that induces initiation of ROMP, as described herein, and the product of the curing, which is or forms a part of the cured modeling material is a polymer (a ROMP polymer) obtained by the ROMP of the at least one ROMP monomer.
[0570] In some of any of the embodiments described herein, the first model formulation comprises a first material which is a first ROMP monomer as described herein. In some embodiments, the first ROMP monomer can be used per se for forming a modeling material, when subjected to suitable conditions as described herein, optionally in the presence of catalysts and/or activators, as described herein in any of the respective embodiments.
[0571] In some of any of the embodiments described herein, the second modeling formulation comprises a second material, which participates in the ROMP in which a modeling material or a part thereof is formed of the first ROMP monomer.
[0572] In some embodiments, the second material, by chemically reacting with the first ROMP monomer, as defined herein, forms a part of the cured modeling material that is formed of the first ROMP monomer, when the first and second materials are exposed to a curing condition (e.g., a ROMP inducing condition) as described herein.
[0573] In some of any of the embodiments described herein, the second material is selected as being capable of modifying a property (e.g., a chemical, physical, thermal and/or mechanical property) of a modeling material formed of the first material, when chemically reacting with the first material upon exposure to a curing condition.
[0574] That is, a modeling material formed as a result of a chemical reaction between the first and the second materials has at least one property that is different from a respective property of a modeling material formed upon curing only the first ROMP monomer. This property may also depend on the ratio of the first and second materials participating in the reaction.
[0575] In some embodiments, the different property is not a result of a physical mixture of the two compositions but rather a result of a chemical reaction that occurs between the first and the second model formulations upon contacting one another and being exposed to a curing condition. The different property may be a result of the chemical reaction or a result of a physical interaction with another substance included in one or both formulations.
[0576] It is to be further noted that both the first and second model formulations are preferably exposed to the same curing condition under which the chemical reaction occurs. However, different curing conditions, or curing energies, or a combination of curing energies, is also contemplated, as described herein.
[0577] It is to be further noted that in some embodiments, subjecting the first and second model formulations, including at least the first and second materials, to an interaction (e.g., a chemical reaction), upon contacting the model formulations and exposure to a curing condition, results in a polymeric material, which is different from a polymeric material that is formed when each of the model formulations is subjected alone to the curing condition, even if such polymeric materials are physically mixed. That is, for example, the second material interacts with the first material when both are subjected to the same curing condition, and the obtained polymeric material is different from a polymeric material formed upon curing a first material, a polymeric material formed upon curing a second material, and/or a physical mixture of such polymeric materials. The polymeric material structure and/or properties also depend on the ratio between the materials getting in contact and exposed to curing energy.
[0578] As described herein, selecting a ratio of the first and second model formulations determines a chemical composition of the building (e.g., modeling) material within a voxel block.
[0579] A property of the modeling material which is modified by the second material, at a voxel level, can be, for example, a mechanical property, a physical property or a chemical property.
[0580] Mechanical properties which can be modified by the second material include, for example, elasticity, elongation at fracture, toughness, impact resistance at ambient temperature and/or at a low temperature, Shore hardness, heat deflection temperature (HDT), tear resistance, tensile strength, impact strength, flexural strength, creep resistance, and any additional mechanical property relevant to the formed building (e.g., modeling) material, as would be readily recognized by those skilled in the art.
[0581] Physical properties which can be modified by the second material include, for example, optical activity, light absorbance or transmittance, conductivity, crystallinity, phase transition temperature (e.g., Tm), and any additional physical property relevant to the formed building (e.g., modeling) material, as would be readily recognized by those skilled in the art.
[0582] Chemical properties which can be modified by the second material include, for example, hydrophobicity, hydrophilicity, chemical reactivity, solubility, adhesion, surface roughness, and any additional physical property relevant to the formed building (e.g., modeling) material, as would be readily recognized by those skilled in the art.
[0583] In some of any of the embodiments described herein, the degree by which a property of the modeling material is modified (with respect to a modeling material made of only the first material) is determined by selecting the ratio between the first and second model formulations, and hence between the first and second materials.
[0584] For example, when a first material interacts with a second material to form a modeling material that has a higher elasticity compared to a modeling material formed of the first material in the absence of the second material, the ratio between the first and the second modeling formulations determines the degree of elasticity of the (cured) modeling material, at a selected voxel block.
[0585] In another example, when a first material interacts with a second material to form a modeling material that has a higher elasticity compared to a modeling material formed of the first material in the absence of the second material, the ratio between the first and the second modeling formulations determines the degree of elasticity of the (cured) modeling material, at a selected voxel block.
[0586] In another example, when a first material interacts with a second material to form a modeling material that has a higher Impact resistance compared to a modeling material formed of the first material in the absence of the second material, the ratio between the first and the second model formulations determines the Impact resistance of the (cured) modeling material, at a selected voxel block.
[0587] In another example, when a first material interacts with a second material to form a modeling material that has a higher toughness (as described herein) compared to a modeling material formed of the first material in the absence of the second material, the ratio between the first and the second model formulations determines the toughness of the (cured) modeling material, at a selected voxel block.
[0588] In some of any of the embodiments described herein, the second material is selected capable of modifying a chemical, physical and/or mechanical property of a (cured) modeling material formed of the first ROMP monomer, upon interacting (e.g., chemically reacting) with the first ROMP monomer and exposure to a curing condition, as described herein. The degree of the modification is determined by the selected ratio.
[0589] In some of any of the embodiments described herein, the second material comprises a moiety which is such that when forming a part of a modeling material formed of the first ROMP monomer, a chemical, physical and/or mechanical property, as defined herein, of the (cured) modeling material is modified. The degree of the modification is determined by the selected ratio.
[0590] Such a moiety can be or can comprise a toughening moiety (a toughness modifying moiety), an impact modifying moiety, an elastomeric moiety, and optically-active moiety, a light-absorbing moiety, a hydrophobic moiety, a hydrophilic moiety and/or a chemically-reactive moiety, as these are described herein.
[0591] Each of the first and second modeling material formulations may comprise additional materials, which may or may not form a part of the (cured) building (e.g., modeling) material formed upon contacting the first and second model formulations. Such additional materials may participate in the interaction that forms the (cured) building (e.g., modeling) material. Alternatively, such additional materials induce the chemical reaction, yet may not form a part of the (cured) building (e.g., modeling) material. Exemplary such materials include, but are not limited to, catalysts, activators, inhibitors, initiators, pH-adjusting agents, and the like.
[0592] In some of any of the embodiments described herein, one or both of the first and second model formulations further comprises a second ROMP monomer, which is different from the first ROMP monomer.
[0593] In some of these embodiments, the first and second ROMP monomers chemically react, by co-polymerization, to form a modeling material which is or comprises a ROMP copolymer.
[0594] In some of these embodiments, the second ROMP monomer is a bi-functional or multi-functional ROMP monomer, as described herein. Such ROMP monomers can effect cross-linking of polymeric chains formed of, e.g., ROMP monomers, and thereby affect a property of the modeling material.
[0595] In some of these embodiments, the first ROMP monomer is a mono-functional monomer. However, the first ROMP monomer can also be di-functional or tri-functional, and reacting the first and second monomers may modify the cross-linking degree of the resulting polymeric material (cured modeling material).
[0596] In some of any of these embodiments, the second ROMP monomer is a second material as described herein, which modifies a property of the modeling material when chemically reacting with the first ROMP monomer, for example, for affecting cross-linking or modifying a cross-linking degree.
[0597] Alternatively or in addition, in some embodiments, the second ROMP monomer is the second material, and comprises a moiety that is capable of modifying a property of the modeling material formed of the first ROMP monomer. For example, the second ROMP monomer can be an unsaturated cyclic olefin, as described herein in any of the respective embodiments, which is substituted by, terminated with, or otherwise comprises, for example, an impact modifying moiety, a hydrophobic moiety, an elastomeric moiety, an optically active moiety, or any other moiety as described herein.
[0598] In some of any of the embodiments when the first and second materials are ROMP monomers, a chemical reaction between the first and second materials, namely, co-polymerization, occurs between the first and second model formulations.
[0599] In some of these embodiments, a mixture of ROMP monomers (or oligomers) is used to form the modeling material such that the latter is or comprises a co-polymer composed of this mixture of monomers, e.g., composed of repeating backbone units derived from one type of monomer (or oligomer) and repeating backbone units of another type of monomer (or oligomer), covalently linked therebetween in any order. A chemical composition of such a co-polymer is determined by the molar ratio of each of the ROMP monomers when polymerization occurs.
[0600] In some embodiments, the first material comprises a first plurality of a first ROMP monomer and the second material comprises a second plurality of a second ROMP monomer which is chemically different from the first ROMP monomer, as described herein. When contacted and exposed to a suitable curing condition, the first and second pluralities of monomers chemically react with one another to form a co-polymeric modeling material.
[0601] When the two model formulations chemically react, the modeling material is formed via co-polymerization of the monomers.
[0602] In exemplary embodiments, the second ROMP monomer is more hydrophobic compared to the first ROMP monomer, thus modifying the hydrophobicity of the building material.
[0603] For example, the second ROMP monomer may be substituted by a hydrophobic moiety, whereby the hydrophobic moiety does not participate in the ROMP when exposed to curing condition. When contacting such a second ROMP monomer as a second material with a first ROMP monomer which does not have a hydrophobic moiety, exposing to curing condition, and selecting a ratio of the first and second model formulations, the hydrophobicity of the co-polymer that forms the modeling material can be digitally controlled.
[0604] For example, the second ROMP monomer may be substituted by, or otherwise comprise, an elastomeric moiety, whereby the elastomeric moiety does not participate in the ROMP when exposed to curing condition. When contacting such a second ROMP monomer as a second material with a first ROMP monomer which does not have an elastomeric moiety, exposing to curing condition, and selecting a ratio of the first and second model formulations, the elasticity/toughness of the co-polymer that forms the modeling material can be digitally controlled.
[0605] In exemplary embodiments, a second ROMP monomer is a multifunctional ROMP monomer which affects a cross-linking degree of the co-polymer and thereby affects a stiffness of the polymer.
[0606] Similarly, the second ROMP monomer may be substituted by a chemically-reactive group, or a conductive group (e.g., a charged group), or a hydrophilic group, or a light-absorbing group, as defined herein, such that selecting a ratio of the first and second model formulations results in modifying a respective property of a modeling material made of the first curable material.
[0607] In alternative embodiments, a mixture of ROMP monomers is used to form the modeling material, whereby a polymerized material formed of at least one of the ROMP monomers interacts with a polymerized material formed of another ROMP monomer by cross-linking. A chemical composition of such a co-polymer is determined by the molar ratio of each of the ROMP monomers when polymerization occurs.
[0608] In exemplary embodiments, a polymer formed of the first ROMP monomer is cross-linked by the second ROMP monomer, or a polymer or oligomer formed therefrom, upon exposing to a suitable curing condition. Such cross-linking modifies one or more of the chemical, physical and mechanical properties of a modeling material formed of the first ROMP.
[0609] When contacting such first and second materials, exposing to suitable curing condition, and selecting a ratio of the first and second model formulations, various properties of the obtained modeling material can be digitally controlled.
[0610] In some of any of the embodiments described herein, the second material is a non-ROMP material, namely, it is not a cyclic unsaturated material as described herein, but it comprises an unsaturated moiety that can interact (e.g., chemically react) with a ROMP monomer during a ROMP reaction, and form a part of the polymeric material formed upon exposure to a curing condition (e.g., a ROMP inducing condition).
[0611] Such a material is also referred to herein as a ROMP reactive material.
[0612] In some embodiments, the second material is a ROMP reactive material which comprises a moiety that modifies a property of a ROMP polymer made of the first ROMP monomer.
[0613] Exemplary such second materials include elastomeric materials as described in further detail hereinbelow, such as, but not limited to, ethylene propylene rubber (EPR), ethylene propylene diene monomer (EPDM), Trilene 77, Trilene 67, and similar elastomeric compounds, featuring one or more vinyl or diene group(s) that can participate in a ROMP reaction.
[0614] In some of any of the embodiments described herein, at least one of the first and second modeling material formulations further comprises a catalyst for initiating ROMP, for example, ROMP of the first ROMP monomer or of a first and second ROMP monomers as described herein, according to any one of the respective embodiments described herein for a ROMP catalyst system and any combination thereof.
[0615] In some of any of the embodiments described herein, prior to exposing to the curing condition the catalyst does not initiate ROMP of the ROMP monomer(s).
[0616] The catalyst may be an active catalyst, a latent catalyst or a pre-catalyst, as described herein, and the ROMP monomer(s) and the catalyst can be included accordingly in the first and second formulations, as described herein for any of the respective embodiments of the model formulations comprising a ROMP system (for example, for a dual- or multi-jetting, single curing formulations).
[0617] In some embodiments, the first modeling formulation further comprises a ROMP catalyst, and the catalyst is activatable by the curing condition, as described herein.
[0618] In some embodiments, the catalyst is activatable by an activator, and at least one of the modeling material formulations comprises the activator and is devoid of the catalyst, as described herein.
[0619] In some embodiments, the first modeling material formulation comprises the first ROMP monomer and the activator and is preferably devoid of a pre-catalyst and the second modeling material formulation comprises the pre-catalyst, as described herein, and is preferably devoid of the activator.
[0620] In some embodiments, the first modeling material formulation comprises the first ROMP monomer and the pre-catalyst, and is preferably devoid of an activator, and the second modeling material formulation comprises the activator, as described herein, and is preferably devoid of a pre-catalyst.
