High Fluidity Iron Alloy Forming Process And Articles Therefrom
MOROZ; Nicholas Anton ; et al.
U.S. patent application number 16/078447 was filed with the patent office on 2019-01-24 for high fluidity iron alloy forming process and articles therefrom. The applicant listed for this patent is DETROIT MATERIALS INC.. Invention is credited to Pedro GUILLEN, Nicholas Anton MOROZ.
| Application Number | 20190022736 16/078447 |
| Document ID | / |
| Family ID | 59685700 |
| Filed Date | 2019-01-24 |



| United States Patent Application | 20190022736 |
| Kind Code | A1 |
| MOROZ; Nicholas Anton ; et al. | January 24, 2019 |
HIGH FLUIDITY IRON ALLOY FORMING PROCESS AND ARTICLES THEREFROM
Abstract
A process of casting an article includes an iron alloy being heated to a pour temperature of between 1460.degree. C. and 1650.degree. C. and a fluidity length of greater than 23 millimeters to form a melt. The melt is poured into a mold and allowed to solidify to the article. The article is then removed from the mold. A process of forging an article is also provided that includes an iron alloy workpiece being heated to a temperature of between 600.degree. C. and 1200.degree. C. The heated workpiece is then placed into a die set and repeatedly struck with a forging die. The workpiece flows into the die cavity in response to the striking. The workpiece is then removed from the die cavity. The resulting articles and the alloy from which such articles are formed are also provided.
| Inventors: | MOROZ; Nicholas Anton; (Wixom, MI) ; GUILLEN; Pedro; (Wixom, MI) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 59685700 | ||||||||||
| Appl. No.: | 16/078447 | ||||||||||
| Filed: | February 24, 2017 | ||||||||||
| PCT Filed: | February 24, 2017 | ||||||||||
| PCT NO: | PCT/US2017/019473 | ||||||||||
| 371 Date: | August 21, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62299325 | Feb 24, 2016 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | C22C 38/16 20130101; B22C 9/06 20130101; C22C 38/02 20130101; C22C 38/04 20130101; C22C 38/06 20130101; B22D 11/001 20130101; B21J 5/02 20130101; B21J 13/02 20130101; B22D 23/00 20130101; C22C 38/12 20130101; C22C 38/08 20130101; B21J 1/003 20130101 |
| International Class: | B21J 5/02 20060101 B21J005/02; B22D 11/00 20060101 B22D011/00; C22C 38/02 20060101 C22C038/02; C22C 38/04 20060101 C22C038/04; C22C 38/06 20060101 C22C038/06; C22C 38/08 20060101 C22C038/08; C22C 38/12 20060101 C22C038/12; C22C 38/16 20060101 C22C038/16 |
Claims
1. A process of casting an article comprising: heating an iron alloy to a pour temperature of between 1460.degree. C. and 1650.degree. C. and a fluidity length of greater than 23 millimeters to form a melt; pouring the melt into a mold; allowing the melt to solidify to the article; and removing the article from the mold.
2. A process of forging an article comprising: heating an iron alloy workpiece to a temperature of between 600.degree. C. and 1200.degree. C.; inserting the heated workpiece into a die set; repeatedly striking the workpiece with a forging die; allowing the workpiece flow into the die cavity; and removing the workpiece from the die cavity.
3. The process of claim 1 wherein the mold has a minimal interior dimension reflected in the article of between 1 and 5 millimeters.
4. (canceled)
5. (canceled)
6. The process of claim 1 wherein the pour temperature is between 1460.degree. C. and 1650.degree. C.
7. The process of claim 1 wherein the alloy composition is about 90% Fe, 0.1-2.0% C, 1.5-5% Si, 0.1-0.6% Mn, 0.1-2% Cu, 0.5-5% Ni, 0.01-1% Mo, with the remainder being trace elements and a liquidus temperature (T.sub.liquidus) of less than 1515.degree. C.
8. The process of claim 1 wherein T.sub.liquidus is 1536-K(% C)-8(% Si)-5(% Mn)-30(% P)-25(% S)-1.7(% Al)-5(% Cu)-1.5(% Cr)-4(% Ni)-2(% V)-1(% W)-1.7(% Co)-12.8(% Zr)-7(% Nb)-3(% Ta)-14(% Ti) where K is a coefficient of 88 for % C greater than 0.5% and is 65 for % C less than or equal to 0.5%.
