Paperboard, Paperboard Container, And Method For Using A Paperboard Article
Yang; Chitai C. ; et al.
U.S. patent application number 16/023754 was filed with the patent office on 2019-01-10 for paperboard, paperboard container, and method for using a paperboard article. The applicant listed for this patent is WestRock MWV, LLC. Invention is credited to Chester E. Alkiewicz, Rahul Bhardwaj, Chitai C. Yang.
| Application Number | 20190009970 16/023754 |
| Document ID | / |
| Family ID | 63013100 |
| Filed Date | 2019-01-10 |








| United States Patent Application | 20190009970 |
| Kind Code | A1 |
| Yang; Chitai C. ; et al. | January 10, 2019 |
PAPERBOARD, PAPERBOARD CONTAINER, AND METHOD FOR USING A PAPERBOARD ARTICLE
Abstract
A method for using a paperboard article includes heating a paperboard article by way of microwave radiation. The paperboard article includes a paperboard substrate having a first major side and a second major side and one or more high-density polyethylene layers on at least one of the first major side and the second major side of the paperboard substrate.
| Inventors: | Yang; Chitai C.; (Mechanicsville, VA) ; Bhardwaj; Rahul; (Glen Allen, VA) ; Alkiewicz; Chester E.; (Glen Allen, VA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 63013100 | ||||||||||
| Appl. No.: | 16/023754 | ||||||||||
| Filed: | June 29, 2018 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62530488 | Jul 10, 2017 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D21H 19/56 20130101; D21H 27/10 20130101; D21H 19/82 20130101; D21H 19/22 20130101; B65D 2581/3435 20130101; B65D 2581/3437 20130101; B65D 81/3453 20130101; D21H 19/40 20130101 |
| International Class: | B65D 81/34 20060101 B65D081/34 |
Claims
1. A method for using a paperboard article, the method comprising: heating a paperboard article by way of microwave radiation, said paperboard article comprising: a paperboard substrate having a first major side and a second major side; and one or more high-density polyethylene layers on at least one of said first major side and said second major side of said paperboard substrate.
2. The method of claim 1 wherein said paperboard substrate includes at least one of a coated natural kraft board, a solid bleached sulfate board, a solid unbleached sulfate board, a coated recycled board, a coated white lined chipboard, and a folding boxboard.
3. The method of claim 1 wherein said paperboard substrate has a caliper thickness in a range of 7 points to 30 points.
4. The method of claim 1 wherein at least one high-density polyethylene layer has a density in a range of between 0.93 and 0.97 g/cm.sup.3.
5. The method of claim 1 wherein at least one high-density polyethylene layer has a melt index of greater than 0.3 g/10 min (190.degree. C./2.16 kg).
6. The method of claim 1 wherein a food product is on a surface of said paperboard article during said heating of said paperboard article.
7. The method of claim 1 wherein said paperboard article is in a configuration of a container.
8. A paperboard container comprising: a paperboard substrate having a first major side facing an interior of said paperboard container and a second major side facing an exterior of said paperboard container; and one or more high-density polyethylene layers directly on said first major side of said paperboard substrate.
9. The paperboard container of claim 8 wherein said paperboard substrate is disposed at an outermost surface of said second major side of said paperboard.
10. The paperboard container of claim 8 further comprising one or more high-density polyethylene layers on said second major side of said paperboard substrate.
11. The paperboard container of claim 8 further comprising a clay coating layer on said second major side of said paperboard substrate.
12. The paperboard container of claim 11 further comprising one or more high-density polyethylene layers on said clay coating layer.
13. The paperboard container of claim 8 wherein said paperboard substrate has a caliper thickness in a range of 7 points to 30 points.
14. The paperboard container of claim 8 wherein at least one high-density polyethylene layer has a density in a range of between 0.93 and 0.97 g/cm.sup.3.
15. The paperboard container of claim 8 wherein at least one high-density polyethylene layer has a melt index of greater than 0.3 g/10 min (190.degree. C./2.16 kg).
16. The paperboard container of claim 8 wherein said paperboard container is in a configuration of a cup or a bowl.
17. The paperboard container of claim 8 wherein said paperboard container includes a food product contained in an internal volume of said paperboard container and a lid sealing said internal volume of said paperboard container.
18. The paperboard container of claim 17 wherein indicia on an exterior of said paperboard container or on a packaging material attached to said paperboard container includes instructions for heating said food product by way of microwave radiation.
19. A paperboard consisting of: a paperboard substrate having a first major side and a second major side; one or more high-density polyethylene layers on one or both of said first major side and said second major side of said paperboard substrate; and optionally, a clay coating layer between said paperboard substrate and said one or more high-density polyethylene layers on one or both of said first major side and said second major side of said paperboard substrate.
20. The paperboard of claim 19 wherein said paperboard substrate has a caliper thickness in a range of 7 points to 30 points.
21. The paperboard of claim 19 wherein at least one high-density polyethylene layer has a density in a range of between 0.93 and 0.97 g/cm.sup.3.
22. The paperboard of claim 19 wherein at least one high-density polyethylene layer has a melt index of greater than 0.3 g/10 min (190.degree. C./2.16 kg).
Description
FIELD
[0001] This application relates to polymer coated paperboard and, more particularly, to polymer coated paperboard that can be converted into containers suitable for food heating or cooking by way of microwave radiation.