[0621] In some of any of the embodiments described herein, at least one of the first and second modeling material formulations further comprises a ROMP inhibitor, as described herein.
[0622] In some of any of the embodiments described herein, at least one of the first and second modeling material formulations further comprises at least one non-ROMP material polymerizable or curable via a non-ROMP reaction, as described herein.
[0623] The first and second formulations according to these embodiments can be in accordance with any of the respective embodiments described herein for dual or multi-jetting, dual- or multi-curing.
[0624] In some of these embodiments, the curing condition further comprises a condition for inducing polymerization or curing of the at least one non-ROMP material.
[0625] In some of these embodiments, the non-ROMP material comprises a monomer and/or an oligomer polymerizable by free-radical polymerization, cationic polymerization, anionic polymerization, or polycondensation.
[0626] In some of these embodiments, the non-ROMP material is polymerizable or curable upon exposure to irradiation (photopolymerizable).
[0627] In some of these embodiments, at least one of the first and second modeling material formulations further comprises an initiator of the non-ROMP reaction.
[0628] In some of these embodiments, the initiator is comprised in at least one modeling material formulation which is devoid of the material polymerizable or curable via the non-ROMP reaction.
[0629] In some of any of these embodiments, the second material is the non-ROMP material polymerizable or curable via a non-ROMP reaction, as described herein.
[0630] The second material, according to these embodiments, forms a polymeric material that is different from the polymeric material formed of the first ROMP material, alone or in combination with other ROMP monomers (e.g., a second ROMP monomer, as described herein).
[0631] The physical interaction between these polymeric materials may modify a property of a modeling material of ROMP monomer or monomers, and the selected ratio determines the degree of the modification at the voxel level, as described herein.
[0632] In some embodiments, the non-ROMP curable material comprises a moiety that is capable of modifying the property, as described herein.
[0633] In some of any of these embodiments, the first and second formulations comprise a ROMP system and an additional curable system, as described herein in any of the respective embodiments.
[0634] In some of any of the embodiments described herein, the first material, as defined herein, forms the modeling material by reacting with a second material that is not a curable material.
[0635] In these embodiments, the curing of the first material occurs in the presence of the second material, and the second material forms a part of the modeling material, optionally by a physical interaction with the polymeric material formed of the first ROMP monomer or monomers, and optionally of non-ROMP curable materials, if present in one or both model formulations, as described herein.
[0636] In some embodiments, by interacting with the first material, or with a polymeric material formed therefrom, the second material forms a part of the modeling material obtained upon exposing the first material to curing condition.
[0637] In some of these embodiments, the first model formulation comprises the first material, as described herein (a first ROMP monomer), and another model formulation (e.g., the second model formulation) comprises the second material. The first and/or second formulation can further comprise any of the additional components (e.g., catalysts, activators, non-ROMP curable materials, initiators, or any other components of a curable system, as described herein in any of the respective embodiments).
[0638] By selecting the ratio of the first and second model formulations, and thus the ratio of the first material and the second material, for each voxel block, the property or properties imparted or modified by the second material is determined, and different modeling materials which exhibit a different degree of such property or properties, are obtained, for each voxel block.
[0639] In exemplary embodiments, the second material comprises a moiety such as, for example, an elastomeric moiety, an impact modifying moiety, an optically-active moiety, a light-absorbing moiety, a hydrophobic moiety, a hydrophilic moiety and/or a chemically reactive moiety.
[0640] In exemplary embodiments, the second material is or comprises a non-curable material that is capable of modifying one or more of the chemical, physical and mechanical properties described herein, by interacting with the first ROMP monomer or a polymeric material formed therefrom, optionally in combination with any of the other monomers or curable systems as described herein.
[0641] The non-curable materials can be, for example, fillers, pigments, dyes and/or toughening agents or toughness modifiers (e.g., impact modifying agents).
[0642] The non-curable material can interact with the polymeric material formed of at least the first ROMP monomer, and optionally of any other curable material in the first and second formulations by physical interactions as described herein.
[0643] The term "filler" describes an inert material that modifies the properties of a polymeric material and/or adjusts a quality of the end products. The filler may be an inorganic particle, for example calcium carbonate, silica, and clay.
[0644] Fillers may be added to the modeling formulation in order to reduce shrinkage during polymerization or during cooling, for example, to reduce the coefficient of thermal expansion, increase strength, increase thermal stability, reduce cost and/or adopt rheological properties. Nanoparticles fillers are typically useful in applications requiring low viscosity such as ink-jet applications.
[0645] The pigment may be a white pigment. The pigment may be an organic pigment or an inorganic pigment, or a metal pigment or a combination thereof.
[0646] In some embodiments, combinations of white pigments and dyes are used to prepare colored cured materials.
[0647] The dye may be any of a broad class of solvent soluble dyes. Some non-limiting examples are azo dyes which are yellow, orange, brown and red; anthraquinone and triarylmethane dyes which are green and blue; and azine dye which is black.
[0648] In some embodiments, one or more of the modeling material formulations comprises an antioxidant. In some embodiments, at least a modeling material formulation that comprises a ROMP catalyst comprises an anti-oxidant.
[0649] In some embodiments, one or more, or each, of the modeling material formulations comprises a proton donor. Proton donors are useful for accelerating the activation of a pre-catalyst by the activator, to thereby accelerate the ROMP reaction, in case such a catalyst is used. For example, a proton donor, when contacted with a chlorosilane activator as described herein generates HCl, which accelerates the activation of the pre-catalyst.
[0650] The proton donors can be reactive (curable) or non-reactive. Curable proton donors include, for example, ROMP monomers which bear acidic protons (e.g., hydroxy groups).
[0651] An exemplary proton donor is a hydroxy alkyl, for example, 1-butanol.
[0652] A concentration of the proton donor can range from about 0.1 to about 2%, by weight, of a modeling material formulation containing same, including any intermediate values and subranges therebetween.
[0653] According to some embodiments of the present invention, the non-curable material is or comprises a toughening agent.
[0654] The toughening agent, according to some embodiments, can be added to one or more (e.g., two) of the modeling material formulations.
[0655] The phrase "toughening agent" is also referred to herein as a "toughness modifying agent" or "toughness modifier" and encompasses one or more (e.g., a mixture of two or more) toughening agents and is used herein to describe agents that modify (e.g., improve) the toughness of a material containing same.
[0656] In some embodiments, the toughness is reflected by Impact resistance and/or tensile strength.
[0657] In some embodiments, a toughness modifying agent (a toughening agent) improves the Impact resistance and/or Tensile strength of a material containing same. In some embodiments, a toughness modifying agent (a toughening agent) improves the Impact resistance of a material containing. In some embodiments, a toughness modifying agent (a toughening agent) improves the Tensile strength of a material containing same. In some embodiments, a toughness modifying agent (a toughening agent) improves the Impact resistance and the Tensile strength of a material containing same.
[0658] The phrase "toughening agent" encompasses materials referred to herein as "Impact modifying agents" or "Impact modifiers".
[0659] According to some of any of the embodiments of the present invention, the toughening agent (e.g. Impact modifying agent) is an elastomeric material.
[0660] The phrase "elastomeric material" is also referred to herein and in the art interchangeably as "elastomer" and encompasses deformable, viscoelastic polymeric materials (typically co-polymers), including rubbers, liquid rubbers and rubbery-like materials.
[0661] In some embodiments, an elastomeric material as described herein comprises saturated and/or unsaturated hydrocarbon chains, preferably long hydrocarbon chains of at least 20 carbon atoms in length. In some embodiments, the hydrocarbon chains do not include heteroatoms (e.g., oxygen, nitrogen, sulfur) interrupting the chain or forming a part of the substituents of the chain.
[0662] In some embodiments, by "hydrocarbon" it is meant herein a material containing one or more chains comprised mainly (e.g., 80%, or 85% or 90%, or 95%, or 100%) of carbon and hydrogen atoms, linked to one another. Exemplary hydrocarbons include one or more alkyl, cycloalkyl and/or aryl moieties covalently linked to one another at any order.
[0663] Non-limiting examples of toughening agents include elastomeric materials such as, but not limited to, natural rubber, butyl rubber, polyisoprene, polybutadiene, polyisobutylene, ethylene-propylene copolymer, styrene-butadiene-styrene triblock rubber, random styrene-butadiene rubber, styrene-isoprene-styrene triblock rubber, styrene-ethylene/butylene-styrene copolymer, styrene-ethylene/propylene-styrene copolymer, ethylene-propylene-diene terpolymers, ethylene-vinyl acetate and nitrile rubbers. Preferred agents are elastomers such as polybutadienes.
[0664] Toughening agents such as elastomeric materials can be added to the formulation by incorporating in one or more of the modeling material formulations an elastomeric material in a dispersed/dissolved phase.
[0665] As demonstrated and discussed in the Examples section that follows, the present inventors have shown that the addition of a toughening agent provides for substantially improved mechanical properties (e.g., Impact resistance). The present inventors have further identified some characteristics of a toughening agent, which results in enhanced improvement in the mechanical properties and improved suitability to 3D inkjet printing of ROMP materials.
[0666] According to some of any of the embodiments described herein, the elastomeric material is characterized by at least one, at least two, or all of the following:
[0667] featuring a molecular weight lower than 50,000, or lower than 40,000, or, preferably, lower than 30,000, or lower than 20,000, or lower than 10,000 Daltons;
[0668] being non-reactive towards ROMP;
[0669] being dissolvable or dispersible in the one or more modeling material formulation(s) containing same; and
[0670] being capable of forming a multiphase (e.g., biphasic) structure when blended with the cured modeling material.
[0671] According to some of any of the embodiments described herein, the elastomeric material is dissolvable or dispersible in the modeling material formulation comprising same.
[0672] Depending on the methodology, the modeling material formulation comprising the elastomeric material may comprise a ROMP monomer and/or a non-ROMP monomer.
[0673] ROMP monomers and formulations containing same are typically hydrophobic. Therefore, in some embodiments, the elastomeric material is selected as dissolvable or dispersible in a modeling material formulation which comprises a ROMP monomer. In some embodiments, the elastomeric material is hydrophobic, and thereby exhibits compatibility, and dissolvability or dispersibility in the ROMP monomer formulation, which has a hydrophobic nature. In other embodiments, the elastomeric material is selected dissolvable or dispersible in a formulation which comprises, in addition to, or instead of, the ROMP monomer, a non-ROMP curable material as described herein in any of the respective embodiments.
[0674] According to some of any of the embodiments described herein, the elastomeric material is selected capable of forming a multiphase (e.g., biphasic) structure when blended with the cured modeling material.
[0675] As explained in the Examples section that follows and is known in the art, Impact resistance can be improved in case of a phase separation between the impact modifying agent and the polymeric matrix with which it is blended, namely, in case where there is a biphasic or multiphasic structure of the blend.
[0676] In some embodiments, an elastomeric material that is capable of forming a multiphase (e.g., biphasic) structure when blended with the cured modeling material can be regarded as non-soluble in the polymeric matrix formed upon exposing the modeling material formulation(s) to curing condition, namely, in the cured (or partially cured) modeling material.
[0677] According to some of any of the embodiments described herein, the elastomeric material is selected such that it is dissolvable or dispersible in the modeling material comprising same, and is further capable of forming a multiphase (e.g., biphasic) structure when blended with the cured modeling material.
[0678] In some of the embodiments pertaining to an elastomeric material that is capable of forming a multiphasic structure when blended with the cured modeling material, the ROMP monomer is or comprises a DCPD or a derivative thereof, as described herein.
[0679] It is to be noted that phase separation is not required for an Impact modifying agent to provide its effect in all cases. That is, when an elastomeric material is blended with a cured modeling material formed of a ROMP monomer-containing modeling material formulation(s), Impact resistance can be improved also when there is no phase separation (no biphasic or multiphasic structure is formed).
[0680] According to some of any of the embodiments described herein, the elastomeric material is non-reactive towards ROMP. By "non-reactive towards ROMP" it is meant that the elastomeric material does feature functional groups that can participate in ROMP. As known in the art, ROMP involves materials featuring unsaturated bonds. Accordingly, exemplary elastomeric materials which are non-reactive towards ROMP are saturated polymeric materials, namely, polymers and/or copolymers which do not comprise unsaturated bonds in their backbone chain. The pendant groups of such elastomeric materials may or may not comprise unsaturated bonds.
[0681] Elastomeric materials featuring a saturated backbone chain, namely, are devoid of unsaturated bonds in their backbone chain, are defined herein as "saturated" elastomeric materials.
[0682] In some of the embodiments pertaining to an elastomeric material that is non-reactive towards ROMP, the ROMP monomer is or comprises a DCPD or a derivative thereof, as described herein.
[0683] According to some embodiments of the present invention, the elastomeric material is a low molecular weight material, as defined herein, which is a saturated polymer or co-polymer.
[0684] According to some embodiments of the present invention, the elastomeric material is a low molecular weight material, as defined herein, which is hydrophobic.
[0685] According to some embodiments of the present invention, the elastomeric material is a low molecular weight material, as defined herein, which is a saturated polymer or co-polymer and which is further characterized as hydrophobic.
[0686] According to some of these embodiments, the elastomeric material is further characterized as dissolvable or dispersible in the modeling material formulation containing same and optionally further as forming a biphasic structure with the cured modeling material.
