Method for Producing a Casting Core and a Casting Core
FICKEL; Paul ; et al.
U.S. patent application number 15/104868 was filed with the patent office on 2016-12-29 for method for producing a casting core and a casting core. This patent application is currently assigned to Daimler AG. The applicant listed for this patent is Daimler AG. Invention is credited to Paul FICKEL, Reinhard HOLL, Hermann PFEIFER, Michael SCHEYDECKER, Karl WEISSKOPF.
| Application Number | 20160375484 15/104868 |
| Document ID | / |
| Family ID | 52102638 |
| Filed Date | 2016-12-29 |


| United States Patent Application | 20160375484 |
| Kind Code | A1 |
| FICKEL; Paul ; et al. | December 29, 2016 |
Method for Producing a Casting Core and a Casting Core
Abstract
A method for the production of a casting core is provided. The method includes preparing a mold which has at least one cavity and at least one filling opening which is fluidically connected to the cavity, introducing a liquid, hardenable salt molding material into the cavity via the filling opening, and at least partial hardening of the salt molding material introduced into the cavity to form a hollow body produced from hardened salt molding material, the hollow body having at least one hollow space of the casting core which is delimited by the hardened salt molding material. The hollow space of the casting core is closed on all sides by means of the salt molding material introduced into the cavity. A casting core is also provided.
| Inventors: | FICKEL; Paul; (Pfaffenhausen, DE) ; HOLL; Reinhard; (Lauingen, DE) ; PFEIFER; Hermann; (Essingen, DE) ; SCHEYDECKER; Michael; (Nersingen, DE) ; WEISSKOPF; Karl; (Rudersberg, DE) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | Daimler AG Stuttgart DE |
||||||||||
| Family ID: | 52102638 | ||||||||||
| Appl. No.: | 15/104868 | ||||||||||
| Filed: | December 5, 2014 | ||||||||||
| PCT Filed: | December 5, 2014 | ||||||||||
| PCT NO: | PCT/EP2014/003268 | ||||||||||
| 371 Date: | June 15, 2016 |
| Current U.S. Class: | 164/369 |
| Current CPC Class: | B22C 1/00 20130101; B22C 21/14 20130101; B22C 9/105 20130101 |
| International Class: | B22C 9/10 20060101 B22C009/10 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Dec 17, 2013 | DE | 10 2013 021 197.2 |
Claims
1.-9. (canceled)
10. A method for the production of a casting core, the method comprising the steps of: preparing a mold which has at least one cavity and at least one filling opening which is fluidically connected to the cavity; introducing a liquid, hardenable salt molding material into the cavity via the filling opening; and at least partial hardening of the salt molding material introduced into the cavity to form a hollow body produced from hardened salt molding material, the hollow body having at least one hollow space of the casting core which is delimited by the hardened salt molding material, and wherein the hollow space of the casting core is closed on all sides by means of the salt molding material introduced into the cavity.
11. The method according to claim 10, wherein after the step of at least partial hardening, a still liquid first part of the salt molding material introduced into the cavity is led away from the hollow space via the filling opening and the hollow space is closed at least in the region of the filling opening by means of a still liquid second part of the salt molding material introduced into the cavity by hardening of the second part of the hollow space.
12. The method according to claim 11, wherein a cross section of the filling opening is more than double the wall thickness of the hardened salt molding material which delimits the hollow space.
13. The method according to claim 10, wherein after closing the hollow space, the casting core is moved around at least one axis, whereby a still liquid part of the salt molding material located in the hollow space is spread along the hollow body and hardened.
14. The method according to claim 10, wherein at least one core mounting protruding from the hollow body is produced in a casting mold from the salt molding material and by means of the mold for mounting the casting core.
15. The method according to claim 14, wherein the core mounting is formed to be solid at least in a partial region.
16. The method according to claim 10, wherein the casting core is cast to be near-net-shape with a tolerance in a range from 0.1 to 0.5 millimeters, and is removed from the mold.