BACKGROUND
[0002] Extrusion coating of low-density polyethylene was first used to coat butcher paper in the 1950s, and low-density polyethylene is widely used as a barrier coating for hot and cold beverage cups and in a variety of other applications.
[0003] Polypropylene resin has been used in all-plastic containers for microwave heating of foods. Polypropylene coated paperboard can be converted into containers or cups suitable for food heating or cooking by way of microwave radiation. However, the extrusion coating of polypropylene onto paperboard and the converting of the polypropylene coated paperboard into containers and cups has created challenges for the paperboard industry. To address the challenges with extrusion coating of polypropylene onto paperboard and converting of the polypropylene coated paperboard, a mixture of polypropylene with 20% low-density polyethylene is coated on paperboard to make polymer coated paperboard that can be converted into containers suitable for food heating or cooking by way of microwave radiation.
[0004] Those skilled in the art continue with research and developments efforts in the field of polymer coated paperboard.
SUMMARY
[0005] In one aspect, the disclosed method for using a paperboard article includes heating a paperboard article by way of microwave radiation. The paperboard article includes a paperboard substrate having a first major side and a second major side and one or more high-density polyethylene layers on at least one of the first major side and the second major side of the paperboard substrate.
[0006] In another aspect, the disclosed paperboard container includes a paperboard substrate having a first major side facing an interior of the paperboard container and a second major side facing an exterior of the paperboard container, and one or more high-density polyethylene layers directly on the first major side of the paperboard substrate.
[0007] In another aspect, disclosed is a paperboard consisting of a paperboard substrate having a first major side and a second major side, one or more high-density polyethylene layers on one or both of the first major side and the second major side of the paperboard substrate, and optionally, a clay coating layer between the paperboard substrate and the one or more high-density polyethylene layers on one or both of the first major side and the second major side of the paperboard substrate.
[0008] Other aspects of the disclosed paperboard, paperboard container, and method for using a paperboard article will become apparent from the following description, the accompanying drawings and the appended claims.
BRIEF DESCRIPTION OF THE DRAWINGS
[0009] FIG. 1 is a cross-section of a paperboard according to a first embodiment;
[0010] FIG. 2 is a cross-section of a paperboard according to a second embodiment;
[0011] FIG. 3 is a cross-section of a paperboard according to a third embodiment;
[0012] FIG. 4 is a cross-section of a paperboard according to a fourth embodiment;
[0013] FIG. 5 is a cross-section of a paperboard according to a fifth embodiment;
[0014] FIG. 6 is a cross-section of a paperboard according to a sixth embodiment;
[0015] FIG. 7 is a cross-section of a paperboard according to a seventh embodiment;
[0016] FIG. 8 is a cross-section of a paperboard according to an eighth embodiment;
[0017] FIG. 9 is a schematic view of an extrusion coating system for coating a high-density polyethylene layer onto a paperboard substrate;
[0018] FIG. 10 is a top view of an unprinted sidewall blank;
[0019] FIG. 11 is a top view of a printed sidewall blank having indicia printed on a major side thereof;
[0020] FIG. 12 is a perspective view of an embodiment of an exemplary paperboard container;
[0021] FIG. 13 is a cross-sectional side view of the paperboard container of FIG. 12;
[0022] FIG. 14 is a perspective view of a lid of the paperboard container of FIG. 12;