[0687] Non-limiting examples of elastomers usable as toughening agents according to the present embodiments include low molecular weight EPR elastomers, and low molecular weight polybutenes. Exemplary elastomeric materials suitable for use according to some of the present embodiments include, but are not limited to, low MW EPDM such as Trilene 67 (MW=37,000 Da) or Trilene 77 (MW=27,000 Da), liquid EPR elastomers such as Trilene CP80 (MW=23,000 Da) or Trilene CP1100 (MW=6600 Da), low MW polybutenes, low MW polyisoprenes, and the like. Preferred exemplary elastomeric materials include, but are not limited to, liquid EPR elastomers and polybutenes, having MW lower than 20,000 or lower than 12,000 Daltons. Non-limiting examples of elastomers usable as toughening agents according to the present embodiments are presented in Table 5 hereinbelow.
[0688] According to some of any of the embodiments, a concentration of the toughening agent (e.g., an elastomeric material as described herein) may range from about 0.1% to about 20%, or from about 1 to about 20%, or from about 1 to about 15%, or from about 1 to about 12%, or from about 1 to about 10%, or from about 2 to about 10%, or from about 2 to about 8%, by weight, of the total weight of a formulation containing same, including any intermediate values and subranges therebetween.
[0689] A concentration of the toughening agent (e.g. elastomeric materials as described herein), may range from about 0.10 phr to about 10 phr, or from about 0.1 phr to about 5 phr, relative to the weight of the formulation containing same.
[0690] A concentration of the toughening agent (e.g. elastomeric material as described herein) may alternatively range from about 0.1% to about 20%, or from about 1% to about 20%, or from about 1% to about 20%, or from about 5% to about 15% or from about 5% to about 10%, by weight, of the total weight of a formulation containing same, including any intermediate values and subranges therebetween.
[0691] In some embodiments, each of the modeling material formulations comprises an elastomeric material, as described herein.
[0692] In some embodiments, the non-curable material is or comprises other impact modifying agents, such as, for example, carbon fibers, carbon nanotubes, glass fibers, aramid Keylar, polyparaphenylene benzobisoxazole Zylon, and other polar and non polar impact modifiers.
[0693] Alternatively, or in addition, elastomeric materials other than the elastomeric materials described herein can be included. In some embodiments, a concentration of such elastomeric materials, if present, is lower than a concentration of the elastomeric materials described herein.
[0694] By controlling the ratio of the first and the second model formulations, the modeling material features variable degrees of the property or properties imparted by these agents at the voxel level, as described herein.
[0695] Alternatively, or in addition, one or more of the model formulations can comprise one or more surface active agents, stabilizers, and/or antioxidants.
[0696] In some embodiments, a modeling formulation comprises a surface active agent. A surface-active agent may be used to reduce the surface tension of the formulation to the value required for jetting or for printing process, which is typically from about 10 to about 50 dyne/cm. An exemplary such agent is a silicone surface additive.
[0697] Suitable stabilizers (stabilizing agents) include, for example, thermal stabilizers, which stabilize the formulation at high temperatures.
[0698] In some of any of the embodiments described herein, a curable material other than a ROMP monomer forms a polymeric material that comprises a polyester, a polycarbonate, a polyurethane, a polyether urethane, a polyether carbonate, a polyester carbonate, a polyester urethane, a polyanhydride, a polyamide, a polyacid, and copolymers thereof.
[0699] Curable materials that form such polymeric materials upon exposure to curing condition would be known to any person skilled in the art.
[0700] In some of any of the embodiments described herein, the curable materials are selected to form a polymeric (or co-polymeric) material upon exposure to heat.
[0701] In some of any of the embodiments described herein, the second material comprises a moiety (a component) that imparts or modifies a property of the polymeric material made of a ROMP monomer, as described herein.
[0702] In some embodiments, the property is a mechanical property and in some embodiments, it is the toughness (e.g., impact resistance and/or tensile strength. In these embodiments, the second material can be regarded as a toughening agent, and the ratio between the first and the second formulations determines a toughness property of the modeling material at a voxel block.
[0703] In these embodiments, the second material can be regarded as an impact modifying agent, and the ratio between the first and the second formulations determines an impact resistance property of the modeling material at a voxel block.
[0704] Herein throughout and in the art, the phrase "impact resistance", which is also referred to interchangeably, herein and in the art, as "impact strength" or simply as "impact", describes the resistance of a material to fracture by a mechanical impact, and is expressed in terms of the amount of energy absorbed by the material before complete fracture. Impact resistance can be measured using, for example, the ASTM D256-06 standard Izod impact testing (also known as "Izod notched impact", or as "Izod impact"), and is expressed as J/m.
[0705] In some embodiments, the property is a physical property and in some embodiments, it is the heat deflection temperature.
[0706] Herein throughout and in the art, the phrase "heat deflection temperature", or HDT, describes the temperature at which a specimen of cured material deforms under a specified load. Determination of HDT can be performed using the procedure outlines in ASTM D648-06/D648-07.
[0707] As described herein, other moieties can be included in the second material for affecting a property of the building material, as described herein.
[0708] Optically-active moieties include, for example, moieties that may rotate the plane of linearly polarized light about the direction of motion as the light travels therethrough.
[0709] Light-absorbing moieties include, for example, chromophore moieties, including dye moieties, fluorescent moieties, phosphorescent moieties, and the light.
[0710] Conductance modifying moieties, referred to herein also as conductive moieties, include, for example, conjugated moieties that allow charge transfer therethrough.
[0711] Metal chelating moieties include moieties that can form organometallic complexes with various metals or metal ions.
[0712] Hydrophobic moieties include hydrocarbon moieties, as described herein, containing more than 4 carbon atoms, preferably more than 6 carbon atoms, and more preferably more than 8 carbon atoms.
[0713] Hydrophilic moieties include, for example, hydrocarbons, as described herein, substituted by one, and preferably more, e.g., 2, 3, 4, 5, 6, 7, 8, 10, and even more, hydrophilic moieties such as hydroxyl, carboxylic acid, amine, and the like. The inclusion of hydrophilic moieties may affect the swelling properties of the building material (e.g., a modeling material or a support material).
[0714] Chemically-reactive moieties include, for example, moieties or groups that readily react with another moiety or compound to form a bond, as described herein. Such moieties allow for attaching an additional material to selected portions of a printed object.
[0715] Kits:
[0716] According to some of any of the embodiments described herein, there are provided kits containing the modeling material formulations as described herein. In some embodiments, a kit as described herein is usable in a method as described herein.
[0717] In some embodiments, a kit comprises a modeling material formulation system for use in a dual or multi-jetting methodology, as described herein. The components of each of the modeling material formulations (the first and second formulations, or Part A and Part B) are packaged individually in the kit and include a ROMP monomer or monomers, as described in any of the respective embodiments, and other components of a ROMP system, as described herein in any of the respective embodiments.
[0718] In exemplary embodiments, each of the first and the second formulations as described herein is individually packaged in a suitable packaging material, preferably, an impermeable material (e.g., water- and gas-impermeable material), and further preferably an opaque material; and both formulations are packaged together in the kit. In some embodiments, the kit further comprises instructions to use the formulations in an additive manufacturing process, preferably a 3D inkjet printing process as described herein. The kit may further comprise instructions to use the formulations in the process in accordance with the method as described herein. In some embodiments, the kits include instructions to avoid contact between the first and second formulations at any stage before printing is effected (e.g., before the formulations are dispensed from the nozzles).
[0719] In some embodiments the kit comprises two or more modeling material formulations, at least one of the formulations comprises a ROMP monomer as described herein in any of the respective embodiments.
[0720] In some of these embodiments, at least one of the formulations further comprises a toughening agent as described herein, and optionally further comprises a ROMP inhibitor, an antioxidant and/or a proton donor. In some of these embodiments, the toughening agent is an elastomer or an elastomeric material, as described herein in any of the respective embodiments.
[0721] In exemplary embodiments, the first formulation comprises a ROMP monomer as described herein (e.g., a RIM monomer), at a concentration of from 50 to 99% or from 70 to 99%, by weight, and a pre-catalyst as described herein (e.g., a mixture of two pre-catalysts as described herein), at a concentration of from 0.01 to 0.1% by weight, and optionally further comprises a ROMP inhibitor as described herein, at a concentration of 1 to 200 ppm, or 1 to 60 ppm, as described herein, a toughening agent (e.g., an elastomeric material as described herein) at a concentration of from 0.1 to 20%, by weight, and/or an anti-oxidant, at a concentration of 0.01-5%, by weight, and/or a filler as described herein, at a concentration of 0.01-20% by weight, of the total weight of the formulation.
[0722] In some of any of these embodiments, a second modeling material formulation (also referred to herein as Part B) comprises a ROMP monomer as described herein (e.g., a RIM monomer), which can be the same or different from the ROMP monomer included in the first formulation, and a ROMP activator (e.g., an organic chlorosilane), as described herein in any of the respective embodiments.
[0723] In some of these embodiments, the second formulation further comprises a toughening agent as described herein. In some of these embodiments, the toughening agent is an elastomer or an elastomeric material, as described herein in any of the respective embodiments.
[0724] In exemplary embodiments, the second formulation comprises a ROMP monomer as described herein (e.g., a RIM monomer), at a concentration of from 50 to 99% or from 70 to 99%, by weight, and a ROMP activator as described herein (e.g., an organic chlorosilane), at a concentration of from 0.01 to 2% by weight, and optionally further comprises a toughening agent (e.g., an elastomeric material as described herein) at a concentration of from 0.1 to 20%, by weight, and/or a filler as described herein, at a concentration of 0.01-20% by weight, of the total weight of the formulation.
[0725] The Object:
[0726] According to an aspect of some embodiments of the present invention there is provided a three-dimensional object, obtained by a method as described herein in any of the respective embodiments and any combination thereof. In some of these embodiments, the 3D object is obtainable by 3D inkjet printing.
[0727] The 3D object is characterized by at least one portion in which one voxel block exhibits a certain property or sets of properties, and another voxel block exhibits a different property or sets of properties. In some embodiments, the different property is a different degree of the same property or set of properties, for example, different toughness, different tensile strength, different impact resistance, different HDT, different stiffness, different elasticity, different chemical reactivity, etc.
[0728] Herein throughout, whenever the expression "at the voxel level" is used in the context of a different material and/or properties, it is meant to include differences between voxel blocks, as well as differences between voxels or groups of few voxels, and is preferably meant to include differences between voxel blocks.
[0729] In some embodiments, the 3D object further comprises, in at least a part thereof, a material featuring antioxidation, for example, in a form of a layer deposited on the surface of the object or a part thereof as described herein.
[0730] The Printing System:
[0731] FIG. 4 is a schematic illustration of a system 110 suitable for 3D inkjet printing of an object 112 according to some embodiments of the present invention. System 110 comprises a printing apparatus 114 having a printing unit 116 which comprises a plurality of printing heads. Each head preferably comprises an array of one or more nozzles 122, as illustrated in FIGS. 8A-C described below, through which a liquid (uncured) building material 124 is dispensed. Preferably, apparatus 114 is a three-dimensional inkjet printing apparatus. FIGS. 8A-B illustrate a printing head 116 with one (FIG. 8A) and two (FIG. 8B) nozzle arrays 22. The nozzles in the array are preferably aligned linearly, along a straight line. In embodiments in which a particular printing head has two or more linear nozzle arrays, the nozzle arrays are optionally and preferably can be parallel to each other. In some embodiments, two or more printing heads can be assembled to a block of printing heads, in which case the printing heads of the block are typically parallel to each other. A block including several inkjet printing heads 116a, 116b, 116c is illustrated in FIG. 8C. Printing heads 116 are optionally and preferably oriented along the indexing direction with their positions along the scanning direction being offset to one another.
[0732] Each printing head is optionally and preferably fed via a building material reservoir which may optionally include a temperature control unit (e.g., a temperature sensor and/or a heating device), and a material level sensor. To dispense the building material, a voltage signal is applied to the printing heads to selectively deposit droplets of material via the printing head nozzles, for example, as in piezoelectric inkjet printing technology. The dispensing rate of each head depends on the number of nozzles, the type of nozzles and the applied voltage signal rate (frequency). Such printing heads are known to those skilled in the art of solid freeform fabrication.
[0733] Preferably, but not obligatorily, the overall number of printing nozzles or nozzle arrays is selected such that half of the printing nozzles are designated to dispense support material formulation(s) and half of the printing nozzles are designated to dispense modeling material formulation(s), i.e. the number of nozzles jetting modeling material formulations is the same as the number of nozzles jetting support material formulations. In the representative example of FIG. 4, four printing heads 116a, 116b, 116c and 116d are illustrated. Each of heads 116a, 116b, 116c and 116d has a nozzle array. In this Example, heads 116a and 116b can be designated for modeling material/s and heads 116c and 116d can be designated for support material. Thus, head 116a can dispense a first modeling material formulation, head 116b can dispense a second modeling material formulation and heads 116c and 116d can both dispense a support material formulation. In an alternative embodiment, heads 116c and 116d, for example, may be combined in a single head having two nozzle arrays for depositing a support material formulation.
[0734] Yet it is to be understood that it is not intended to limit the scope of the present invention and that the number of modeling material formulations depositing heads (modeling heads) and the number of support material depositing heads (support heads) may differ. Generally, the number of modeling heads, the number of support heads and the number of nozzles in each respective head or head array are selected such as to provide a predetermined ratio, a, between the maximal dispensing rate of the support material and the maximal dispensing rate of modeling material. The value of the predetermined ratio, a, is preferably selected to ensure that in each formed layer, the height of modeling material equals the height of support material. Typical values for a are from about 0.6 to about 1.5.
[0735] For example, for a=1, the overall dispensing rate of support material is generally the same as the overall dispensing rate of the modeling material when all modeling heads and support heads operate.