17. The method according to claim 10, further comprising using of the produced casting core in a die casting method.
18. The method according to claim 17, wherein the die casting method is an aluminum die casting method.
19. The method according to claim 10, wherein the casting core is for metal casting.
20. A casting core comprising: a hollow body formed of a salt molding material, the hollow body having at least one hollow space which is delimited by the hardened salt molding material, and wherein the hollow space is closed on all sides by the hardened salt molding material.
21. The casting core according to claim 20, wherein the casting core is used in a die casting method.
22. The casting core according to claim 21, wherein the die casting method is an aluminum die casting method.
23. The casting core according to claim 20, wherein the casting core is for metal casting.
Description
BACKGROUND AND SUMMARY OF THE INVENTION
[0001] The invention relates to a method for the production of a casting core, in particular for metal casting, as well as a casting core, in particular for metal casting.
[0002] In casting technology, it has been shown that hollow die casting parts, in particular hollow aluminum die casting parts, having low wall strengths with the aid of lost core setters often cannot be automatically produced to be dimensionally stable, in particular due to lacking core mounting and handling concepts. Such hollow aluminum components are, however, advantageous in that they are light and they are quick and cost-effective to produce.
[0003] It has been shown that the use of sand cores is not expedient since they are not suitable with regard to strength, surface quality and dimensional stability for the production of thin-walled, complex components, in particular structural components for vehicle construction. Furthermore, high pressures should be observed when using casting cores in the die casting method, with which high pressures the liquid casting material is introduced into the die casting mold, in which at least one casting core is located. These high pressures, which can be up to 800 bar, subject the casting core to high loads during die casting which a sand core cannot withstand.
[0004] A method for the production of a casting core, in particular for metal casting, as well as such a casting core, can be taken as known from DE 10 2012 022 102 A1. A mold is provided for the method which has at least one cavity and at least one filling opening which is fluidically connected to the cavity. A liquid, hardenable salt molding material is introduced into the cavity via the filling opening; the casting core is thus a cast salt core. The salt molding material introduced into the cavity is at least partially hardened, such that a hollow body produced from the hardened salt molding material having at least one hollow space of the casting core delimited by the hardened salt molding material results.
[0005] In this known method, the casting core still has one opening after the hardening of the salt molding material in the region of the filling opening, the opening leading on one side into the hollow space and on the other side into the surroundings of the casting core. In a further step, the casting core or its hollow space is filled with a solid granulate or a solid powder, by means of which the opening is closed. Alternatively, the hollow space is filled with a fluid. The opening is closed by filling the hollow space with the granulate or fluid such that no liquid casting material can enter into the hollow space of the casting core during the die casting method. However, filling the hollow space and the closing of the opening caused by this represent an additional process step which is usually required, however, in order to seal the hollow space.
[0006] A suitable salt molding material for the production of a lost casting core in a die casting method is, for example, known from EP 2 647 451 A1.
[0007] Finally, DE 10 2011 105 389 A1 discloses a casting tool, in particular for the production of a cylinder crankhouse of a combustion engine. The casting tool includes a first part of a die casting mold of the casting tool and a core arranged on the first part, the core being positioned on the first part by a fixed bearing. It is thereby provided that the core is positioned on the first part by an additional floating bearing to balance thermal expansions of the core.
[0008] The object of the present invention is therefore to create a method and a casting core of the type cited above, by means of which a particularly simple, quick and cost-effective production of the casting core can be achieved.