[0023] FIG. 15 is a perspective view of another embodiment of an exemplary paperboard container;
[0024] FIG. 16 is a cross-sectional side view of the paperboard container of FIG. 15;
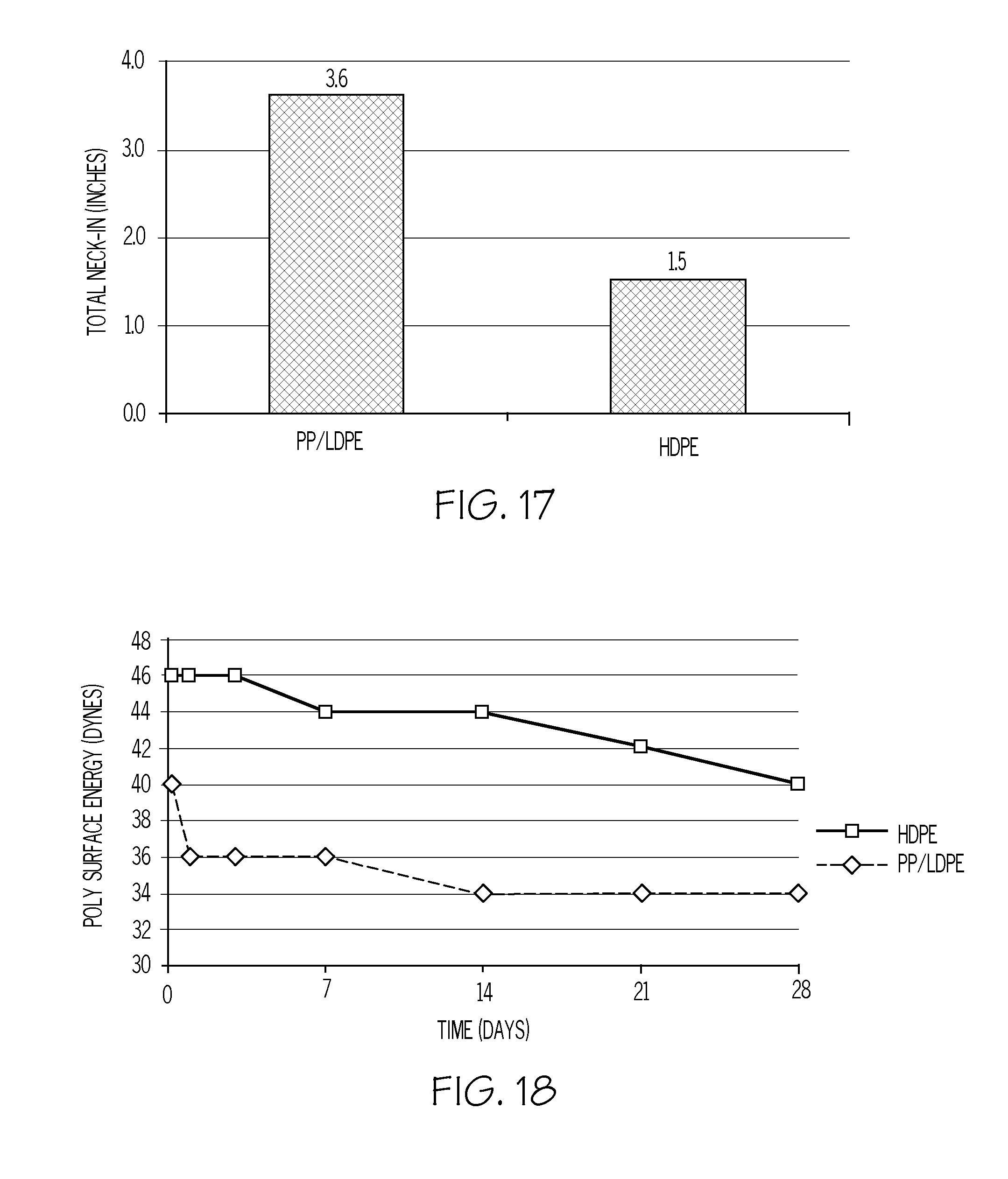
[0025] FIG. 17 is a graph relating to a polymer extrusion coating trial showing a melt curtain neck-in of a paperboard having a high-density polyethylene coating compared to a melt curtain neck-in of a paperboard having a polypropylene/low-density polyethylene coating;
[0026] FIG. 18 is a graph relating to a polymer extrusion coating trial showing a corona treatment level of a paperboard having a high-density polyethylene coating compared to a corona treatment level of a paperboard having a polypropylene/low-density polyethylene coating;
[0027] FIG. 19 is a graph relating to a polymer extrusion coating trial showing a Coefficient of Friction (CoF) of a paperboard having a high-density polyethylene coating compared to a Coefficient of Friction (CoF) of a paperboard having a polypropylene/low-density polyethylene coating;
[0028] FIG. 20 is a graph relating to a polymer extrusion coating trial showing an abrasion resistance of a paperboard having a high-density polyethylene coating compared to an abrasion resistance of a paperboard having a polypropylene/low-density polyethylene coating;
[0029] FIG. 21 is a graph relating to a polymer extrusion coating trial showing a Water Vapor Transmission Rate (WVTR) of a paperboard having a high-density polyethylene coating compared to a Water Vapor Transmission Rate (WVTR) of a paperboard having a polypropylene/low-density polyethylene coating; and
[0030] FIG. 22 is a graph relating to a polymer extrusion coating trial showing a cup forming heat sealing profile of a paperboard having a high-density polyethylene coating compared to a cup forming heat sealing profile of a paperboard having a polypropylene/low-density polyethylene coating.
DETAILED DESCRIPTION
[0031] A paperboard includes a paperboard substrate having a first major side and a second major side, and one or more high-density polyethylene layers on at least one of the first major side and the second major side of the paperboard substrate. The paperboard may further include a clay coating layer between the paperboard substrate and the one or more high-density polyethylene layers on one or both of the first major side and the second major side of the paperboard substrate.
[0032] FIG. 1 is a cross-section of a paperboard 10 according to a first embodiment. The paperboard 10 includes a paperboard substrate 11 having a first major side 12 and a second major side 13 and a high-density polyethylene layer 15 on the first major side 12 of the paperboard substrate 11. The high-density polyethylene layer 15 may be directly, i.e. with no intervening layer, disposed on the first major side 12 of the paperboard substrate 11. The high-density polyethylene layer 15 may be disposed at an outermost surface of the paperboard 10 at the first major side 12. The paperboard substrate 11 may be disposed at an outermost surface of the paperboard 10 at the second major side 13.
[0033] FIG. 2 is a cross-section of a paperboard 20 according to a second embodiment. The paperboard 20 includes a paperboard substrate 21 having a first major side 22 and a second major side 23, a clay coating layer 24 on the first major side 22 of the paperboard substrate 21, and a high-density polyethylene layer 25 on the clay coating layer 24. The clay coating layer 24 may be directly, i.e. with no intervening layer, disposed on the first major side 22 of the paperboard substrate 21. The high-density polyethylene layer 25 may be directly, i.e. with no intervening layer, disposed on the clay coating layer 24. The high-density polyethylene layer 25 may be disposed at an outermost surface of the paperboard 20 at the first major side 22. The paperboard substrate 21 may be disposed at an outermost surface of the paperboard 20 at the second major side 23.