9. (canceled)
10. (canceled)
11. (canceled)
12. (canceled)
13. (canceled)
14. (canceled)
15. A steel alloy for a low alloy, medium carbon, for the production of cast and forged products with a chemical composition (in weight %) comprising: about 90% Fe, 0.1-2.0% C, 1.5-5% Si, 0.1-0.6% Mn, 0.1-2% Cu, 0.5-5% Ni, 0.01-1% Mo, with the remainder being trace elements, having a liquidus temperature that is less than 1515.degree. C.
16. The steel alloy of claim 15 further comprising an additional 0.05-5% Al content by weight percentage.
17. The steel alloy of claim 15 further comprising an additional 0.05-5% Al content by weight percent, and less than 0.01% Si by weight.
18. The process of claim 2 wherein the mold has a minimal interior dimension reflected in the article of between 1 and 5 millimeters.
19. The process of claim 2 wherein the pour temperature is between 1460.degree. C. and 1650.degree. C.
20. The process of claim 2 wherein the alloy composition is about 90% Fe, 0.1-2.0% C, 1.5-5% Si, 0.1-0.6% Mn, 0.1-2% Cu, 0.5-5% Ni, 0.01-1% Mo, with the remainder being trace elements and a liquidus temperature (T.sub.liquidus) of less than 1515.degree. C.
21. The process of claim 2 wherein T.sub.liquidus is 1536-K(% C)-8(% Si)-5(% Mn)-30(% P)-25(% S)-1.7(% Al)-5(% Cu)-1.5(% Cr)-4(% Ni)-2(% V)-1(% W)-1.7(% Co)-12.8(% Zr)-7(% Nb)-3(% Ta)-14(% Ti) where K is a coefficient of 88 for % C greater than 0.5% and is 65 for % C less than or equal to 0.5%.
22. The steel alloy of claim 15 having a tensile strength of at least 750 MPa.
23. The steel alloy of claim 15 formed to a minimum thickness of between 1 and 5 millimeters.
24. The steel alloy of claim 15 formed having a surface area to volume ratio of between 2 and 20.
Description
RELATED APPLICATIONS
[0001] This application claims priority benefit of U.S. Provisional Application Ser. No. 62/299,325 filed 24 Feb. 2015.
FIELD OF THE INVENTION
[0002] The present invention in general relates to metallurgy and in particular to process of casting or forging with an iron alloy composition that can be heated to a low viscosity melt that facilitates complex shape castings shapes with feature thicknesses as thin as 1 mm
BACKGROUND OF THE INVENTION
[0003] There is an on-going need for steel components that are both high strength and easily cast into complex shapes. Traditionally, low viscosity steel melts suitable for complex casting have been low strength while high strength steels had melt properties that precluded complex castings resulting in crude form castings that needed extensive machining to form complex shapes. As a result, the cost of high strength steel components has remained high.
[0004] Recent developments in advanced high strength (AHSS) and ultra-high strength steels (UHSS) have relied heavily on extensive alloying using high-melting point elements such as vanadium, nickel, molybdenum, cobalt, tungsten, tantalum, niobium, and cobalt. These efforts have produced a third generation of advanced and ultra-high strength steels such as TRIP steel, maraging steel, and other heat treated steels with exceptional strength and ductility, focused on lightweighting structural applications. Owing to the high melt viscosity of these steels, efforts have been focused on manufacturing steel components through continuous casting, forgings, and machining parts from billet, as the high alloy content of these alloys cannot readily be poured to form geometrically complex net-shape castings.
[0005] Ausferritic alloys with high silicon content (greater than 1% by weight) offer an outstanding combination of strength and ductility without the need for large amounts of heavy alloying elements. The application of these ausferritic alloyed steels has been toward products in sheet form, typically as hot-rolled products providing high tensile strength with high formability. However, these ausferritic alloys currently do not offer the low liquidus temperature and low melt viscosity required to produce complex castings. As a result, castings with ausferritic alloys still require considerable amounts of machining to impart desired complex shapes. Additionally, low melt viscosity castings are prone to defects such as hot tearing and porosity that reduces manufacturing throughput.
[0006] Therefore, there exists a need for a process of casting with an iron alloy chemistry that provides a low liquidus temperature, which will offer low pour viscosity that allows for the forming of geometrically complex net-shape castings that are also high strength and high ductility through subsequent heat treatments of the cast article. There further exists a need for articles formed from such a composition with cast thicknesses in areas of as thin as 1 millimeter.