[0009] In order to create a method for the production of a casting core, by means of which a particularly simple, quick and cost-effective production of the casting core can be achieved, it is provided according to the invention that the hollow space of the casting core is closed on all sides by means of the molding material introduced into the cavity. By means of the method according to the invention, it is thus possible to produce a completely closed hollow casting core having a defined wall strength by casting, wherein the hollow casting core, i.e., the casting core, can be produced without separate sealing measures to be sealed for die casting and, for example, can be cast around as a lost core in a die casting tool, in particular in an aluminum die casting tool without a liquid casting material, which is introduced into the die casting tool, entering into the hollow space of the casting core. Since the hollow space is closed on all sides, i.e., completely, by means of the salt molding material, the hollow space of the casting core must not be filled with a material or liquid which is different from the salt molding material. The time and material requirements for the production of the casting core can thereby be kept particularly low. Since the casting core is produced with a large volume and hollowly as a cast salt core for die casting, in particular for aluminum die casting, on one hand, a large hollow space can be achieved in a casting component, in particular in an aluminum casting component by means of the casting core. On the other hand, the hollow, cast salt core has the advantage that it can be produced with a low molding material requirement. Furthermore, in comparison to a solid casting core, only a small amount of salt must be washed out of the die casting component after casting. A further advantage is that the core of the cast die casting component can be removed in a particularly simple manner since the casting core is soluble in water as a result of it being produced from salt. The casting core can thereby be washed out of the die casting component in a simple manner using water after producing the die casting component.
[0010] Since the hollow space is completely closed, the hollow body has a completely closed crust with a defined wall strength. A high compressive strength of the core can be ensured by correspondingly adjusting the wall thickness of the salt crust, such that the casting core can, for example, also bear high pressures during die casting without damage occurring. A further advantage of the completely closed crust is that the casting core can be used directly as a die casting core. This means that, after producing the casting core, no further processing steps are required, in particular, to close the hollow space. The only possible reworking required consists in separating undesired or unnecessary casting runners from the hollow body. Moreover, the casting core can be cast to be near-net-shape, in particular with a tolerance in a range from 0.1 to 0.5 millimeters and removed from the mold. This tolerance range from 0.1 millimeters inclusive to 0.5 millimeters inclusive thereby relates to the deviation of the end contour of the cast casting core from an ideal contour, for example, according to the design drawing of the casting core. This means that the casting core can be used as a casting core in a casting mold, in particular a die casting mold after its production without subsequent surface treatments.
[0011] It has been shown to be furthermore advantageous when still liquid salt molding material, i.e., a liquid molten material from the salt molding material, and a high pressure are maintained during cooling and during hardening of the salt molding material in the hollow space. As a result, the danger of cracks arising in the crust during cooling when producing the casting core by shrinkage is kept particularly low. This embodiment is based on the knowledge that salts have a very high thermal expansion. The thermal expansion can be approximately twice as high as the thermal expansion of aluminum. Fine hairline cracks arising during cooling by shrinkage are uncritical at first. However, during die casting, in particular during aluminum die casting, pressures of up to 800 bar act on the casting core, wherein hairline cracks represent potential breaking points. However, the risk of cracks arising can be kept low by holding liquid molten material in the hollow space and by adjusting a high pressure in the hollow space during hardening.
[0012] In the context of the method, the casting core is, for example, moved by means of a gripper of a robot, preferably three-dimensionally, in order to achieve an at least substantially even wall strength of the hollow body. For this purpose, the mold, by means of which the casting core is produced, can be moved. Alternatively, it is possible to remove and move the casting core out of the mold by means of a gripper.
[0013] In the context of the method, it can be provided that the liquid salt molding material can be introduced into the mold and held there for 10 seconds, at approximately 700 degrees Celsius and approximately 50 degrees above the solidus temperature of the salt molding material. The subsequent molding of the casting core lasts for approximately 45 to 120 seconds. The molding preferably lasts for a maximum of 120 seconds. It has been shown, in particular, that in the event of a longer molding duration, the casting core can crack due to shrinkage constraint. If the casting core or its hollow body has a high wall strength, i.e., if the hollow body is formed as a particularly thick shell, then the casting core has particularly high heat isolation.
[0014] Hollow aluminum die casting components can be produced by means of the casting core, wherein such hollow aluminum die casting components are particularly light. The production of such aluminum die casting components can thereby be achieved in a cost-effective manner by means of the casting core.