[0034] FIG. 3 is a cross-section of a paperboard 30 according to a third embodiment. The paperboard 30 includes a paperboard substrate 31 having a first major side 32 and a second major side 33, a high-density polyethylene layer 35 on the first major side 32 of the paperboard substrate 31, and a clay coating layer 36 on the second major side 33 of the paperboard substrate 31. The high-density polyethylene layer 35 may be directly, i.e. with no intervening layer, disposed on the first major side 32 of the paperboard substrate 31. The clay coating layer 36 may be directly, i.e. with no intervening layer, disposed on the second major side 33 of the paperboard substrate 31. The high-density polyethylene layer 35 may be disposed at an outermost surface of the paperboard 30 at the first major side 32. The clay coating layer 36 may be disposed at an outermost surface of the paperboard 30 at the second major side 33.
[0035] FIG. 4 is a cross-section of a paperboard 40 according to a fourth embodiment. The paperboard 40 includes a paperboard substrate 41 having a first major side 42 and a second major side 43, a first clay coating layer 44 on the first major side 42 of the paperboard substrate 41, and high-density polyethylene layer 45 on the first clay coating layer 44, and a second clay coating layer 46 on the second major side 43 of the paperboard substrate 41. The first clay coating layer 44 may be directly, i.e. with no intervening layer, disposed on the first major side 42 of the paperboard substrate 41. The high-density polyethylene layer 45 may be directly, i.e. with no intervening layer, disposed on the first clay coating layer 44. The second clay coating layer 46 may be directly, i.e. with no intervening layer, disposed on the second major side 43 of the paperboard substrate 41. The high-density polyethylene layer 45 may be disposed at an outermost surface of the paperboard 40 at the first major side 42. The second clay coating layer 46 may be disposed at an outermost surface of the paperboard 40 at the second major side 43.
[0036] FIG. 5 is a cross-section of a paperboard 50 according to a fifth embodiment. The paperboard 50 includes a paperboard substrate 51 having a first major side 52 and a second major side 53, a first high-density polyethylene layer 55 on the first major side 52 of the paperboard substrate 51, and a second high-density polyethylene layer 57 on the second major side 53 of the paperboard substrate 51. The first high-density polyethylene layer 55 may be directly, i.e. with no intervening layer, disposed on the first major side 52 of the paperboard substrate 51. The second high-density polyethylene layer 57 may be directly, i.e. with no intervening layer, disposed on the second major side 53 of the paperboard substrate 51. The first high-density polyethylene layer 55 may be disposed at an outermost surface of the paperboard 50 at the first major side 52. The second high-density polyethylene layer 57 may be disposed at an outermost surface of the paperboard 50 at the second major side 53.
[0037] FIG. 6 is a cross-section of a paperboard 60 according to a sixth embodiment. The paperboard 60 includes a paperboard substrate 61 having a first major side 62 and a second major side 63, a clay coating layer 64 on the first major side 62 of the paperboard substrate 61, a first high-density polyethylene layer 65 on the clay coating layer 64, and a second high-density polyethylene layer 67 on the second major side 63 of the paperboard substrate 61. The clay coating layer 64 may be directly, i.e. with no intervening layer, disposed on the first major side 62 of the paperboard substrate 61. The first high-density polyethylene layer 65 may be directly, i.e. with no intervening layer, disposed on the clay coating layer 64. The second high-density polyethylene layer 67 may be directly, i.e. with no intervening layer, disposed on the second major side 63 of the paperboard substrate 61. The first high-density polyethylene layer 65 may be disposed at an outermost surface of the paperboard 60 at the first major side 62. The second high-density polyethylene layer 67 may be disposed at an outermost surface of the paperboard 60 at the second major side 63.
[0038] FIG. 7 is a cross-section of a paperboard 70 according to a seventh embodiment. The paperboard 70 includes a paperboard substrate 71 having a first major side 72 and a second major side 73, a first high-density polyethylene layer 75 on the first major side 72 of the paperboard substrate 71, a clay coating layer 76 on the second major side 73 of the paperboard substrate 71, and a second high-density polyethylene layer 77 on the clay coating layer 76. The first high-density polyethylene layer 75 may be directly, i.e. with no intervening layer, disposed on the first major side 72 of the paperboard substrate 71. The clay coating layer 76 may be directly, i.e. with no intervening layer, disposed on the second major side 73 of the paperboard substrate 71. The second high-density polyethylene layer 77 may be directly, i.e. with no intervening layer, disposed on clay coating layer 76. The first high-density polyethylene layer 75 may be disposed at an outermost surface of the paperboard 70 at the first major side 72. The second high-density polyethylene layer 77 may be disposed at an outermost surface of the paperboard 70 at the second major side 73.
[0039] FIG. 8 is a cross-section of a paperboard 80 according to an eighth embodiment. The paperboard 80 includes a paperboard substrate 81 having a first major side 82 and a second major side 83, a first clay coating layer 84 on the first major side 82 of the paperboard substrate 81, a first high-density polyethylene layer 85 on the first clay coating layer 84, a second clay coating layer 86 on the second major side 83 of the paperboard substrate 81, and a second high-density polyethylene layer 87 on the second clay coating layer 86. The first clay coating layer 84 may be directly, i.e. with no intervening layer, disposed on the first major side 82 of the paperboard substrate 81. The first high-density polyethylene layer 85 may be directly, i.e. with no intervening layer, disposed on the first clay coating layer 84. The second clay coating layer 86 may be directly, i.e. with no intervening layer, disposed on the second major side 83 of the paperboard substrate 81. The second high-density polyethylene layer 87 may be directly, i.e. with no intervening layer, disposed on the second clay coating layer 86. The first high-density polyethylene layer 85 may be disposed at an outermost surface of the paperboard 80 at the first major side 82. The second high-density polyethylene layer 87 may be disposed at an outermost surface of the paperboard 80 at the second major side 83.