[0736] In a preferred embodiment, there are M modeling heads each having m arrays of p nozzles, and S support heads each having s arrays of q nozzles such that M.times.m.times.p=S.times.s.times.q. Each of the M.times.m modeling arrays and S.times.s support arrays can be manufactured as a separate physical unit, which can be assembled and disassembled from the group of arrays. In this embodiment, each such array optionally and preferably comprises a temperature control unit and a material level sensor of its own, and receives an individually controlled voltage for its operation.
[0737] Apparatus 114 can further comprise a hardening device 324 which can include any device configured to emit light, heat or any other curing energy that may cause the deposited material to harden. For example, hardening device 324 can comprise one or more radiation sources, which can be, for example, an infrared lamp or any other source emitting heat-inducing radiation, as further detailed hereinabove, a UV radiation source. In some embodiments of the present invention, hardening device 324 serves for applying a curing condition to the modeling material. The present embodiments also contemplate configuration in which two different hardening devices apply different types of curing energies, as further detailed hereinabove.
[0738] The printing head and hardening devices are preferably mounted in a frame or block 128 which is preferably operative to reciprocally move over a tray 360, which serves as the working surface. Apparatus 114 can further comprise a tray heater 328 configured for heating the tray. These embodiments are particularly useful when the modeling material is hardened by heating (exposure to heat).
[0739] In some embodiments of the present invention the radiation sources are mounted in the block such that they follow in the wake of the printing heads to at least partially cure or solidify the materials just dispensed by the printing heads. Tray 360 is positioned horizontally. According to the common conventions an X-Y-Z Cartesian coordinate system is selected such that the X-Y plane is parallel to tray 360. Tray 360 is preferably configured to move vertically (along the Z direction), typically downward.
[0740] In various exemplary embodiments of the invention, apparatus 114 further comprises one or more leveling devices 132. Leveling device 132 serves to straighten, level and/or establish a thickness of the newly formed layer prior to the formation of the successive layer thereon. Leveling device 132 can comprise one or more rollers 326. Rollers 326 can have a generally smooth surface or can have a patterned surface. In some embodiments of the present invention one or more of the layers is straightened while the formulation within the layer is at a cured or partially cured or uncured state. In these embodiments, leveling device 132 is capable of reforming the solidified portion of the formulation. For example, when leveling device 132 comprises one or more rollers at least one of these rollers is capable of milling, grinding and/or flaking the solidified portion of the formulation. Preferably, in these embodiments, the roller has a non-smooth surface so as to facilitate the milling, grinding and/or flaking. For example, the surface of the roller can be patterned with blades and/or have a shape of an auger.
[0741] In some embodiments of the present invention one or more of the layers is straightened while the formulation within the layer is uncured. In these embodiments, leveling device 132 can comprise a roller or a blade, which is optionally and preferably, but not necessarily, incapable of effecting milling, grinding and/or flaking.
[0742] Leveling device 132 preferably comprises a waste collection device 136 for collecting the excess material generated during leveling. Waste collection device 136 may comprise any mechanism that delivers the material to a waste tank or waste cartridge. Optionally, leveling device 132 is a self-cleaning leveling device, wherein cured or partially cured or uncured formulation is periodically removed from leveling device 132. A representative Example of a self-cleaning leveling device is illustrated in FIG. 7. Shown in FIG. 7 is a double roller having a first roller 356 that contacts and straightens a layer 358 and a second roller 354 that is in contact with the first roller 356 but not with the layer 358 and which is configured to remove the formulation from the first roller 358. When first roller 356 has a non-smooth surface, second roller 354 preferably is also non-smoothed wherein the pattern formed on the surface of roller 354 is complementary to the pattern formed on the surface of roller 356, so as to allow roller 354 to clean the surface of roller 358.
[0743] Apparatus 114 can also comprise a chamber 350 enclosing at least heads 116 and tray 360, but may also enclose other components of system 110, such as, but not limited to, devices 132 and 324, frame 128 and the like. In some embodiments of the present invention apparatus 114 comprises a chamber heater 352 that heats the interior of chamber 350 as further detailed hereinabove. Chamber 350 is preferably generally sealed to an environment outside chamber 350.
[0744] In some embodiments of the present invention chamber 350 comprises a gas inlet 364 and the system comprises a gas source 366 configured for filling said chamber by an inert gas through gas inlet 364. Gas source 366 can be a container filled with the inert gas. The gas can be any of the inert gases described above. Optionally, chamber 350 is also formed with a gas outlet 368 for allowing the gas to exit chamber 350 if desired. Both inlet 366 and outlet 368 are of the present embodiments provided with valves (not shown) so as to controllably allow entry and/or exit of the gas to and from chamber 350. Preferably, controller 152 generates, continuously or intermittently, inflow and outflow of the inert gas through gas inlet 366 and gas outlet 368. This can be achieved by configuring controller 152 to control at least one of source 366, inlet 364 and outlet 368. Optionally, system 110 comprises a gas flow generating device 370, placed within chamber 350 and configured for generating a flow of the inert gas within chamber 350. Device 370 can be a fan or a blower. Controller 152 can be configured for controlling also device 370, for example, based on a predetermined printing protocol.
[0745] In some embodiments of the present invention apparatus 114 comprises a mixing chamber 362 for preparing the modeling material formulation prior to entry of the modeling material formulation into a respective head. In the schematic illustration of FIG. 4, which is not to be considered as limiting, chamber 362 receives materials from different containers, mixes the received materials and introduces the mix to two heads (heads 116b and 116a, in the present example). However, this need not necessarily be the case since in some embodiments chamber 362 can receive materials from different containers, mixes the received materials and introduces the mix only to more than two heads of only to one head. Preferably, the position and fluid communication between mixing chamber 362 and respective head is selected such that at least 80% or at least 85% or at least 90% or at least 95% or at least 99% or the modeling material formulation that enters the respective head or heads (e.g., heads 116b and 116a in the present example) remains uncured. For example, chamber 362 can be attached directly to the printing head or the printing block, such that motion of the printing head is accompanied by motion of the mixing chamber. These embodiments are particularly useful when the formulation undergoes fast polymerization reaction even in the absence of curing radiation.
[0746] In use, the dispensing heads of unit 116 move in a scanning direction, which is referred to herein as the X direction, and selectively dispense building material in a predetermined configuration in the course of their passage over tray 360. The building material typically comprises one or more types of support material and one or more types of modeling material. The passage of the dispensing heads of unit 116 is followed by the curing of the modeling material(s) by radiation source 126. In the reverse passage of the heads, back to their starting point for the layer just deposited, an additional dispensing of building material may be carried out, according to predetermined configuration. In the forward and/or reverse passages of the dispensing heads, the layer thus formed may be straightened by leveling device 326, which preferably follows the path of the dispensing heads in their forward and/or reverse movement. Once the dispensing heads return to their starting point along the X direction, they may move to another position along an indexing direction, referred to herein as the Y direction, and continue to build the same layer by reciprocal movement along the X direction. Alternately, the dispensing heads may move in the Y direction between forward and reverse movements or after more than one forward-reverse movement. The series of scans performed by the dispensing heads to complete a single layer is referred to herein as a single scan cycle.
[0747] Once the layer is completed, tray 360 is lowered in the Z direction to a predetermined Z level, according to the desired thickness of the layer subsequently to be printed. The procedure is repeated to form three-dimensional object 112 in a layerwise manner.
[0748] In another embodiment, tray 360 may be displaced in the Z direction between forward and reverse passages of the dispensing head of unit 116, within the layer. Such Z displacement is carried out in order to cause contact of the leveling device with the surface in one direction and prevent contact in the other direction.
[0749] System 110 optionally and preferably comprises a building material supply system 330 which comprises the building material containers or cartridges and supplies a plurality of building materials to fabrication apparatus 114.
[0750] A control unit 340 controls fabrication apparatus 114 and optionally and preferably also supply system 330. Control unit 340 typically includes an electronic circuit configured to perform the controlling operations. Control unit 340 preferably communicates with a data processor 154 which transmits digital data pertaining to fabrication instructions based on computer object data, e.g., a CAD configuration represented on a computer readable medium in a form of, for example, a Standard Tessellation Language (STL) format Standard Tessellation Language (STL), StereoLithography Contour (SLC) format, Virtual Reality Modeling Language (VRML), Additive Manufacturing File (AMF) format, Drawing Exchange Format (DXF), Polygon File Format (PLY) or any other format suitable for CAD. Typically, control unit 340 controls the voltage applied to each printing head or nozzle array and the temperature of the building material in the respective printing head.
[0751] Once the manufacturing data is loaded to control unit 340 it can operate without user intervention. In some embodiments, control unit 340 receives additional input from the operator, e.g., using data processor 154 or using a user interface 118 communicating with unit 340. User interface 118 can be of any type known in the art, such as, but not limited to, a keyboard, a touch screen and the like. For example, control unit 340 can receive, as additional input, one or more building material types and/or attributes, such as, but not limited to, color, characteristic distortion and/or transition temperature, viscosity, electrical property, magnetic property. Other attributes and groups of attributes are also contemplated.
[0752] In some embodiments of the present invention hardening device(s) 324 are also controlled by controller 152. For example, controller 152 can activate and deactivate hardening device(s) 324 according to a predetermined printing protocol. When system 110 comprises two different radiation sources that apply different types of curing energies, controller 152 preferably controls each of these radiation sources separately. For example, controller 152 can signal a first radiation source to deliver a first type of curing energy (e.g., in the form of UV radiation), and a second radiation source to deliver a second type of curing energy (e.g., thermal energy), such that the two types of curing energies are delivered according to a predetermined curing scenario sequentially, simultaneously or intermittently. In any of these curing scenarios, controller 152 can also signal the radiation source(s) to deliver the energy repeatedly.
[0753] System 110 can fabricate an object by depositing different materials from different printing heads. In various exemplary embodiments of the invention the electronic circuit of controller 152 is configured to form voxel blocks, wherein, for each block, a ratio between a number of voxels of the first composition in the block and a number of voxels of the second composition in the block corresponds to the selected ratio received from data processor 154 or user interface 118.
[0754] The system of present embodiments provides the ability to select materials from a given number of materials and define desired combinations of the selected materials and their properties. The spatial locations of the deposition of each material with the layer are defined, either to effect occupation of different three-dimensional spatial locations by different materials, or to effect occupation of substantially the same three-dimensional location or adjacent three-dimensional locations by two or more different materials so as to allow post-deposition spatial combination of the materials within the layer.
[0755] It is expected that during the life of a patent maturing from this application many relevant components of a ROMP system as described herein will be developed and the scope of the terms ROMP monomer, ROMP catalyst, ROMP activator, ROMP pre-catalyst, is intended to include all such new technologies a priori.
[0756] It is expected that during the life of a patent maturing from this application many relevant degradable capsules and other technologies for physically separating components in a modeling material formulation as described herein will be developed and the scope of the terms physical separation and degradable capsule, is intended to include all such new technologies a priori.
[0757] As used herein the term "about" refers to .+-.10%.
[0758] The terms "comprises", "comprising", "includes", "including", "having" and their conjugates mean "including but not limited to".
[0759] The term "consisting of" means "including and limited to".
[0760] The term "consisting essentially of" means that the composition, method or structure may include additional ingredients, steps and/or parts, but only if the additional ingredients, steps and/or parts do not materially alter the basic and novel characteristics of the claimed composition, method or structure.
[0761] As used herein, the singular form "a", "an" and "the" include plural references unless the context clearly dictates otherwise. For example, the term "a compound" or "at least one compound" may include a plurality of compounds, including mixtures thereof.
[0762] Throughout this application, various embodiments of this invention may be presented in a range format. It should be understood that the description in range format is merely for convenience and brevity and should not be construed as an inflexible limitation on the scope of the invention. Accordingly, the description of a range should be considered to have specifically disclosed all the possible subranges as well as individual numerical values within that range. For example, description of a range such as from 1 to 6 should be considered to have specifically disclosed subranges such as from 1 to 3, from 1 to 4, from 1 to 5, from 2 to 4, from 2 to 6, from 3 to 6 etc., as well as individual numbers within that range, for example, 1, 2, 3, 4, 5, and 6. This applies regardless of the breadth of the range.
[0763] Whenever a numerical range is indicated herein, it is meant to include any cited numeral (fractional or integral) within the indicated range. The phrases "ranging/ranges between" a first indicate number and a second indicate number and "ranging/ranges from" a first indicate number "to" a second indicate number are used herein interchangeably and are meant to include the first and second indicated numbers and all the fractional and integral numerals therebetween.
[0764] As used herein the term "method" refers to manners, means, techniques and procedures for accomplishing a given task including, but not limited to, those manners, means, techniques and procedures either known to, or readily developed from known manners, means, techniques and procedures by practitioners of the chemical, pharmacological, biological, biochemical and medical arts.
[0765] Herein throughout, the phrase "linking moiety" or "linking group" describes a group that connects two or more moieties or groups in a compound. A linking moiety is typically derived from a bi- or tri-functional compound, and can be regarded as a bi- or tri-radical moiety, which is connected to two or three other moieties, via two or three atoms thereof, respectively.
[0766] Exemplary linking moieties include a hydrocarbon moiety or chain, optionally interrupted by one or more heteroatoms, as defined herein, and/or any of the chemical groups listed below, when defined as linking groups.
[0767] When a chemical group is referred to herein as "end group" it is to be interpreted as a substituent, which is connected to another group via one atom thereof.
[0768] Herein throughout, the term "hydrocarbon" collectively describes a chemical group composed mainly of carbon and hydrogen atoms. A hydrocarbon can be comprised of alkyl, alkene, alkyne, aryl, and/or cycloalkyl, each can be substituted or unsubstituted, and can be interrupted by one or more heteroatoms. The number of carbon atoms can range from 2 to 20, and is preferably lower, e.g., from 1 to 10, or from 1 to 6, or from 1 to 4. A hydrocarbon can be a linking group or an end group.