SUMMARY OF THE INVENTION
[0007] A process of casting an article includes an iron alloy being heated to a pour temperature of between 1460.degree. C. and 1650.degree. C. and a fluidity length of greater than 23 millimeters to form a melt. The melt is poured into a mold and allowed to solidify to the article. The article is then removed from the mold. A process of forging an article is also provided that includes an iron alloy workpiece being heated to a temperature of between 600.degree. C. and 1200.degree. C. The heated workpiece is then placed into a die set and repeatedly struck with a forging die. The workpiece flows into the die cavity in response to the striking. The workpiece is then removed from the die cavity. The resulting articles and the alloy from which such articles are formed are also provided.
BRIEF DESCRIPTION OF THE DRAWINGS
[0008] FIGS. 1A and 1B are front and rear perspective views, respectively, of a net-shape casting produced with low-alloy high fluidity steel in accordance with embodiments of the invention;
[0009] FIG. 1C is a cross-sectional view of the casting that shows no macroporosity in the casting;
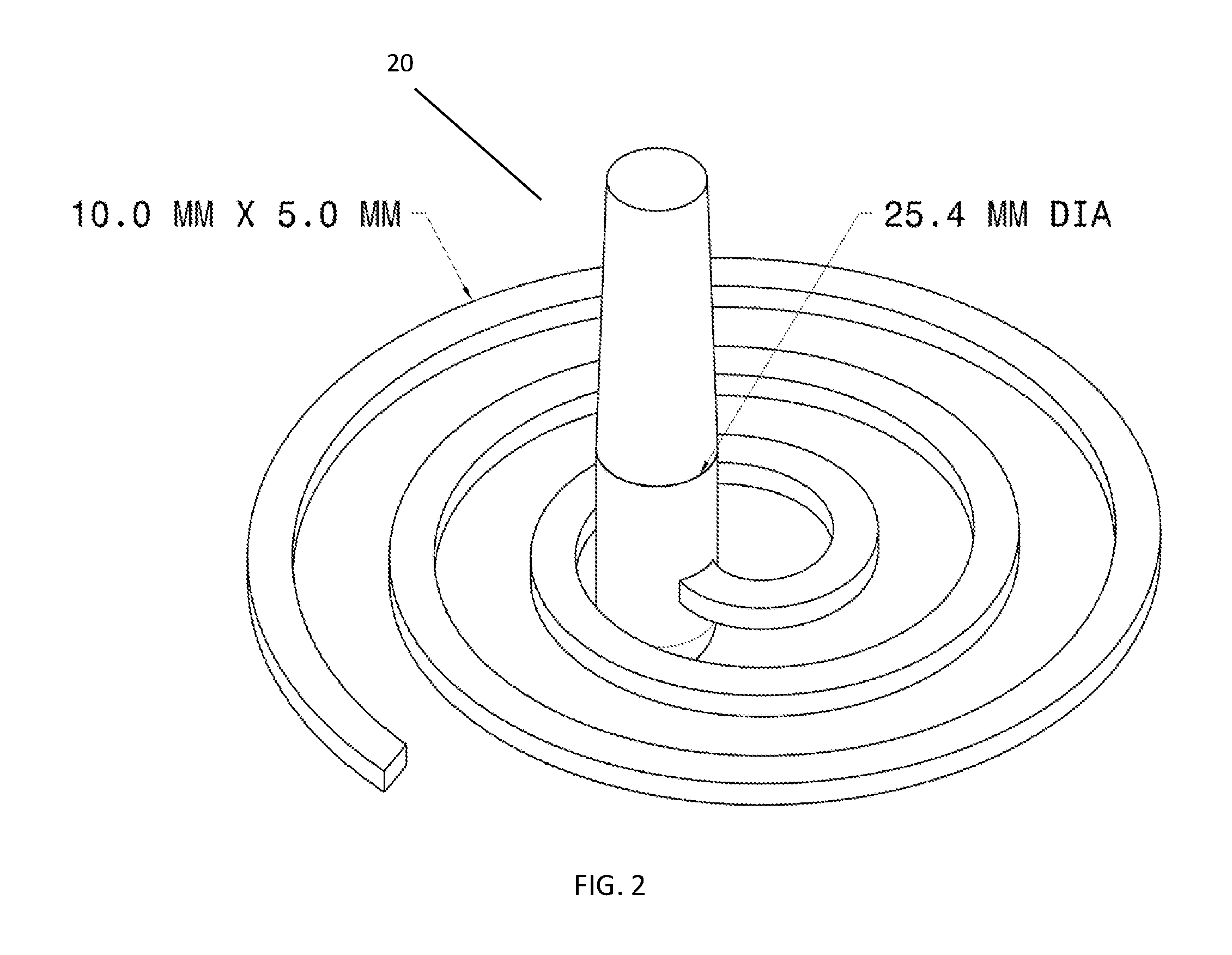
[0010] FIG. 2 is a top perspective view of a fluidity spiral design used to determine the fluidity lengths of embodiments of inventive alloys simulated during gravity feeding in a sand mold; and
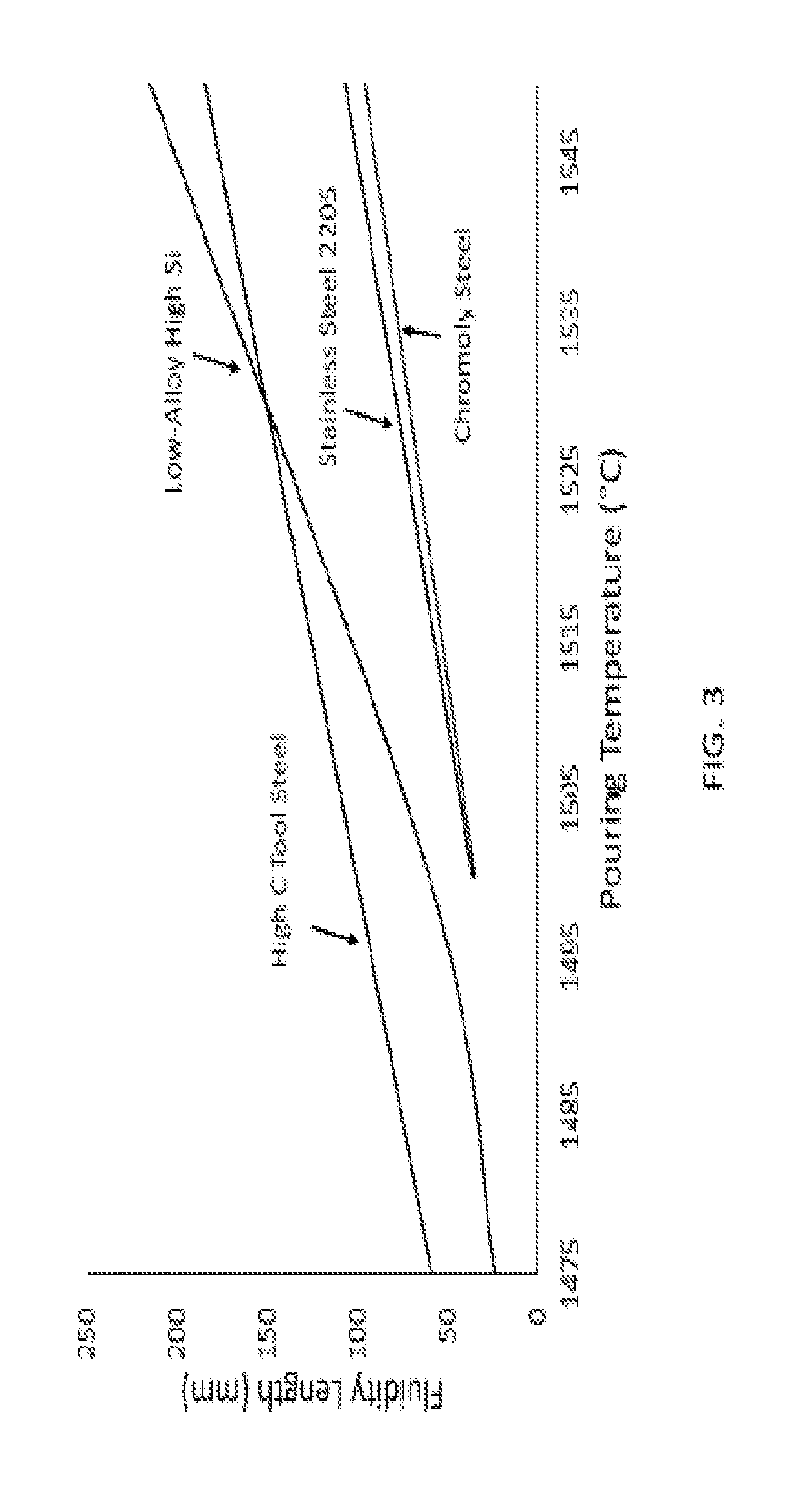
[0011] FIG. 3 is a graph of fluidity length versus pouring temperature as measured along the fluidity spiral of FIG. 2 as simulated using finite element analysis method that shows superior fluidity of low-alloy high silicon steel of embodiments of the invention.