[0040] Although various embodiments of the paperboard are described above with reference to FIGS. 1 to 8, modifications may occur to those skilled in the art upon reading the specification. For example, in any of the above FIGS. 1 to 8, any of the high-density polyethylene layers may be substituted with multiple high-density polyethylene layers. The present application includes such modifications and is limited only by the scope of the claims.
[0041] The paperboard substrate may include any web of fibrous material that is capable of applying a high-density polyethylene layer thereon. The paperboard substrate may be bleached or unbleached. For example, the paperboard substrate may include a coated natural kraft board, a solid bleached sulfate board, a solid unbleached sulfate board, a coated recycled board, a coated white lined chipboard, or a folding boxboard.
[0042] The thickness of the paperboard substrate may depend on various factors, such as the density of the paperboard substrate. For example, the paperboard substrate may have a caliper thickness in a range of 6 points to 36 points (1 point equals 0.001 inch). As one specific example, the paperboard substrate may have a caliper thickness of 7 points to 30 points. As another specific example, the paperboard substrate may have a caliper thickness in a range of 14 points to 20 points. As yet another specific example, the paperboard substrate may have a caliper thickness in a range of 16 points to 18 points. As used herein, 1 point equals 0.001 inches, which equals 25.4 micrometers (.mu.m).
[0043] The weight of the paperboard substrate may depend on various factors. For example, the paperboard substrate may have a basis weight ranging from 60 to 350 pounds per 3,000 square feet. As one specific example, the paperboard substrate may have a basis weight of 100 to 150 pounds per 3000 ft.sup.2. As another specific example, the paperboard substrate may have a basis weight of 150 to 180 pounds per 3000 ft.sup.2. As yet another specific example, the paperboard substrate may have a basis weight of 180 to 220 pounds per 3000 ft.sup.2.
[0044] The clay coating layer may be applied to the paperboard substrate to improve a printing quality of a surface of the paperboard. The clay coating layer may include a mixture of inorganic pigment and one or more other materials, such as binders (e.g. emulsion polymer binders) and dispersing agents. In a specific example, the clay coating layer may include kaolin clay.
[0045] The clay coating layer may be applied in any manner that is capable of applying the clay coating layer onto a paperboard substrate. In a specific example, the clay coating layer may be coated onto the paperboard substrate. Examples of coaters which may be employed include air knife coaters, blade coaters, rod coaters, bar coaters, multi-head coaters, roll coaters, roll/blade coaters, cast coaters, laboratory coaters, gravure coaters, kiss coaters, liquid application systems, reverse roll coaters, curtain coaters, spray coaters and extrusion coaters.
[0046] It was surprisingly discovered by the inventors that high-density polyethylene protects the paperboard substrate from moisture even after heating the same by way of microwave radiation.
[0047] The density of the high-density polyethylene of the one or more high-density polyethylene layers may range from 0.93 to 0.97 g/cm.sup.3. In one example, the density of the high-density polyethylene ranges from 0.95 to 0.96 g/cm.sup.3. In an aspect, the high-density polyethylene may have a melt index of greater than 0.3 g/10 min (190.degree. C./2.16 kg). In another aspect, the high-density polyethylene may have a melt index of greater than 4 g/10 min (190.degree. C./2.16 kg). In yet another aspect, the high-density polyethylene may have a melt index of greater than 8 g/10 min (190.degree. C./2.16 kg). In one aspect, a first layer of the one or more high-density polyethylene layers may have a first density and first melt index, and a second layer of the one or more high-density polyethylene layers may have a second density and second melt index different from the first density and first melt index.
[0048] An exemplary high-density polyethylene layer is a single layer of 100% high-density polyethylene resin extrusion coated on either or both sides of the paperboard substrate, in which the high-density polyethylene has a density of 0.950 g/cm.sup.3 per ASTM D792 and the melt index (MI) is 12 g/10 min per ASTM D1238 testing at 2.16 kg load and 190.degree. C.
[0049] The one or more high-density polyethylene layers may be applied to the paperboard substrate using any available technique. Examples of suitable techniques for applying the one or more high-density polyethylene layers include extrusion coating, extrusion laminate, curtain coating, and adhesive lamination. In an example, multiple high-density polyethylene layers may be coextruded onto the paperboard substrate. In another example, a first high-density polyethylene layer may be laminated onto the paperboard, and then a second high-density polyethylene layer may be extruded onto the paperboard. In yet another example, a first high-density polyethylene layer may be extruded onto the paperboard, and then a second high-density polyethylene layer may be laminated onto the paperboard.