[0769] Bisphenol A is An example of a hydrocarbon comprised of 2 aryl groups and one alkyl group.
[0770] As used herein, the term "amine" describes both a --NR'R'' group and a --NR'-- group, wherein R' and R'' are each independently hydrogen, alkyl, cycloalkyl, aryl, as these terms are defined hereinbelow.
[0771] The amine group can therefore be a primary amine, where both R' and R'' are hydrogen, a secondary amine, where R' is hydrogen and R'' is alkyl, cycloalkyl or aryl, or a tertiary amine, where each of R' and R'' is independently alkyl, cycloalkyl or aryl.
[0772] Alternatively, R' and R'' can each independently be hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, carbonyl, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, N-carbamate, O-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine.
[0773] The term "amine" is used herein to describe a --NR'R'' group in cases where the amine is an end group, as defined hereinunder, and is used herein to describe a --NR'-- group in cases where the amine is a linking group or is or part of a linking moiety.
[0774] The term "alkyl" describes a saturated aliphatic hydrocarbon including straight chain and branched chain groups. Preferably, the alkyl group has 1 to 20 carbon atoms. Whenever a numerical range; e.g., "1-20", is stated herein, it implies that the group, in this case the alkyl group, may contain 1 carbon atom, 2 carbon atoms, 3 carbon atoms, etc., up to and including 20 carbon atoms. More preferably, the alkyl is a medium size alkyl having 1 to 10 carbon atoms. Most preferably, unless otherwise indicated, the alkyl is a lower alkyl having 1 to 4 carbon atoms (C(1-4) alkyl). The alkyl group may be substituted or unsubstituted. Substituted alkyl may have one or more substituents, whereby each substituent group can independently be, for example, hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, N-carbamate, O-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine.
[0775] The alkyl group can be an end group, as this phrase is defined hereinabove, wherein it is attached to a single adjacent atom, or a linking group, as this phrase is defined hereinabove, which connects two or more moieties via at least two carbons in its chain. When the alkyl is a linking group, it is also referred to herein as "alkylene" or "alkylene chain".
[0776] Alkene (or alkenyl) and Alkyne (or alkynyl), as used herein, are an alkyl, as defined herein, which contains one or more double bond or triple bond, respectively.
[0777] The term "cycloalkyl" describes an all-carbon monocyclic ring or fused rings (i.e., rings which share an adjacent pair of carbon atoms) group where one or more of the rings does not have a completely conjugated pi-electron system. Examples include, without limitation, cyclohexane, adamantine, norbornyl, isobornyl, and the like. The cycloalkyl group may be substituted or unsubstituted. Substituted cycloalkyl may have one or more substituents, whereby each substituent group can independently be, for example, hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, N-carbamate, O-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine. The cycloalkyl group can be an end group, as this phrase is defined hereinabove, wherein it is attached to a single adjacent atom, or a linking group, as this phrase is defined hereinabove, connecting two or more moieties at two or more positions thereof.
[0778] The term "heteroalicyclic" describes a monocyclic or fused ring group having in the ring(s) one or more atoms such as nitrogen, oxygen and sulfur. The rings may also have one or more double bonds. However, the rings do not have a completely conjugated pi-electron system. Representative examples are piperidine, piperazine, tetrahydrofuran, tetrahydropyrane, morpholine, oxalidine, and the like. The heteroalicyclic may be substituted or unsubstituted. Substituted heteroalicyclic may have one or more substituents, whereby each substituent group can independently be, for example, hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, O-carbamate, N-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine. The heteroalicyclic group can be an end group, as this phrase is defined hereinabove, where it is attached to a single adjacent atom, or a linking group, as this phrase is defined hereinabove, connecting two or more moieties at two or more positions thereof.
[0779] The term "aryl" describes an all-carbon monocyclic or fused-ring polycyclic (i.e., rings which share adjacent pairs of carbon atoms) groups having a completely conjugated pi-electron system. The aryl group may be substituted or unsubstituted. Substituted aryl may have one or more substituents, whereby each substituent group can independently be, for example, hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, N-carbamate, O-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine. The aryl group can be an end group, as this term is defined hereinabove, wherein it is attached to a single adjacent atom, or a linking group, as this term is defined hereinabove, connecting two or more moieties at two or more positions thereof.
[0780] The term "heteroaryl" describes a monocyclic or fused ring (i.e., rings which share an adjacent pair of atoms) group having in the ring(s) one or more atoms, such as, for example, nitrogen, oxygen and sulfur and, in addition, having a completely conjugated pi-electron system. Examples, without limitation, of heteroaryl groups include pyrrole, furan, thiophene, imidazole, oxazole, thiazole, pyrazole, pyridine, pyrimidine, quinoline, isoquinoline and purine. The heteroaryl group may be substituted or unsubstituted. Substituted heteroaryl may have one or more substituents, whereby each substituent group can independently be, for example, hydroxyalkyl, trihaloalkyl, cycloalkyl, alkenyl, alkynyl, aryl, heteroaryl, heteroalicyclic, amine, halide, sulfonate, sulfoxide, phosphonate, hydroxy, alkoxy, aryloxy, thiohydroxy, thioalkoxy, thioaryloxy, cyano, nitro, azo, sulfonamide, C-carboxylate, O-carboxylate, N-thiocarbamate, O-thiocarbamate, urea, thiourea, O-carbamate, N-carbamate, C-amide, N-amide, guanyl, guanidine and hydrazine. The heteroaryl group can be an end group, as this phrase is defined hereinabove, where it is attached to a single adjacent atom, or a linking group, as this phrase is defined hereinabove, connecting two or more moieties at two or more positions thereof. Representative examples are pyridine, pyrrole, oxazole, indole, purine and the like.
[0781] The term "halide", "halogen" and "halo" describe fluorine, chlorine, bromine or iodine.
[0782] The term "haloalkyl" describes an alkyl group as defined above, further substituted by one or more halide.
[0783] The term "sulfate" describes a --O--S(.dbd.O).sub.2--OR' end group, as this term is defined hereinabove, or an --O--S(.dbd.O).sub.2--O-- linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0784] The term "thiosulfate" describes a --O--S(.dbd.S)(.dbd.O)--OR' end group or a --O--S(.dbd.S)(.dbd.O)--O-- linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0785] The term "sulfite" describes an --O--S(.dbd.O)--O--R' end group or a --O--S(.dbd.O)--O-- group linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0786] The term "thiosulfite" describes a --O--S(.dbd.S)--O--R' end group or an --O--S(.dbd.S)--O-- group linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0787] The term "sulfinate" describes a --S(.dbd.O)--OR' end group or an --S(.dbd.O)--O-- group linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0788] The term "sulfoxide" or "sulfinyl" describes a --S(.dbd.O)R' end group or an --S(.dbd.O)-- linking group, as these phrases are defined hereinabove, where R' is as defined hereinabove.
[0789] The term "sulfonate" describes a --S(.dbd.O).sub.2--R' end group or an --S(.dbd.O).sub.2-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0790] The term "S-sulfonamide" describes a --S(.dbd.O).sub.2--NR'R'' end group or a --S(.dbd.O).sub.2--NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0791] The term "N-sulfonamide" describes an R'S(.dbd.O).sub.2--NR''-- end group or a --S(.dbd.O).sub.2--NR'-- linking group, as these phrases are defined hereinabove, where R' and R'' are as defined herein.
[0792] The term "disulfide" refers to a --S--SR' end group or a --S--S-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0793] The term "oxo" as used herein, describes a (.dbd.O) group, wherein an oxygen atom is linked by a double bond to the atom (e.g., carbon atom) at the indicated position.
[0794] The term "thiooxo" as used herein, describes a (.dbd.S) group, wherein a sulfur atom is linked by a double bond to the atom (e.g., carbon atom) at the indicated position.
[0795] The term "oxime" describes a .dbd.N--OH end group or a .dbd.N--O-- linking group, as these phrases are defined hereinabove.
[0796] The term "hydroxyl" describes a --OH group.
[0797] The term "alkoxy" describes both an --O-alkyl and an --O-cycloalkyl group, as defined herein.
[0798] The term "aryloxy" describes both an --O-aryl and an --O-heteroaryl group, as defined herein.
[0799] The term "thiohydroxy" describes a --SH group.
[0800] The term "thioalkoxy" describes both a --S-alkyl group, and a --S-cycloalkyl group, as defined herein.
[0801] The term "thioaryloxy" describes both a --S-aryl and a --S-heteroaryl group, as defined herein.
[0802] The "hydroxyalkyl" is also referred to herein as "alcohol", and describes an alkyl, as defined herein, substituted by a hydroxy group.
[0803] The term "cyano" describes a --C.ident.N group.
[0804] The term "cyanurate" describes a
##STR00042##
end group or
##STR00043##
linking group, with R' and R'' as defined herein.
[0805] The term "isocyanurate" describes a
##STR00044##
end group or a
##STR00045##
linking group, with R' and R'' as defined herein.
[0806] The term "thiocyanurate" describes a
##STR00046##
end group or
##STR00047##
linking group, with R' and R'' as defined herein.
[0807] The term "isocyanate" describes an --N.dbd.C.dbd.O group.
[0808] The term "isothiocyanate" describes an --N.dbd.C.dbd.S group.
[0809] The term "nitro" describes an --NO.sub.2 group.
[0810] The term "acyl halide" describes a --(C.dbd.O)R'''' group wherein R'''' is halide, as defined hereinabove.
[0811] The term "azo" or "diazo" describes an --N.dbd.NR' end group or an --N.dbd.N-- linking group, as these phrases are defined hereinabove, with R' as defined hereinabove.
[0812] The term "peroxo" describes an --O--OR' end group or an --O--O-- linking group, as these phrases are defined hereinabove, with R' as defined hereinabove.
[0813] The term "carboxylate" as used herein encompasses C-carboxylate and O-carboxylate.
[0814] The term "C-carboxylate" describes a --C(.dbd.O)--OR' end group or a --C(.dbd.O)--O-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0815] The term "O-carboxylate" describes a --OC(.dbd.O)R' end group or a --OC(.dbd.O)-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0816] A carboxylate can be linear or cyclic. When cyclic, R' and the carbon atom are linked together to form a ring, in C-carboxylate, and this group is also referred to as lactone. Alternatively, R' and O are linked together to form a ring in O-carboxylate. Cyclic carboxylates can function as a linking group, for example, when an atom in the formed ring is linked to another group.
[0817] The term "thiocarboxylate" as used herein encompasses C-thiocarboxylate and 0-thiocarboxylate.
[0818] The term "C-thiocarboxylate" describes a --C(.dbd.S)--OR' end group or a --C(.dbd.S)--O-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0819] The term "O-thiocarboxylate" describes a --OC(.dbd.S)R' end group or a --OC(.dbd.S)-- linking group, as these phrases are defined hereinabove, where R' is as defined herein.
[0820] A thiocarboxylate can be linear or cyclic. When cyclic, R' and the carbon atom are linked together to form a ring, in C-thiocarboxylate, and this group is also referred to as thiolactone. Alternatively, R' and O are linked together to form a ring in O-thiocarboxylate. Cyclic thiocarboxylates can function as a linking group, for example, when an atom in the formed ring is linked to another group.
[0821] The term "carbamate" as used herein encompasses N-carbamate and O-carbamate.
[0822] The term "N-carbamate" describes an R''OC(.dbd.O)--NR'-- end group or a --OC(.dbd.O)--NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0823] The term "O-carbamate" describes an --OC(.dbd.O)--NR'R'' end group or an --OC(.dbd.O)--NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0824] A carbamate can be linear or cyclic. When cyclic, R' and the carbon atom are linked together to form a ring, in O-carbamate. Alternatively, R' and O are linked together to form a ring in N-carbamate. Cyclic carbamates can function as a linking group, for example, when an atom in the formed ring is linked to another group.
[0825] The term "carbamate" as used herein encompasses N-carbamate and O-carbamate.
[0826] The term "thiocarbamate" as used herein encompasses N-thiocarbamate and O-thiocarbamate.
[0827] The term "O-thiocarbamate" describes a --OC(.dbd.S)--NR'R'' end group or a --OC(.dbd.S)--NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0828] The term "N-thiocarbamate" describes an R''OC(.dbd.S)NR'-- end group or a --OC(.dbd.S)NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0829] Thiocarbamates can be linear or cyclic, as described herein for carbamates.
[0830] The term "dithiocarbamate" as used herein encompasses S-dithiocarbamate and N-dithiocarbamate.
[0831] The term "S-dithiocarbamate" describes a --SC(.dbd.S)--NR'R'' end group or a --SC(.dbd.S)NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0832] The term "N-dithiocarbamate" describes an R''SC(.dbd.S)NR'-- end group or a --SC(.dbd.S)NR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0833] The term "urea", which is also referred to herein as "ureido", describes a --NR'C(.dbd.O)--NR''R''' end group or a --NR'C(.dbd.O)--NR''-- linking group, as these phrases are defined hereinabove, where R' and R'' are as defined herein and R''' is as defined herein for R' and R''.
[0834] The term "thiourea", which is also referred to herein as "thioureido", describes a --NR'--C(.dbd.S)--NR''R''' end group or a --NR'--C(.dbd.S)--NR''-- linking group, with R', R'' and R''' as defined herein.
[0835] The term "amide" as used herein encompasses C-amide and N-amide.