[0015] Sand cores are usually used to produce hollow spaces in aluminum components. However, these do not withstand the high pressures during die casting. However, in order to be able to produce particularly thin-walled components which are light and thus are used in particular as structural components in vehicle construction, die casting must be used. Salt cores are particularly advantageous as casting cores for use in aluminum die casting since they have a good, i.e., even, surface and high stability. However, these salt cores are required to be able to be removed in a simple manner from the produced aluminum die casting component and to be able to be produced in a cost-effective manner.
[0016] It is thereby known to produce salt cores from pure sodium chloride (NaCl), wherein these salt cores are produced by pressing and baking. However, these salt cores only have a limited load capacity, such that they can carry damage when used in a die casting method.
[0017] A higher load capacity can be achieved with cast salt cores. The method according to the invention now enables particularly cost-effective production of a cast salt core since additional sealing measures to close the hollow space can be avoided at least in the region of the filling opening. For example, it is possible to use a casting core produced according to the method according to the invention for the production of crankcases, in particular cylinder bridge cooling systems for crankcases. It is furthermore conceivable to produce support elements such as, for example, a cross member of a passenger car body by means of such a hollow cast salt core.
[0018] Furthermore, the method according to the invention enables the depiction of a highly productive, fully automated aluminum die casting process for complex aluminum die casting components with undercuts or hollow structures which, up until now, have only been able to be produced by means of gravity casting. As a result of the hollow space being closed at least in the region of the filling opening by means of the salt molding material introduced into the cavity, a fully automated production process can be achieved for the production of such casting cores. At the same time, the advantages of aluminum die casting remain intact over aluminum gravity casting, sand and chill casting. Compared to gravity, sand and chill casting, components are able to be produced considerably more cheaply and with a lower wall thickness by aluminum die casting. In particular, it is possible to produce wall thicknesses in a range from 1.5 to 6 millimeters, in particular 2 millimeters. Furthermore, a particularly high dimensional stability is able to be created with tolerances of approximately 0.1 percent. Furthermore, aluminum die casting components are able to be adjusted geometrically in terms of stiffness by their hollow structure with the aid of hollow salt casting cores and are suitable for vacuum die casting. Such components are therefore able to be heat treated for ductilization for crash-relevant structural components. Furthermore, a salt core has the advantage that it is soluble in water and purely organic, such that it is able to be cored with no emissions and is completely recyclable.
[0019] In the course of the method according to the invention, it is furthermore possible to shape the casting core in such a way that the hollow body or the hollow space is completely closed, near-net-shaped, reproducible, dimensionally stable and sufficiently firm such that, for example, a robot can automatically insert the produced casting core into a correspondingly shaped aluminum die casting tool. Furthermore, wall thickness thickening of mounting openings, ridges etc. in the aluminum die casting component can be achieved in a simple manner by corresponding design of the casting core.
[0020] The still liquid salt molding material is, for example, a molten material consisting of a mixture of NaCl with Na.sub.2CO.sub.3. The proportion of NaCl in the mixture is, for example, in a range from 30 inclusive to 70 inclusive mass percent. In particular, the proportion of NaCl in the mixture is 40 mass percent. In other words, the mass percentage of NaCl in the mixture is in a range from 30 percent inclusive to 70 percent inclusive. In particular, the mass percentage of NaCl in the mixture is 70 percent. The radical is Na.sub.2CO.sub.3. This means that the mass percentage of Na.sub.2CO.sub.3 is in a range from 30 inclusive to 70 inclusive percent, in particular 60 percent.
[0021] A casting core also belongs to the invention, in particular for metal casting, wherein it is provided according to the invention that the hollow space is closed on all sides by the hardened salt molding material. Advantageous embodiments of the method according to the invention are to be considered as advantageous embodiments of the casting core according to the invention and vice versa.