[0050] FIG. 9 illustrates an exemplary extrusion coating system 90 for coating a high-density polyethylene layer onto a paperboard substrate. As shown, a paperboard substrate 91 may be unwound from an unwind roll 92 and passed between a nip roll 93 and a chill roll 94 and wound to a rewind roll 95. Meanwhile, resin 96 may be extruded from a slot die 97 at elevated temperatures onto the moving paperboard substrate. The resin-coated paperboard substrate 91 may then be passed through the nip roll 93 and the chill roll 94 to cool the resin 96 and impart a desired finish. The coating thickness may be controlled by controlling a ratio of the speed of the moving paperboard substrate 91 and the speed at which resin 96 is extruded from the slot die 97.
[0051] The composition of the one or more high-density polyethylene layers may be pure high-density polyethylene layer or may be a mixture of high-density polyethylene and one or more other materials that do not inhibit the capability of the high-density polyethylene layer from protecting the paperboard substrate from moisture even after heating the same by way of microwave radiation. For example, the one or more high-density polyethylene layers may include high-density polyethylene in an amount of 50% or greater, such as 60% or greater, 70% or greater, 80% or greater, 90% or greater, 95% or greater, 99% or greater, or 100% high-density polyethylene layer. In an example, a first high-density polyethylene layer may include a first percentage of high-density polyethylene and a second high-density polyethylene layer may include a second percent of high-density polyethylene different from the first percentage of high-density polyethylene.
[0052] The disclosed paperboard may be made into a paperboard article using any available technique. Although various operations of making paperboard articles are described below, modifications may occur to those skilled in the art upon reading the specification. The present application includes such modifications and is limited only by the scope of the claims.
[0053] The disclosed paperboard may be printed with indicia, such as high-quality advertising text and graphics, on one or both major sides by a printing operation. The printing operation may include any apparatus or system capable of marking the paperboard with indicia. For example, the printing operation may include a printing press capable of printing high quality text and/or graphics (e.g., advertising text and graphics) onto the paperboard. Specific examples of printing techniques include offset printing, gravure printing, flexographic printing and digital printing.
[0054] The disclosed paperboard may be cut into blanks by way of a cutting operation. The cutting operation may include any apparatus or system capable of cutting blanks from the paperboard. For example, the cutting operation may include a die cutting machine. The cutting operation may provide the blanks with the desired shape. The shape of the blanks may depend on the intended shape and configuration of the paperboard article. Furthermore, in the case of cutting after a printing operation, the cutting operation may cut the blanks such that the printed indicia are positioned at the desired location.
[0055] The blanks may be formed into a paperboard article by a forming operation. The forming operation may shape and assemble one or more blanks into a paperboard article having the desired shape and configuration. The forming operation may include any apparatus or system capable of forming one or more blanks into a paperboard article having the desired shape and configuration. The forming operation may, for example, include a press mold or thermoforming mold.
[0056] Although various operations of making paperboard articles are described above in a specific order and as independent operations performed by separate machines or systems, it will be understood that one or more operations may be performed in a different order, that one or more operations may be combined in a single operation, that one operation may be separated into multiple operations, or that one or more operations may be performed by a single machine or system.
[0057] An embodiment of a method for using a paperboard article may include heating the disclosed paperboard article by way of microwave radiation. For example, a paperboard article including a paperboard substrate having a first major side and a second major side, and one or more high-density polyethylene layers on at least one of the first major side and the second major side of the paperboard substrate may be heated by way of microwave radiation, such as by heating the paperboard article in a microwave oven. A food product (e.g. soup, oatmeal, coffee, water, etc.) may be on a surface of the paperboard article during the heating of the paperboard article.
[0058] In an example, the paperboard article may be a paperboard container (e.g. cup, bowl). The paperboard container may have any desired container configuration.
[0059] It will be understood that the paperboard container may be made from a disclosed paperboard using any available technique. Although various operations of making paperboard containers are described below, modifications may occur to those skilled in the art upon reading the specification.
[0060] A roll of the disclosed paperboard may be printed with indicia on one or both major sides by a printing operation, such as by way of offset printing, gravure printing, flexographic printing or digital printing. The printed or unprinted paperboard may be cut into container blanks, such as sidewall blanks, bottom blanks, or lid blanks, by way of a cutting operation, such as by way of a die cutting machine. FIGS. 10 and 11 illustrate exemplary sidewall blanks 100, 110 that may be used in the manufacture of a paperboard container. FIG. 10 shows an unprinted sidewall blank 100, and FIG. 11 shows a printed sidewall blank 110 having indicia 112 printed on a major side thereof.
[0061] The printed or unprinted container blanks are then formed into a paperboard container by a forming operation. For example, a sidewall blank 100, 110 of FIG. 10 or 11 may be shaped by wrapping the sidewall blank 100, 110 around a mandrel to form a frustoconical-shaped sidewall. In an example, a sidewall blank may have a caliper thickness of 16 points. The sidewall may be completed by overlapping and sealing longitudinal ends of the shaped sidewall blank to form an overlapped and sealed seam. The seam may be sealed using any available technique. In an example, the seam may be sealed by heating and connecting a first high-density polyethylene layer with a second high-density polyethylene layer at the overlapped portion. In another example, the seam may be sealed by folding a first longitudinal end and heating and connecting the first high-density polyethylene layer at the first longitudinal end with the first high-density polyethylene layer at the second longitudinal end.