[0836] The term "C-amide" describes a --C(.dbd.O)--NR'R'' end group or a --C(.dbd.O)--NR'-- linking group, as these phrases are defined hereinabove, where R' and R'' are as defined herein.
[0837] The term "N-amide" describes a R'C(.dbd.O)--NR''-- end group or a R'C(.dbd.O)--N-- linking group, as these phrases are defined hereinabove, where R' and R'' are as defined herein.
[0838] An amide can be linear or cyclic. When cyclic, R' and the carbon atom are linked together to form a ring, in C-amide, and this group is also referred to as lactam. Cyclic amides can function as a linking group, for example, when an atom in the formed ring is linked to another group.
[0839] The term "guanyl" describes a R'R''NC(.dbd.N)-- end group or a --R'NC(.dbd.N)-- linking group, as these phrases are defined hereinabove, where R' and R'' are as defined herein.
[0840] The term "guanidine" describes a --R'NC(.dbd.N)--NR''R''' end group or a --R'NC(.dbd.N)--NR''-- linking group, as these phrases are defined hereinabove, where R', R'' and R''' are as defined herein.
[0841] The term "hydrazine" describes a --NR'--NR''R''' end group or a --NR'--NR''-- linking group, as these phrases are defined hereinabove, with R', R'', and R''' as defined herein.
[0842] As used herein, the term "hydrazide" describes a --C(.dbd.O)--NR'--NR''R''' end group or a --C(.dbd.O)--NR'--NR''-- linking group, as these phrases are defined hereinabove, where R', R'' and R''' are as defined herein.
[0843] As used herein, the term "thiohydrazide" describes a --C(.dbd.S)--NR'--NR''R''' end group or a --C(.dbd.S)--NR'--NR''-- linking group, as these phrases are defined hereinabove, where R', R'' and R''' are as defined herein.
[0844] As used herein, the term "alkylene glycol" describes a --O--[(CR'R'').sub.z--O].sub.y--R''' end group or a --O--[(CR'R'').sub.z--O].sub.y-- linking group, with R', R'' and R''' being as defined herein, and with z being an integer of from 1 to 10, preferably, 2-6, more preferably 2 or 3, and y being an integer of 1 or more. Preferably R' and R'' are both hydrogen. When z is 2 and y is 1, this group is ethylene glycol. When z is 3 and y is 1, this group is propylene glycol.
[0845] When y is greater than 4, the alkylene glycol is referred to herein as poly(alkylene glycol). In some embodiments of the present invention, a poly(alkylene glycol) group or moiety can have from 10 to 200 repeating alkylene glycol units, such that z is 10 to 200, preferably 10-100, more preferably 10-50.
[0846] The term "silyl" describes a --SiR'R''R''' end group or a --SiR'R''-- linking group, as these phrases are defined hereinabove, whereby each of R', R'' and R''' are as defined herein.
[0847] The term "siloxy" describes a --Si(OR')R''R''' end group or a --Si(OR')R''-- linking group, as these phrases are defined hereinabove, whereby each of R', R'' and R''' are as defined herein.
[0848] The term "silaza" describes a --Si(NR'R'')R''' end group or a --Si(NR'R'')-- linking group, as these phrases are defined hereinabove, whereby each of R', R'' and R''' is as defined herein.
[0849] The term "silicate" describes a --O--Si(OR')(OR'')(OR''') end group or a --O--Si(OR')(OR'')-- linking group, as these phrases are defined hereinabove, with R', R'' and R''' as defined herein.
[0850] The term "boryl" describes a --BR'R'' end group or a --BR'-- linking group, as these phrases are defined hereinabove, with R' and R'' are as defined herein.
[0851] The term "borate" describes a --O--B(OR')(OR'') end group or a --O--B(OR')(O--) linking group, as these phrases are defined hereinabove, with R' and R'' are as defined herein.
[0852] As used herein, the term "epoxide" describes a
##STR00048##
end group or a
##STR00049##
linking group, as these phrases are defined hereinabove, where R', R'' and R''' are as defined herein.
[0853] As used herein, the term "methyleneamine" describes an --NR'--CH.sub.2--CH.dbd.CR''R''' end group or a --NR'--CH.sub.2--CH.dbd.CR''-- linking group, as these phrases are defined hereinabove, where R', R'' and R''' are as defined herein.
[0854] The term "phosphonate" describes a --P(.dbd.O)(OR')(OR'') end group or a --P(.dbd.O)(OR')(O)-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0855] The term "thiophosphonate" describes a --P(.dbd.S)(OR')(OR'') end group or a --P(.dbd.S)(OR')(O)-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0856] The term "phosphinyl" describes a --PR'R'' end group or a --PR'-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined hereinabove.
[0857] The term "phosphine oxide" describes a --P(.dbd.O)(R')(R'') end group or a --P(.dbd.O)(R')-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0858] The term "phosphine sulfide" describes a --P(.dbd.S)(R')(R'') end group or a --P(.dbd.S)(R')-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0859] The term "phosphite" describes an --O--PR'(.dbd.O)(OR'') end group or an --O--PH(.dbd.O)(O)-- linking group, as these phrases are defined hereinabove, with R' and R'' as defined herein.
[0860] The term "carbonyl" or "carbonate" as used herein, describes a --C(.dbd.O)--R' end group or a --C(.dbd.O)-- linking group, as these phrases are defined hereinabove, with R' as defined herein. This term encompasses ketones and aldehydes.
[0861] The term "thiocarbonyl" as used herein, describes a --C(.dbd.S)--R' end group or a --C(.dbd.S)-- linking group, as these phrases are defined hereinabove, with R' as defined herein.
[0862] The term "oxime" describes a .dbd.N--OH end group or a .dbd.N--O-- linking group, as these phrases are defined hereinabove.
[0863] The term "cyclic ring" encompasses a cycloalkyl, a heretroalicyclic, an aryl (an aromatic ring) and a heteroaryl (a heteroaromatic ring).
[0864] Other chemical groups are to be regarded according to the common definition thereof in the art and/or in line of the definitions provided herein.
[0865] It is appreciated that certain features of the invention, which are, for clarity, described in the context of separate embodiments, may also be provided in combination in a single embodiment. Conversely, various features of the invention, which are, for brevity, described in the context of a single embodiment, may also be provided separately or in any suitable subcombination or as suitable in any other described embodiment of the invention. Certain features described in the context of various embodiments are not to be considered essential features of those embodiments, unless the embodiment is inoperative without those elements.
[0866] Various embodiments and aspects of the present invention as delineated hereinabove and as claimed in the claims section below find experimental support in the following examples.
Examples
[0867] Reference is now made to the following examples, which together with the above descriptions illustrate some embodiments of the invention in a non limiting fashion.
Materials and Experimental Methods
[0868] Materials:
[0869] A mono-functional DCPD monomer useful in RIM was used as a first ROMP monomer (a first material).
[0870] A tri-functional ROMP monomer such as TCPD was used as a second ROMP monomer.
[0871] A ROMP pre-catalyst, activatable by a Lewis acid was used as a catalyst component.
[0872] PhSiCl.sub.3 was used as a Lewis acid activator.
[0873] P(OEt).sub.3 was used as a Lewis base ROMP inhibitor.
[0874] Trilene CP1100 (an ethylene-propylene liquid copolymer) was used as an exemplary elastomer. Alternatively, EPR and/or EPDM can be used instead.
[0875] Model formulation A was prepared by mixing the first and second ROMP monomers, the catalyst and the inhibitor.
[0876] Model formulation B was prepared by mixing the first ROMP monomer, an activator and an elastomer.
[0877] Both the elastomer and the trifunctional ROMP monomer can act as a second material according to the present embodiments, and digitally controlling the ratio of the jetted formulations allows controlling the object's properties, at the voxel level, as defined herein.
[0878] Methods:
[0879] Model formulation A is jetted by inkjet head A or a set of inkjet heads A and Model formulation B is jetted by inkjet head B or a set of inkjet head B.
[0880] The inkjet temperature is between 40-70.degree. C., as described herein.
[0881] The model formulation are jetted on a heated tray, simultaneously, and are subsequently exposed to heat, as described herein, so as to effect ROMP.
[0882] Following printing process, obtained material is subjected to thermal post-process without causing destructive oxidation of the PDCPD.
[0883] The ratio between the jetted formulations is digitally predetermined, controlling the amount (weight) jetted from every head. Optionally, drop sizes are controlled to achieve a selected weight between model formulations A and B, while considering viscosity and/or density of the formulations.
[0884] In mold experiments, model formulations A and B are mixed together in a pre-mixing chamber and the obtained mixture is transferred to a mold. The mold is heated at about 80.degree. C. to give a cured material within a few minutes.
[0885] The elasticity of the obtained cured material was determined by measuring the % of strain recovery, at 100.degree. C., by DMA measurements performed using DMA Q800 measurement device (TA Instruments (Belgium)). The strain recovery is indicative of an elastic response, i.e. plastic deformation. When % of strain recovery is high, the material is more elastic and tends to be less deformed at the tested temperature.
[0886] DMA measurements indicate the temperature at which storage modulus decreases by 50%. This value is indicative of the stiffness degree of the material. Decrease of storage modulus at a high temperature indicates a stiff material and at a low temperature it indicates weak material.
[0887] Izod Impact was measured by RESIL 5.5J (CEAST, Italy).
Results
[0888] Tables 3 and 4 below present the mechanical properties of the cured material obtained upon mixing model formulations A and B at a weight ratio of 1:1 (50:50 weight percents) (Table 3), and at a weight ratio of 3:7 (30:70 weight percents) (Table 4).
[0889] These data is indicative of the controllability of the object's properties when such formulations are used in a 3D inkjet printing method according to the present embodiments.
[0890] The obtained data indicate that by controlling the A:B ratio, Impact resistance and elasticity can be finely controlled.
TABLE-US-00005 TABLE 3 Jet A Jet B DMA ROMP TCPD Telene RIM Trilene Strain Izod, (Tg, Tan monomer trimer catalyst 4 P(OEt).sub.3 monomer CP1100 PhSiCl.sub.3 recovery notched delta) 80% 20% 0.049% 30 ppm 91.92% 8% 0.08% 95% 170 .+-. 16 195
TABLE-US-00006 TABLE 4 Jet A Jet B DMA RIM TCPD Telene RIM Trilene Strain Izod, (Tg, Tan monomer trimer catalyst 4 P(OEt).sub.3 monomer CP1100 PhSiCl.sub.3 recovery notched delta) 80% 20% 0.049% 30 ppm 91.92% 8% 0.08% 80.25% 250 .+-. 27 191
[0891] Similar results are obtained while using Trilene 77 instead of CP1100.
[0892] Additional experiments were performed for assessing the effect of various elastomeric materials on the mechanical properties (Impact resistance, HDT) of cured ROMP materials. All tested formulations include a mixture of DCPD and a CPD trimer as a ROMP monomer, and a ROMP catalyst.
[0893] Tested elastomeric materials were all hydrophobic, and were selected as such for assuring sufficient dissolvability or dispersibility in the formulation.
[0894] Table 5 below presents the mechanical properties of the obtained cured materials.
TABLE-US-00007 TABLE 5 Elastomer Chemical Concentration Impact HDT Trade name structure Mw (% wt.) (J/m) (.degree. C.) No elastomer -- -- 0 78 142 Indopol Polybutene 10 kDa 6 382 144 H-18000 Indopol Polybutene 7 kDa 8 330 144 H-6000 Kuraray L- Polybutadiene 8 kDa 8 69 151 BR-307 Trilene CP EPR 6.6 kDa 8 130 142 1100* Trilene CP EPR 6.6 kDa 6 100 146 1100* Trilene CP EPR 6.6 kDa 4 212 142 1100* Trilene EPR 23 kDa 5 302 151 CP80** Trilene EPDM 39 kDa 3.6 209 140 67** Trilene EPDM 27 kDa 5 450 128 77** *Jettability of the formulation in a 3D inkjet printing system was good **Jettability of the formulation in a 3D inkjet printing system was not continuous
[0895] The data presented in Table 5 suggests the following:
[0896] While high molecular weight elastomers such as an EPDM elastomer provide exceptional mechanical properties, such elastomers are less suitable for 3D inkjet printing applications due to jetting instability. Low molecular weight elastomers with unsaturated backbone, on the other hand, provide substantially inferior mechanical properties, with the Impact resistance being lower than the control (without elastomer). Without being bound by any particular theory, it is assumed that such low molecular weight elastomers participate in the olefin metathesis, and hence their effect on the mechanical properties is less pronounced.
[0897] Low molecular weight elastomers which include saturated backbone, and hence are not expected to participate in olefin metathesis, provide for improved Impact resistance compared to the control, and are typically further characterized by good jettability, and hence may be suitable for 3D inkjet printing.
[0898] Without being bound by any particular theory, it is suggested that in order to obtain a toughening and/or impact modifying effect, phase separation should be effected in the cured material.
[0899] It is therefore suggested that a suitable elastomeric material should be sufficiently hydrophobic so as to be dissolvable or dispersible in the uncured formulation, yet should not form a part of the polymeric matrix forming the cured modeling material, that is, should be capable of forming a multiphasic (e.g., biphasic) structure when blended with the cured material, as discussed herein.
[0900] Although the invention has been described in conjunction with specific embodiments thereof, it is evident that many alternatives, modifications and variations will be apparent to those skilled in the art. Accordingly, it is intended to embrace all such alternatives, modifications and variations that fall within the spirit and broad scope of the appended claims.