DESCRIPTION OF THE INVENTION
[0012] The present invention has utility as an iron alloy composition that can be heated to a low viscosity pour melt (as measured by the length of spiral fill) that allows for a casting to be made with features as thin as 1 mm As a result, a process is provided by which complex castings are achieved with article with features as thin as 1 mm and in some inventive embodiments having a surface area to volume ration (SA/V) of greater than 3 and in other instance SA/V of between 2.25 and 3.75. The low viscosity pour melt of the inventive iron alloy compositions allows for complex castings that could not previously be made, saving on machining and making cast iron available for parts that were not previously attainable. The resulting complex-shaped articles are amenable to subsequent heating, chemical, and hammering treatments to further modify the article properties. Higher strength and higher ductility are routinely obtained through subsequent heat treatments.
[0013] It is to be understood that in instances where a range of values are provided that the range is intended to encompass not only the end point values of the range but also intermediate values of the range as explicitly being included within the range and varying by the last significant figure of the range. By way of example, a recited range of from 1 to 4 is intended to include 1-2, 1-3, 2-4, 3-4, and 1-4.
[0014] As used herein, "high strength" with respect is defined as an alloy with a tensile strength of at least 450 MPa. An alloy that is not high strength is termed comparatively as "low strength".
[0015] As used herein, "high ductility" with respect is defined as an alloy with percent elongation in tensile fracture of at least 10% for an alloy with tensile strength less than 750 and an elongation in tensile fracture of at least 5% for an alloy with tensile strength greater than 750.
[0016] An alloy that is not high ductility is termed comparatively as "low ductility".
[0017] Embodiments of the inventive steel alloys utilize an iron alloy composition which exhibits high pour fluidity and high strength for the production of cast and forged products. Articles formed according to the present invention have applications in a variety of fields and articles such as transportation to form suspension components illustratively including knuckles, gears, housings, and control arms; agricultural to form ground engagement tools illustratively including plows, disk harrows, hillers, furrowers, cultivators, and aerators; defense to form armor and shielding; seafaring to form hull components; and oil and gas and industrial fluid management to form pump components and fluid heads. An exemplary casting produced by an inventive process is shown in FIGS. 1A-C. The casting 10 in FIGS. 1A and 1B is a differential housing with sharp transitions from bulk sections (greater than 25 millimeters (mm)) to thin features (less than 3 mm), without macroporosity, shown in the cut section of the wall 15 in FIG. 1C. The casting 10 is gravity fed cast in a sand mold under ambient atmosphere. The vane feature 14, channel 16, and fastener engagement region 12 as shown illustrate thin features formed according to the present invention that are either thinner than in conventional steel castings and as such require less or no machining than conventional castings. Additionally, inventive castings are formed of high strength materials. The article depicted in FIGS. 1A and 1B has a SA/V of 3. An inventive casting is readily formed with thin features as small as 1 mm It is appreciated that the ability to form high aspect ratio vanes 14 as depicted in FIG. 1A are particularly advantageous in promoting radiative cooling of an article during operation.
[0018] A measure of the complex shape casting according to the present invention is that components with SA/V of greater than 3 are obtained. In still other embodiments articles with SA/V of between 2 and 20 are obtained. The application to form thinned walled articles from iron alloys that can have high strength allows for a considered weight reduction, material savings, and ease of manufacturing for a number of conventional articles including the aforementioned.
[0019] To illustrate the differential in SA/V associated with the present invention, Table 1 provides SA/V values for simple geometric shapes of a hollow cylinder, hollow sphere, and a square sheet as a function of thickness.