[0062] In a non-limiting embodiment, the container may include a bottom. The bottom may be made from the disclosed paperboard, a different paperboard, or a non-paperboard material. In an example, a bottom blank may have a caliper thickness of 13 points. The bottom may be sealed to the sidewall using any available technique. In an example, a lower end of the sidewall may be shaped to form a circumferential recess. The bottom may be placed into the circumferential recess and sealed to the sidewall. In a specific example, at least one of the sidewall and the bottom have a high-density polyethylene layer, which facilitates excellent sealing.
[0063] In a non-limiting embodiment, the container may include a lid. The lid may be made from the disclosed paperboard, a different paperboard, or a non-paperboard material, such as a film material (e.g., polymer; metal; metal-polymer combination), press-on lids (e.g., molded plastic lids) and the like. The lid may be sealed to the sidewall or may remain an unsealed lid. The lid may be sealed to the sidewall using any available technique and may depend on, among other possible factors, the type of lid being used. In a specific example, at least one of the sidewall and the lid have a high-density polyethylene layer, which facilitates excellent sealing.
[0064] During packaging, a food product (e.g. soup, oatmeal, etc.) may be placed into the internal volume of the paperboard container and the lid may be sealed to the sidewall of the paperboard container, such as with a heat-seal, an adhesive or an interference fit.
[0065] In an example, an upper end of a sidewall may be rolled over to form a flange and the lid may be sealed to the flange.
[0066] In another example, a film material may be sealed, such as by way of lamination onto the sidewall to seal the paperboard container. A second non-sealing lid may be provided to cover the film material.
[0067] Although various embodiments of paperboard containers are described below, modifications may occur to those skilled in the art upon reading the specification.
[0068] An embodiment of an exemplary paperboard container 120 is illustrated in FIGS. 12-14. A paperboard container 120 formed from the disclosed paperboard may include a sidewall 122, a bottom 124 and a lid 126. The sidewall 122 may be formed by, for example, die-cutting a sidewall blank from a sheet of the disclosed paperboard into the desired configuration (e.g., trapezoidal), such the sidewall blanks 100, 110 of FIGS. 10 and 11. The sidewall blank may include a first longitudinal end and a second longitudinal end. The sidewall 122 may be formed by overlapping both longitudinal ends to surround an interior cavity of the container, forming an overlapped seam 128 in which the first longitudinal end is positioned inside the second longitudinal end. The seam 128 may be sealed by, for example, connecting a high-density polyethylene layer of the first longitudinal end to a high-density polyethylene layer of the second longitudinal end.
[0069] The bottom 124 may formed from the disclosed paperboard. Various techniques may be used to seal the bottom 124 to the sidewall 122. As one example, a lower end of the sidewall 122 may be shaped to form a circumferential recess 130. The bottom 124 may be placed into the recess 130 and sealed to the sidewall 122. Suitable techniques for sealing the bottom 124 to the sidewall 122 include hot air heat seal and ultrasound sealing.
[0070] The lid 126 may be an unsealed plastic lid 126. The lid 126 may attach to the sidewall 122 by way of, for example, an interference fit. An upper end of the sidewall 122 may be rolled over to form a bead 132. The lid 126 may be made to form an interference fit with the bead 132 at the upper end of the sidewall 122, such that the lid 126 may be repeatedly removed and attached to cover the paperboard container 120.
[0071] Another embodiment of an exemplary paperboard container 140 is illustrated in FIGS. 15 and 16. A paperboard container 140 formed from the disclosed paperboard may include a sidewall 142, a bottom 144 and a lid 146. The sidewall 142 may be formed by, for example, die-cutting a sidewall blank from a sheet of the disclosed paperboard into the desired configuration (e.g., trapezoidal), such the sidewall blanks 100, 110 of FIGS. 10 and 11. The sidewall blank may include a first longitudinal end and a second longitudinal end. The sidewall 142 may be formed by overlapping both longitudinal ends to surround an interior cavity of the container, forming an overlapped seam (not shown) in which the first longitudinal end is positioned inside the second longitudinal end. The seam may be sealed by, for example, connecting and heating a high-density polyethylene layer of the first longitudinal end to a high-density polyethylene layer of the second longitudinal end.
[0072] The bottom 144 may formed from the disclosed paperboard. Various techniques may be used to seal the bottom 144 to the sidewall 142. As one example, a lower end of the sidewall 142 may be shaped to form a circumferential recess 150. The bottom 144 may be placed into the recess 150 and sealed to the sidewall 142. Suitable techniques for sealing the bottom 144 to the sidewall 142 include hot air heat seal and ultrasound sealing.
[0073] The lid may be sealed to the sidewall 142. The paperboard lid 146 may be made from the disclosed paperboard, a different paperboard or a different material such as a film material (e.g., polymer; metal; metal-polymer combination). Various techniques may be used to seal the lid 146 to the sidewall 142. As one example, an upper end of the sidewall may be rolled over to form a flange 152 and the lid 146 may be sealed to the flange 152. The lid 146 may be sealed to the flange 152 by, for example, connecting and heating a high-density polyethylene layer of a paperboard lid 146 to a high-density polyethylene layer of the flange 152. As another example, a film lid 146 may be sealed to the flange 152, by, for example, a heat-seal or an adhesive, and a second lid may be provided to cover the film lid 146.