[0901] All publications, patents and patent applications mentioned in this specification are herein incorporated in their entirety by reference into the specification, to the same extent as if each individual publication, patent or patent application was specifically and individually indicated to be incorporated herein by reference. In addition, citation or identification of any reference in this application shall not be construed as an admission that such reference is available as prior art to the present invention. To the extent that section headings are used, they should not be construed as necessarily limiting.
* * * * *
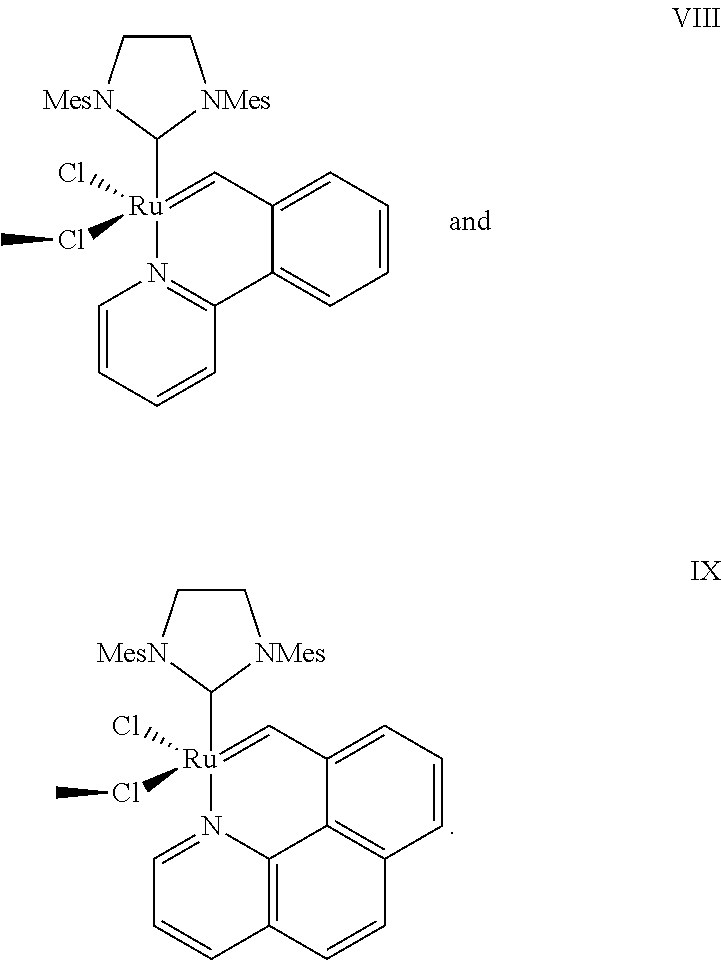