[0022] A further aspect of the invention relates to the use of a casting core produced according to the method according to the invention and/or a casting core according to the invention in a die casting method, in particular in an aluminum die casting method.
[0023] It has been shown to be particularly advantageous when, in the context of the method, at least one core mounting protruding from the hollow body for mounting the casting core in a casting mold is produced from the salt molding material and by means of the mold. The hollow body of the casting core forms the actual salt core contour which is used to produce hollow spaces of casting components. The core mounting protrudes from this actual salt core contour, i.e., from the hollow body. This core mounting is used, for example, in the context of a die casting method, in particular in the context of an aluminum die casting method, to mount the casting core on or in a die casting mold. The core mounting produced in the previously described manner enables a highly precise and automated positioning of the casting core in a die casting tool, i.e., in the die casting mold.
[0024] It can thereby be provided that the core mounting is formed to be solid at least in a partial region. It is thereby conceivable that the core mounting is formed to be completely solid. Alternatively, it is possible that the core mounting is hollow. As a result of the solid or at least partially solid design, the core mounting is particularly highly robust.
[0025] Simple accessibility into the hollow space, i.e., into the interior of the casting core, can be enabled by a hollow or partially solid core mounting, by means of which the casting core can be removed from the produced casting component in a particularly simple manner.
[0026] The core mounting can be implemented as a fixed bearing in a dimensionally stable manner and using casting technology in order to ensure high dimensional stability of casting components to be produced by means of the casting core, in particular die casting components. In other words, it is possible to depict a fixed bearing by means of the core mounting, by means of which fixed bearing the casting core is mounted on the casting mold.
[0027] Furthermore, it is possible to implement the core mounting as a floating bearing in a dimensionally stable manner and using casting technology in order to be able to balance different thermal expansions of the casting core and the casting tool. In other words, it is possible to depict a floating bearing by means of the core mounting, by means of which floating bearing the casting core is able to be mounted on the casting mold. The casting mold is formed, for example, from aluminum. As already depicted, the salt molding material has a considerably higher thermal expansion than aluminum. Different thermal expansions of the casting core and the casting mold can thereby occur when casting or producing a casting component with the aid of the casting mold and the casting core. Since the casting core is mounted on the casting mold by means of at least one floating bearing, these different thermal expansions can be compensated for as the casting core can be moved to a minor degree relative to the casting tool.
[0028] Furthermore, it is possible for the core mounting to be used without mechanical processing for receiving in metal casting tools, in particular die casting tools and preferably aluminum die casting tools. In other words, it is possible to produce not only the hollow body, but also the core mounting, with high dimensional stability and high surface qualities, such that the core mounting can be used to directly mount the casting core on a casting mold. Mechanical processing of the core mounting is not provided and not required after its production.
[0029] Depending on the loading of the casting core during casting of the casting component and/or depending on the processing conditions for the casting core, the core mounting can be designed to be hollow or solid. Such a core mounting can, for example, be produced from an overflow feeder during mold filling. In the case of the casting core, several such core mountings are produced from respective overflow feeders during mold filling if the mold has several overflows. Furthermore, it is possible to produce such a core mounting on the sprue of the mold. Furthermore, it is possible to produce corresponding core mountings by corresponding molding of the mold, in particular the cavity.
[0030] Further advantages, features and details of the invention arise from the following description of preferred exemplary embodiments as well as with the aid of the drawings.