TABLE-US-00001 TABLE 1 SA/V for a hollow cylinder, hollow sphere and square sheet Wall thickness SA/V hollow SA/V hollow SA/V square (mm) cylinder* sphere** sheet*** 1 22.2 20.00 21.3 3 6.9 6.7 8.0 5 4.2 4.1 5.3 10 2.2 2.1 3.3 *.DELTA.radius is wall thickness, height = 90 mm; **inner radius = 30 mm; ***side = 30 mm
[0020] In comparison to the present invention, a conventional casting corresponding to that depicted in FIGS. 1A and 1B has a SA/V of 2.9Iron alloys suitable for use in the present invention are formulated with a liquidus temperature of less than 1515.degree. C. that also provides an ultimate tensile strength of at least 750 MPa. It is appreciated that the ultimate tensile strength is obtained by subjecting an article cast according to the present invention to subsequent heating protocols.
[0021] It is appreciated that the ultimate tensile strength is obtained by subjecting an article cast according to the present invention to subsequent heating protocols. These protocols can include, but are not limited to, heat treatments detailed in MIL-H-6875H, which include normalizing, annealing, stress relieving, austenitizing, quenching, tempering, and hardening for class A, B, C, and D steels.
[0022] The liquidus temperature, high fluidity, and high strength of the alloy allows for the creation of cast and, or, forged articles with complex geometry that are not readily formed with conventional steels. The tensile strength of the material upon casting is at least 750 MPa and can even be as high as 924 MPa, as the effect of small variations in chemical composition and casting quality a this number.
[0023] The material can be further refined with subsequent heating protocols could include annealing, quenching and tempering, quenching and partitioning, and cryogenic treatment. The tensile strength upon these subsequent heating protocols can range from 770 to 2000 MPa.
[0024] Fluidity is determined using the spiral depicted in FIG. 2. The measure of melt flow as used herein is detailed in Chapter 3 of per John Campbell, Castings, 2.sup.nd ed., Butterworth Heineman, 2003. A casting spiral measurement device is detailed in this reference with respect to FIG. 3.2.
[0025] A process of casting an article is provided according to the present invention that includes heating an iron alloy to a pour temperature of between 1475.degree. C. and 1650.degree. C. [PLEASE CONFIRM] and a fluidity length of greater than 23 millimeters to form a melt. It is appreciated that the melt temperature when the molten alloy is poured is a parameter that controls the fluidity length and therefore the ability to fill cavities in the mold corresponding to thin features in the complementary article. The mold used in an inventive process includes a variety of conventional mold materials including sand and plaster. Resin bonded sand molds are noted to be particularly well suited for the complex castings that are formed by the present invention. The molten material at the pour temperature is then poured into a mold and allowed to solidify to form the article. The article is then removed from the mold.
[0026] While the present invention is detailed above with respect to cast, it is appreciated that the iron alloys of the present invention are also amenable to hot forging, at or near temperature above the recrystallization temperature of the alloy, to achieve complex forgings as well. For the iron alloys detailed herein hot forging occurs at temperature of between 600.degree. C. and 1200.degree. C. It is appreciated that forging at these temperatures inhibits strain hardening of the metal during deformation. In some embodiments of the present invention, hot forging occurs in a controlled atmosphere as to either gas composition, pressure, or both to control oxidation. This process of commonly referred to in the art as isothermal forging. Typical forging and hot forging are conducted in ambient air; however, it is appreciated that one can utilize nitrogen, argon, or endothermic gas mixture atmospheres in order to reduce the risk of surface oxidation.
[0027] A mold or a forge die according to the present invention has an interior cavity dimension of between 1 mm and 5 mm that is imparted to the resulting article. In still other embodiments, such as that shown in FIGS. 1A and 1B, article features of from 3 mm to 5 mm, or 2 mm to 4 mmm is imparted to an article. In still other embodiments of the present invention, the thin features are produced with an aspect ratio (height to thickness) above the other portions of the articles of between 1 and 10, while in other embodiments, the aspect ratio is between 1 and 6. The vane 14 and channel 16 shown in FIGS. 1A and 1B, respectively are exemplary of such aspect ratios.