[0074] Another embodiment of an exemplary paperboard container may include a food product contained in an internal volume of the paperboard container and a lid sealing the internal volume of the paperboard container. The lid may be sealed using any available technique and may depend on, among other possible factors, the type of lid being used. Indicia may include instructions for heating the food product by way of microwave radiation. The instructions may be included with the paperboard container in any manner, such as by printing on an exterior of the paperboard container or by way of an additional packaging material attached with the paperboard container. Accordingly, the paperboard container containing the food product may be purchased by a consumer and the food product may be heated by way of microwave radiation according to the instructions while the food product is contained in the paperboard container. Additional steps may be included without departing from the scope of the present disclosure.
[0075] FIGS. 17-22 show comparative results of a high-density polyethylene (HDPE) coating on a paperboard substrate relative to a conventional polypropylene with 20% low-density polyethylene (PP/LDPE) coating on a paperboard substrate.
[0076] FIG. 17 relates to a polymer extrusion coating trial conducted on a solid bleached sulfate paperboard substrate. A die width for the polymer extrusion coating trial was 19 inches. A width of the polymer coating on the paperboard was measured after the extrusion coating process. A difference between the die width (19 inches) and the width of the polymer coating on the paperboard is referred to as a total neck-in. Reduced neck-in is favorable for a polymer extrusion process to increase material utilization by reducing trim waste. In the trial, the HDPE extrusion coating showed much less total neck-in (1.5 inches) than PP/LDPE (3.6 inches). The HDPE extrusion coating shows better process performance by increasing material utilization than the PP/LDPE extrusion coating.
[0077] FIG. 18 relates to polymer extrusion coating trial conducted on a solid bleached sulfate paperboard substrate. Corona treatment was imparted onto the polymer coating surface after extrusion. Polymer surface energy measured by dyne level was monitored over a period of 28 days (4 weeks). A higher dyne level is favorable for a polymer coating surface to ensure easy printability on the polymer surface. In this example, the HDPE surface can be Corona-treated initially at a higher dyne level than the PP/LDPE surface. The dyne level also decays slower for the HDPE surface than the PP/LDPE surface. The HDPE coating shows better printability characteristics than the PP/LDPE coating.
[0078] FIG. 19 relates to a polymer extrusion coating trial conducted on a solid bleached sulfate paperboard substrate. Coefficient of Friction (CoF) was measured as a frictional force to slide two surfaces, i.e. the polymer coating and a polymer coating of the same type. A lower CoF is favorable to reduce a force required to facilitate slide two polymer surfaces against each other. Static CoF is a measure of the initial force required to begin the sliding movement. Kinetic CoF is a measure of force required to maintain the movement. In this example, the HDPE surface shows a lower static CoF and a lower kinetic CoF than the PP/LDPE surface. This implies that HDPE surface would be more favorable in converting and packaging processes.
[0079] FIG. 20 relates to a polymer extrusion coating trial conducted on a solid bleached sulfate paperboard substrate. The abrasion resistance of a polymer coating surface was tested by subjecting the polymer surface to a 2-lb weight sled sliding and rubbing reciprocally 999 times. In this trial, the high-density polyethylene surface showed better abrasion resistant than the polypropylene/low-density polyethylene surface as less material was lost due to rubbing.
[0080] FIG. 21 relates to a polymer extrusion coating trial conducted on a solid bleached sulfate paperboard substrate. Water Vapor Transmission Rate (WVTR) also known as Moisture Vapor Transmission Rate (MVTR) of the polymer coated paperboard was measured at 100.degree. F. (37.8.degree. C.) and 90% RH (Relative Humidity) conditions. WVTR is a measure of water vapor transmission though a substrate. In this example, high-density polyethylene shows lower WVTR than polypropylene/low-density polyethylene. This implies that high-density polyethylene has better moisture resistance or water vapor barrier property than polypropylene/low-density polyethylene.
[0081] FIG. 22 relates to a polymer extrusion coating trial conducted on solid bleached sulfate paperboard substrates. The polymer coated paperboards were then cut into sidewall blanks and bottom blanks suitable for 16-oz beverage cup forming. The cup converting trial was conducted on a PMC-1250 cup forming machine at a speed of 165 cups per minute. The sidewall temperature settings were varied. The fiber tear of cup side-seam sealing was measured as an indication of side-seam heat seal performance. In this example, high-density polyethylene coated paperboard can heat-seal at lower temperature and shows better fiber tear than polypropylene/low-density polyethylene coated paperboard at the same cup converting speed.
[0082] Tables 1 and 2 relates to polymer extrusion coating trial conducted on a one-side kaolin clay coated paperboard for sidewall stock and solid bleached sulfate paperboard for bottom stock. The sidewall and bottom stock rolls were cut to proper sizes suitable for forming 12-oz and 17-oz cups. In both examples, high-density polyethylene coated paperboard formed and sealed at lower sidewall temperatures and faster converting speeds.
TABLE-US-00001 TABLE 1 Cup Forming Heat Sealing Conditions (12 oz cup) Conditions Settings PP/LDPE Conditions HDPE Conditions Cup Speed (cups/min) 180 210 Sidewall Temperature (F.) 1075 1025
TABLE-US-00002 TABLE 2 Cup Forming Heat Sealing Conditions (17 oz cup) Conditions Settings PP/LDPE Conditions HDPE Conditions Cup Speed (cups/min) 125 135 Sidewall Temperature (F.) 950 900
[0083] Although various embodiments of the disclosed paperboard, paperboard containers, and methods for using the same have been shown and described, modifications may occur to those skilled in the art upon reading the specification. The present application includes such modifications and is limited only by the scope of the claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.