BRIEF DESCRIPTION OF THE DRAWINGS
[0031] FIG. 1 is a schematic sectional view through a casting core according to a first embodiment which has a hollow body formed of a salt molding material having at least one hollow space which is delimited by the hardened salt molding material, wherein the hollow space is closed by the hardened salt molding material on all sides;
[0032] FIG. 2 is a schematic sectional view through the casting core according to a second embodiment;
[0033] FIG. 3 is a schematic and perspective top view of the casting core according to a third embodiment;
[0034] FIG. 4 is a schematic and perspective top view of the casting core divided into two parts according to FIG. 3;
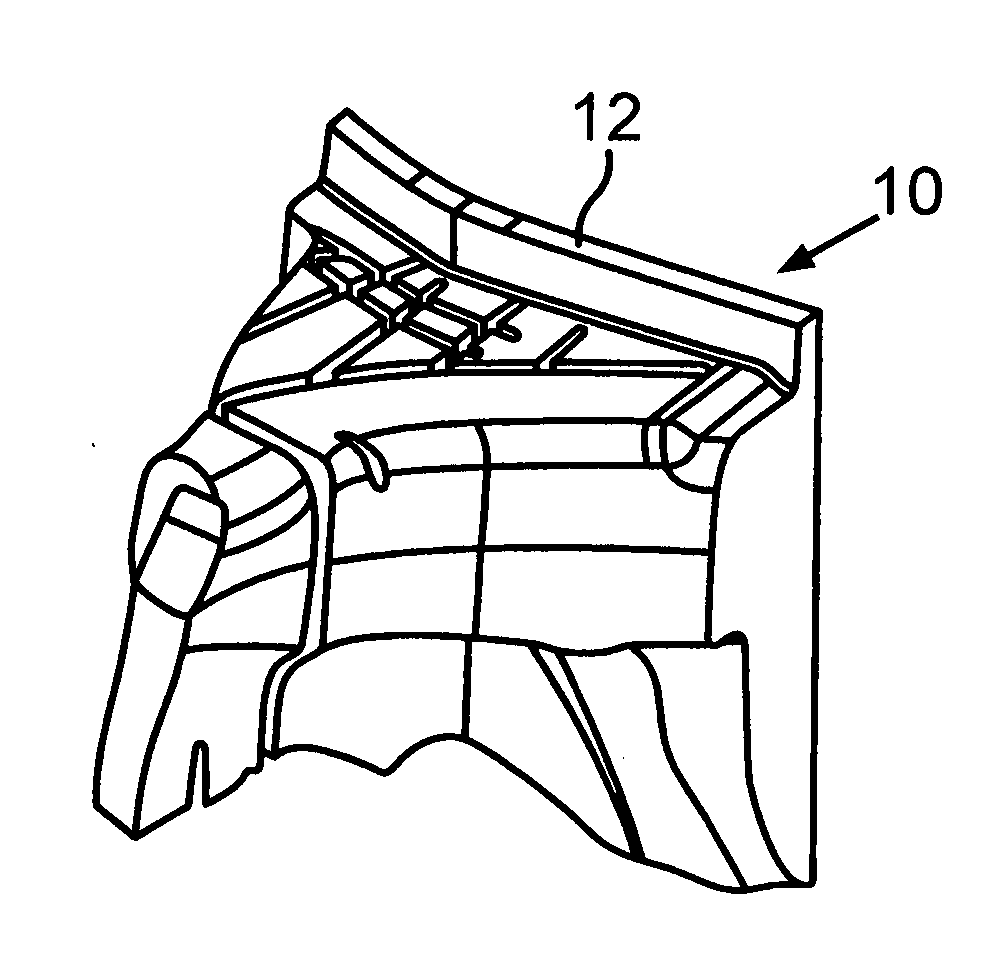
[0035] FIG. 5 is a schematic and perspective top view of an aluminum die casting component which is produced with the aid of the casting core according to a fourth embodiment;
[0036] FIG. 6 is a schematic and perspective front view of the casting core according to the fourth embodiment; and
[0037] FIG. 7 is a schematic and perspective rear view of the casting core according to the fourth embodiment.
DETAILED DESCRIPTION OF THE DRAWINGS
[0038] FIG. 1 shows a casting core 10 for metal casting in a schematic sectional view which can be used as a lost salt core in an aluminum die casting method. The casting core 10 has a hollow body 12 which is formed by a hardened salt crust (crust 14). The salt crust 14 consists of a hardened salt molding material from which the casting core 10 is produced.