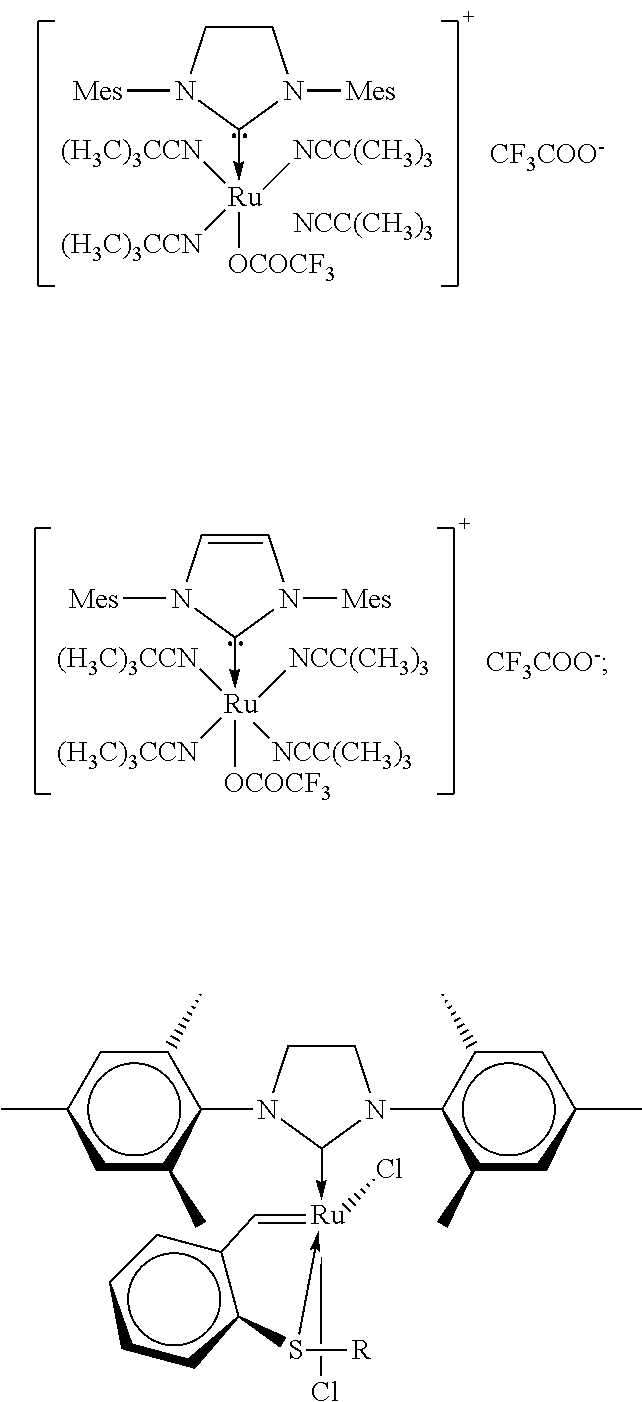
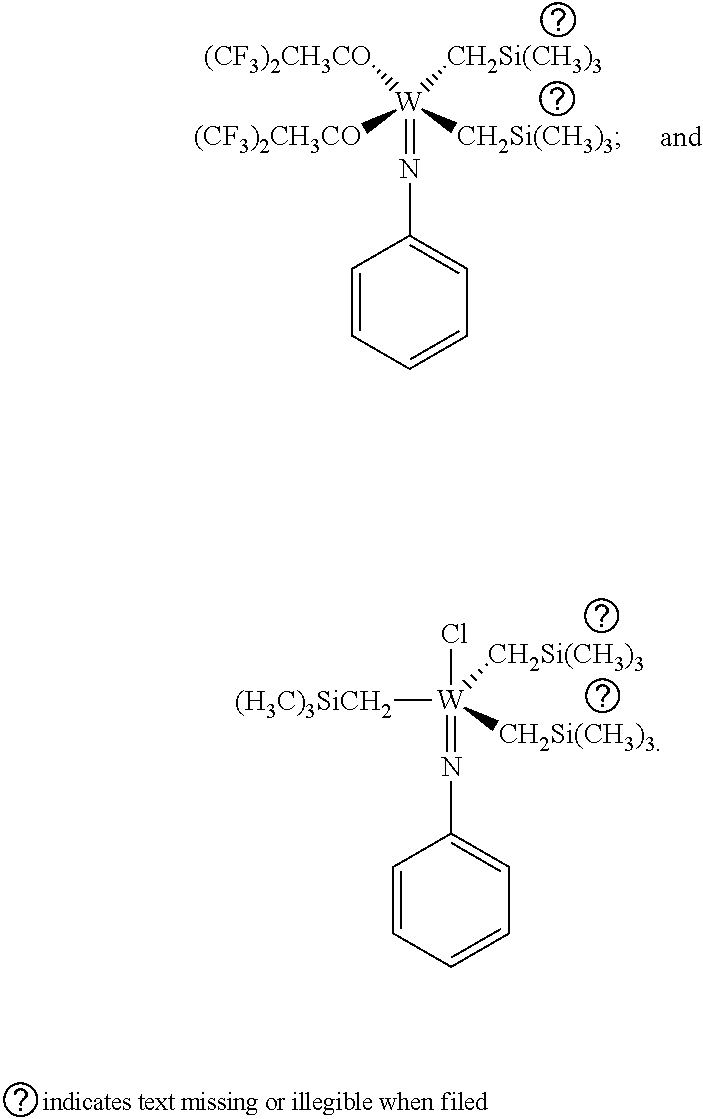







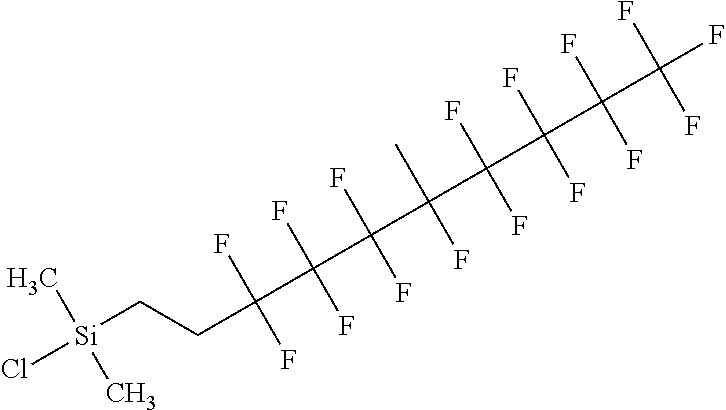


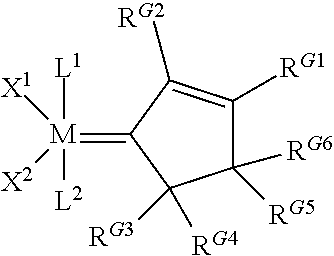
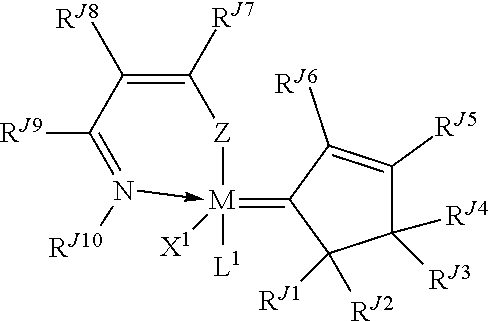
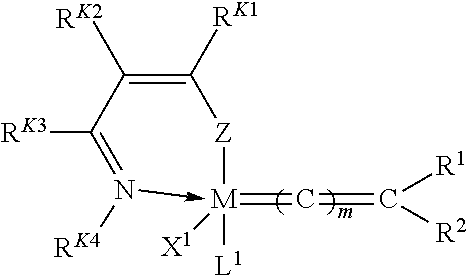
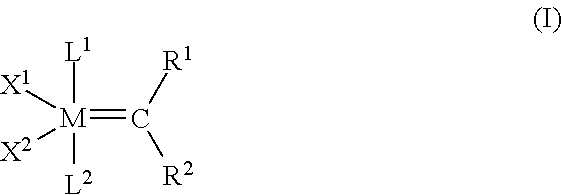
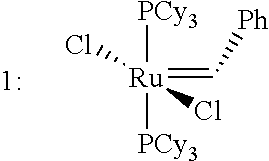

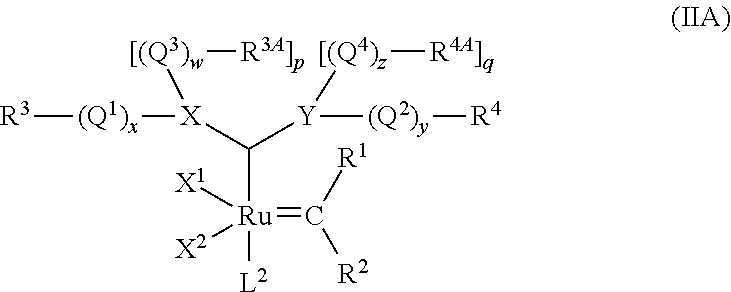
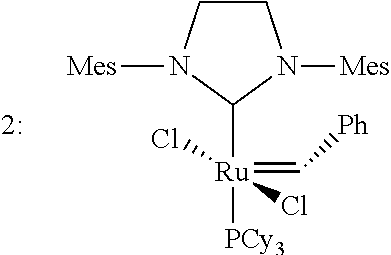







D00000

D00001
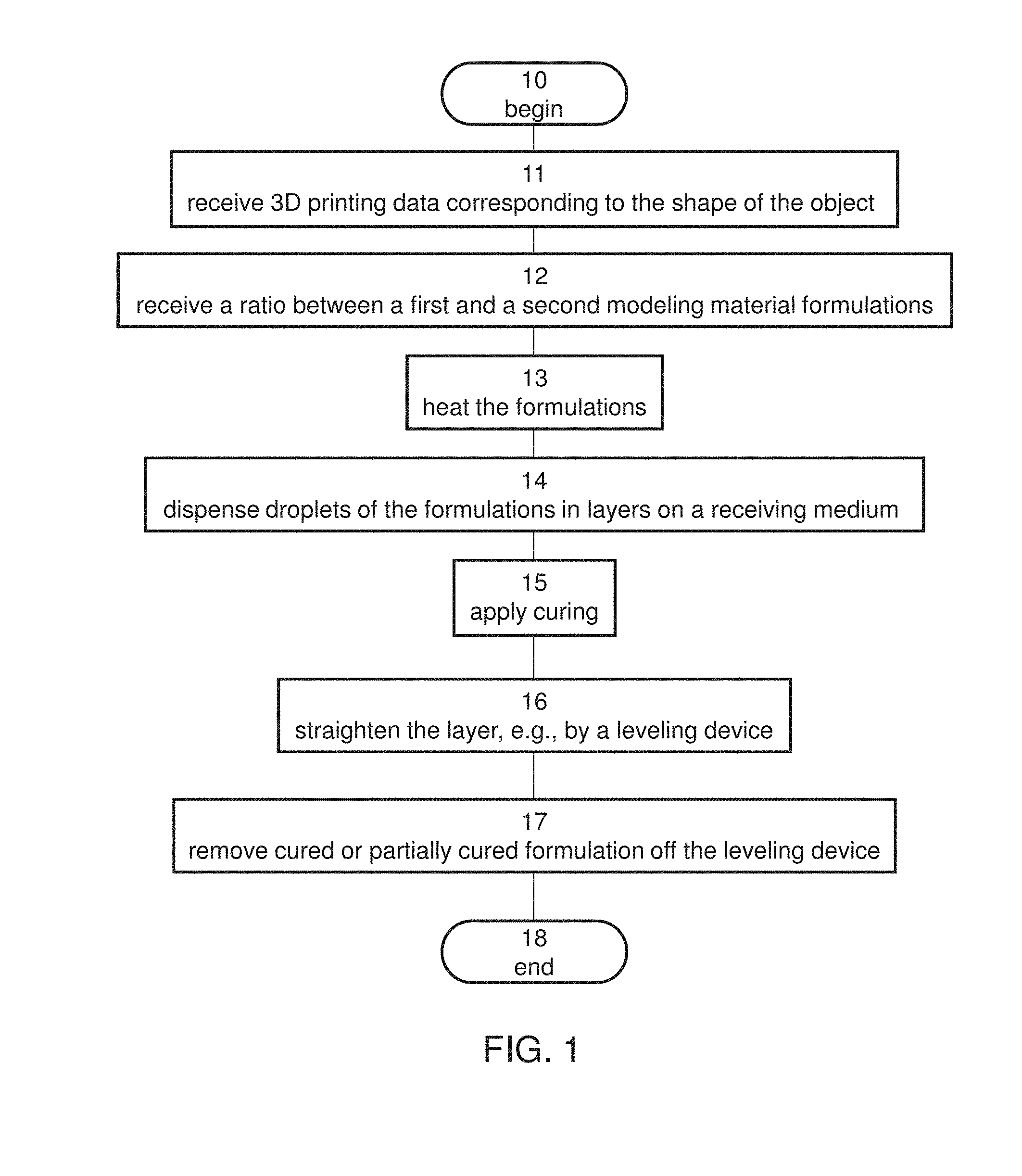
D00002
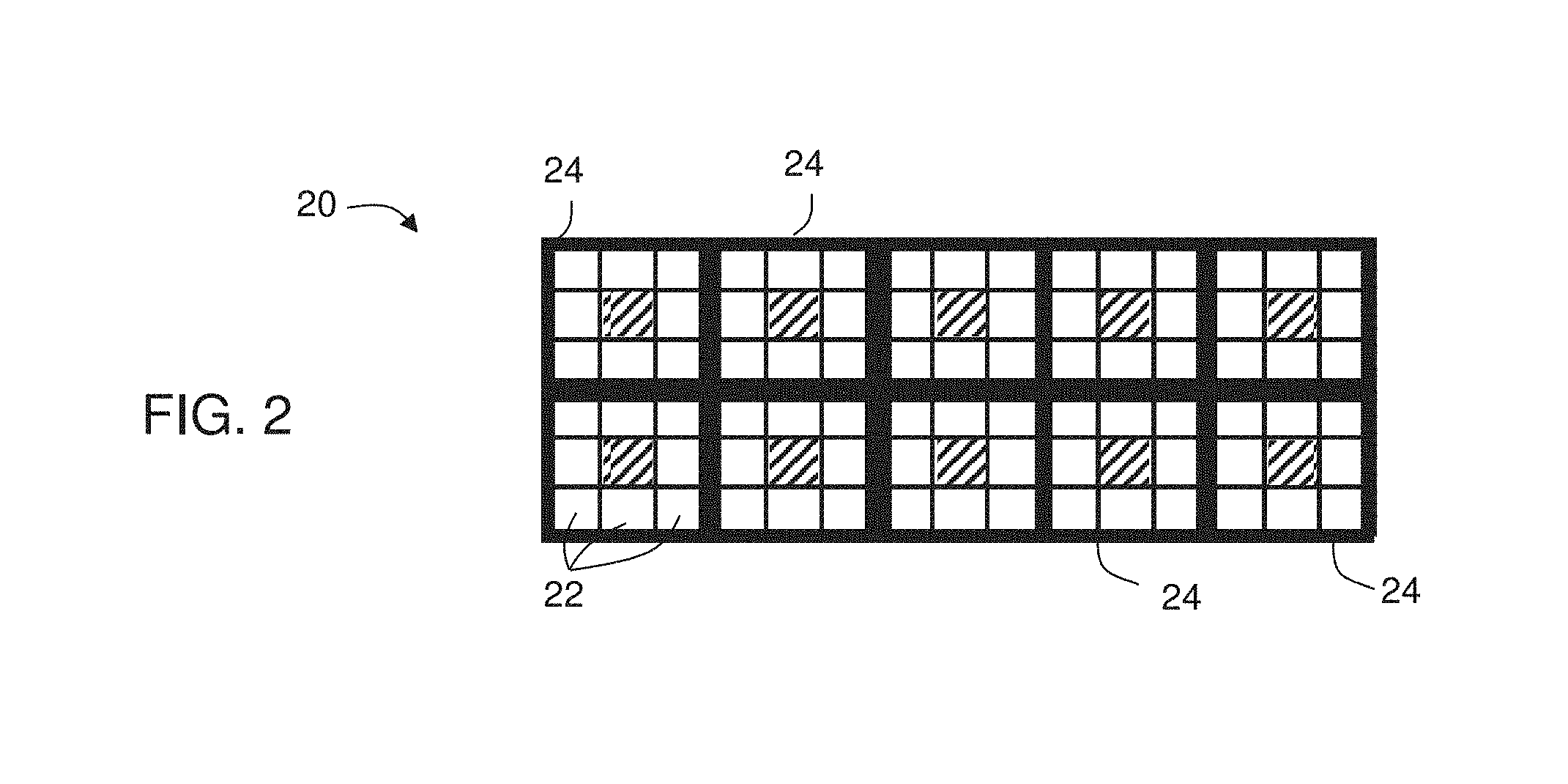
D00003

D00004

D00005
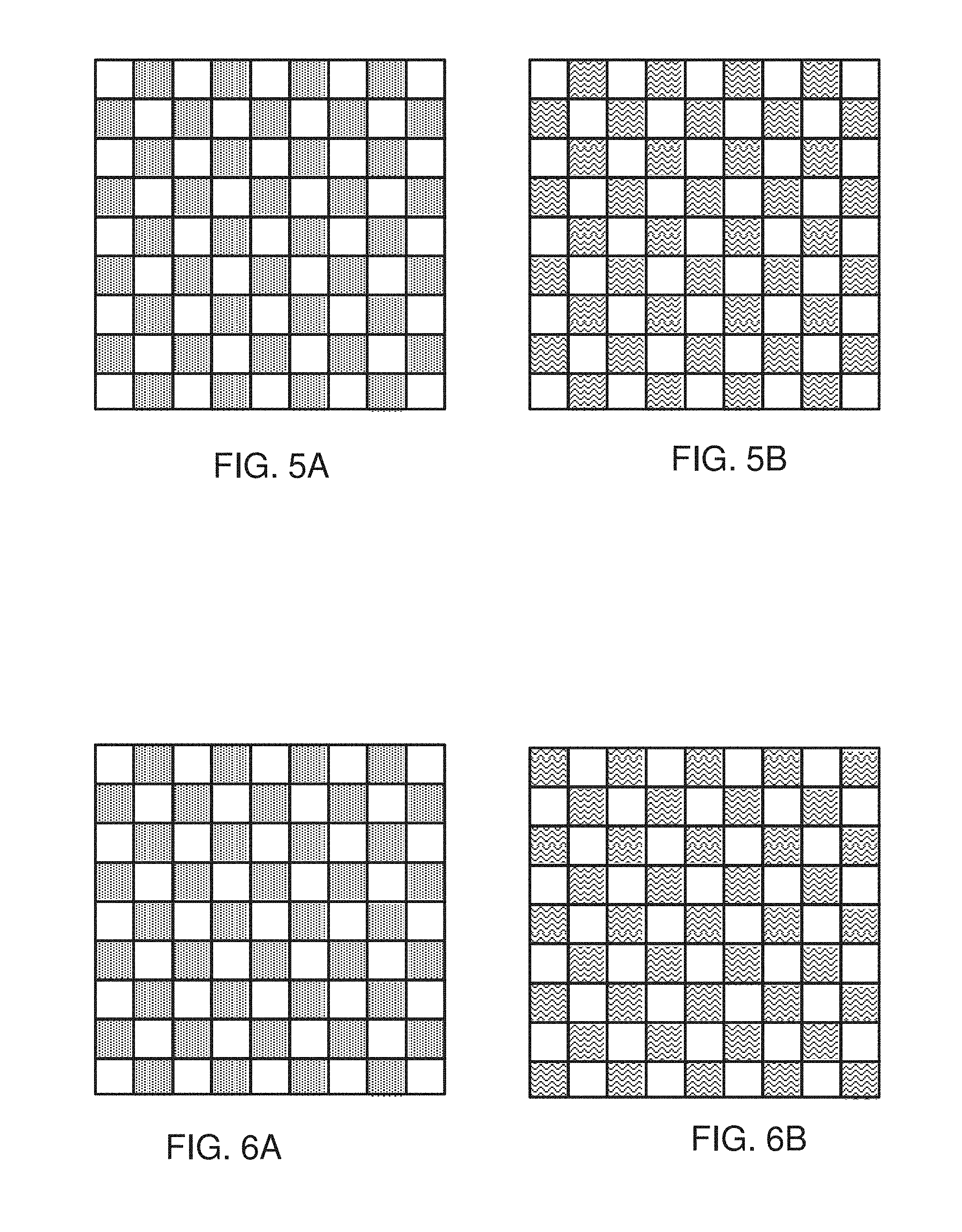
D00006
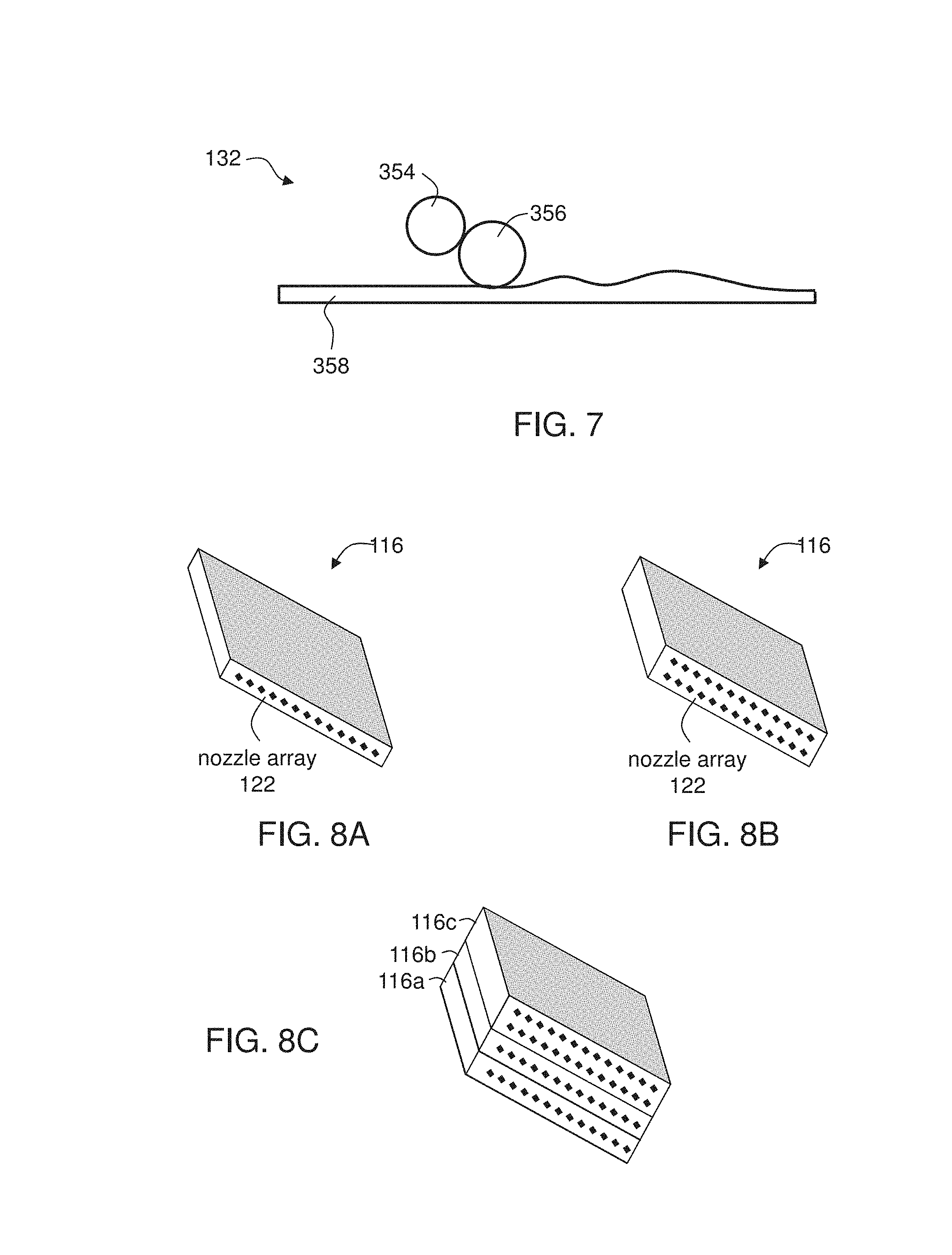
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.