[0028] In a specific embodiment of the steel alloy for a low alloy, medium carbon, for the production of cast and forged products has a chemical composition (in weight %) of approximately 90% Fe (iron) with 0.1-2.0% C (carbon), 1.5-5% Si (silicon), 0.1-0.6% Mn (manganese), 0.1-2% Cu, 0.5-5% Ni (nickel), 0.01-1% Mo (molybdenum), the remainder being trace elements, where the alloy composition follows the condition that the calculated liquidus temperature is less than 1515.degree. C. using the formula as disclosed by Dinami, Realnih, Jekel Z. Metodami, And Ne Analize. In "Determination of the solidus and liquidus temperatures of the real-steel grades with dynamic thermal-analysis methods." Materiali in Tehnologije 47.5 (2013): pp 569-575: as follows: T.sub.liquidus=1536-K(% C)-8(% Si)-5(% Mn)-30(% P)-25(% S)-1.7(% Al)-5(% Cu)-1.5(% Cr)-4(% Ni)-2(% V)-1(% W)-1.7(% Co)-12.8(% Zr)-7(% Nb)-3(% Ta)-14(% Ti) where the coefficient K is 88 for % C greater than 0.5% and K is 65 for % C less than or equal to 0.5%.
[0029] In a specific embodiment, the iron alloy above may be formed with an additional 0.05-5% Al (aluminum) content by weight %. In a specific embodiment the iron alloy above may be formed with an additional 0.05-5% Al content by weight %, and less than 0.01% Si by weight.
[0030] Simulations utilizing finite element analysis methods to model the solidification of alloys during casting procedures were conducted, of a gravity fed sand casting of a fluidity spiral 20 as shown in FIG. 2, to compare the fluidity length along the spiral of embodiments of the low-alloy high silicon steel alloys compared to other existing steels. The results of the simulation are shown in FIG. 3., which show that the length along the spiral before the alloy created a cold shut (the fluidity length) is longest for the low-alloy high silicon content material as compared to stainless steel and chromoly steel for the entire temperature range which spans from the average liquidus temperature of the steels to the average solidus temperature of the steels.
EXAMPLES
Example 1
[0031] A medium carbon iron alloy is formed with a chemical composition (in weight %) of approximately 90% Fe, with 0.1-2.0% C, 1.5-5% Si, 0.1-0.6% Mn, 0.1-2% Cu, 0.5-5% Ni, 0.1-1% Mo (molybdenum), the remainder being trace elements. This alloy is cast at a pouring temperature of 1550.degree. C. exhibits a Fluidity
[0032] Length (L.sub.f) using the Fluidity Test Spiral casting as shown in FIG. 2 of at least 8.48 mm in a channel cross section of 10.0.times.5.0 mm.
Example 2
[0033] The process of Example 1 is repeated with an alloy with a chemical composition (in weight %) of approximately 90% Fe, with 0.1-2.0% C, 1.5-5% Si, 0.1-0.6% Mn, 0.1-2% Cu, 0.5-5% Ni, 0.1-1% Mo (molybdenum), the remainder being trace elements. This alloy cast at a pouring temperature of 1475.degree. C. exhibits a Fluidity Length (Lf) using the Fluidity Test Spiral casting shown in Error! Reference source not found. of at least 1 mm in a channel cross section of 10.0.times.5.0 mm
Example 3
[0034] The alloy of Example 1 is poured into a mold complementary to the shape of FIGS. 1 1A and 1B at a pouring temperature of 1550.degree. C. The mold being formed of air set sand. After allowing the casting to cool, the cast article is removed from the mold as shown in FIGS. 1A and 1B. Casting gating and sprue were removed from casting.
Example 4
[0035] A pair of impression die are produced having surfaces complementary to those depicted in FIGS. 1A and 1B. A billet of the metal of Example 1 is placed in the first die of the set at a temperature of 900.degree. C. The first die is attached to an anvil. A hammer die is shaped as the complement to the first die to define a cavity corresponding to the article shown in FIGS. 1A and 1B. The hammer is then dropped on the workpiece, causing the metal to flow and fill the die cavities. The hammer contact with the workpiece being on the order of milliseconds per strike. The hammer is dropped 1 to 10 times to complete the forming of the workpiece. Excess metal is squeezed out of the die cavity as flash. In contrast to conventional forging that involves successive edging, blocking, and finish cavities, the article is formed with a single forging owing to the plasticity of the alloy under forging conditions. The resulting forging article is heat treated to impart a final high tensile strength to the article as detailed in Example 1.
[0036] The foregoing description is illustrative of particular embodiments of the invention, but is not meant to be a limitation upon the practice thereof. The following claims, including all equivalents thereof, are intended to define the scope of the invention.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.