[0039] It can be recognized from FIG. 1 that the casting core 10 or the hollow body 12 has a hollow space 16 which is formed to be completely closed, i.e., on all sides. Furthermore, the casting core 10 has two core mountings 18, 20. In this case, the core mountings 18, 20 protrude laterally from the hollow body 12 and serve to mount the casting core 10 in the aluminum die casting tool on the die casting mold. An optional, moveable slide 22 can also be recognized from FIG. 1 and FIG. 2 which, for example, is used for the production of the casting core 10.
[0040] In a method for the production of a casting core 10, the salt molding material is firstly prepared in the form of a liquid molten salt. The molten salt, for example, has a temperature from 30 to 80 degrees, in particular from 50 to 80 degrees, above the solidus temperature. The molten salt consists, for example, of a mixture of NaCl and Na.sub.2Co.sub.3. The molten salt is preferably poured into a preferably heated mold, i.e., into a casting mold. The mold is, for example, formed of steel. The mold is, for example, formed as a permanent steel mold. The temperature of the mold is preferably in a range from 250 degrees Celsius inclusive to 350 degrees Celsius inclusive. In particular, the temperature of the mold is 300 degrees Celsius. Furthermore, it is preferably provided that the casting core 10 is produced by gravity casting, low pressure die casting or high pressure die casting.
[0041] The mold has, for example, two mold halves. Further dividers of this can be implemented as slides, wherein, for example, the feeders and casting runners provided for mold filling are located in a parting plane of the casting core 10 formed as a salt casting part without forming undercuts when molding the casting core 10.
[0042] The mold is filled with the molten salt without air inclusion, if necessary vacuum assisted and completely including the feeder and overflows. The mold for the production of the casting core 10 has a cavity which is filled with the molten salt via a filling opening leading into the cavity. The thermophysical properties of the molten salt enable a crust-like, homogeneous solidification of the molten salt across the whole surface of the cavity or the mold starting from the mold in the direction of the hollow space 16, whereby an even, high-strength solidification layer results in the form of the crust 14. In other words, the molten salt introduced into the cavity or the mold is cooled, for example, for 30 to 180 seconds, whereby the firstly still liquid salt molding material (molten salt) is hardened from the edge, i.e., from the mold inwards. The firm hollow body 12 is thereby formed by peripheral shell formation. In the later state arranged in the aluminum die casting tool, the casting core 10, in particular the hollow body 12, is cast around with the firstly liquid casting material such that a hollow space of an aluminum die casting component is produced.
[0043] The salt mixture has a low thermal conductivity which reduces heat dissipation from the still liquid molten salt located in the hollow space 16 into the comparatively colder casting mold with the increasing thickness of the crust 14, whereby the molten salt can be kept in liquid form for longer in the interior of the casting core 10, i.e., in the hollow space 16. The thickness of the crust 14, i.e., the wall thickness of the hollow body 12, is determined by the resting time of the molten salt in the casting mold.
[0044] In order to produce highly loaded core mounting points of the casting core 10 during the subsequent aluminum die casting method when producing the casting core 10 in a simple, highly dimensionally stable, reproducible and cost-effective manner, the casting system of the mold is used outside the hollow body 12 depicting the actual salt core contour as a core mounting 18 or 20. The core mountings 18, 20 can thereby be filled to be at least almost solid, such that they have a particularly high load capacity, in particular in comparison to the remaining contour of the casting core 10, since the remaining contour is only formed by the crust 14.
[0045] The core mounting 18 is, for example, formed on the outlet feeder of the casting mold and sized in such a way that the first cut on the casting core 10 is solidified to be completely solid after crust formation has been completed. The isolation effect of the crust 14 keeps the molten salt in liquid form in the interior of the casting core 10 formed by the crust 14. The crust formation is slowed down logarithmically by the resting time of the molten salt in the casting core 10.
[0046] It is preferably provided that the cross section of the feeder on the outlet of the casting mold is sized in such a way that the peripheral shell formation completely freezes the first cut and seals the casting core 10 and forms the core mounting 18.
[0047] Furthermore, it is preferably provided that the cross section of the feeder on the inlet, i.e., on the inlet opening, is more than double the thickness of the crust 14, such that excess, still liquid molten salt can be led away from the hollow space 16 via the filling opening, for example can be poured out, wherein afterwards, the cut surface freezes such that the hollow space 16 is sealed for die casting to form the core mounting 20. Further core mountings can optionally be produced in the molding direction of the aluminum die casting part in accordance with requirements for strength and dimensional stability, such as for example the core mounting 18. Removing the casting core 10 from the mold and inserting the casting core 10 into the aluminum die casting tool takes place, for example, by means of a robot, wherein the robot is able to grip the casting core 10, for example, on the core mountings 18, 20. Finally, the casting core 10 is inserted or put into the aluminum die casting tool.
[0048] In other words, it can be provided that a still liquid first part of the salt molding material introduced into the cavity of the mold is led away from the hollow space 16 via the filling opening and the hollow space 16 is closed at least in the region of the filling opening by means of a still liquid second part of the salt molding material introduced into the cavity and located in the hollow space 16 by hardening this second part. The excess molten salt can therefore be poured out of the mold either before or, in a time-controlled manner, after de-mold the salt core by means of a firstly still remaining opening.
[0049] The still liquid salt molding material introduced into the cavity is used to close the cavity 16, forming a core mounting at the same time. This means that no processes following the production of the casting core 10 are required to close the hollow space 16. In fact, the hollow space 16 can be closed at least in the region of the filling opening with the aid of the salt molding material which has already been introduced into the cavity.
[0050] Alternatively, it is possible that only the quantity of molten salt required for forming the crust 14 and the core mountings 18, 20 is filled into the cavity and the filling opening is designed with a suitably created narrowing which enables the hot molten salt to be poured in, prevents post feeding by freezing the molten material at the narrow point and closes the filling opening. By moving the casting core 10, wherein the casting core 10 can still be located in the mold or already de-molded from the mold, the wall thickness can developed, for example, in the region of the core mountings 18, 20 in addition to the crust formation without the molten salt being able to escape from the hollow space 16.
[0051] In other words, it is possible to move the casting core 10 around at least one axis, in particular around at least two axes which run perpendicularly to each other or around three axes which run perpendicularly to one another and thus three-dimensionally, while still liquid molten salt is located in the hollow space 16, whereby the still liquid molten salt located in the hollow space 16 is moved along walls of the casting core 10 delimited by the hollow space.
[0052] The mechanically fixed crust 14 enables the molding of the casting core 10 from the casting mold before shrinkage of the salt molding material by cooling leads to damage to the casting core 10 on regions which are critical for shrinkage such as ridges or wall strength cracks. With the aid of the residual melt which is still located in the core, mechanically more highly loaded regions or regions having lower crust formation inclination such as, for example, ridge peaks, can be thickened locally by means of suitable, three-dimensional movements of the casting core 10 outside the casting mold next to the core mountings 18, 20, even in the subsequent aluminum die casting process, such that the casting core 10 can thereby be stiffened.
[0053] FIG. 2 shows the casting core 10 according to a second embodiment. It can be recognized from FIG. 2 that the casting core 10 according to the second embodiment differs from the casting core 10 according to the first embodiment in particular by the design of the core mountings 18, 20.
[0054] FIG. 3 shows the casting core 10 according to a third embodiment. It can be recognized from FIG. 3 that the casting core 10 according to the third embodiment has ridges 24 which extend into the interior of the casting core 10, i.e., into the hollow space 16. This is particularly recognizable from FIG. 4, in which the casting core 10 according to the third embodiment is depicted in two parts. For example, the crust 14 is 8 millimeters thick. The left core mounting 20 is formed by a closed overflow, whereas the right core mounting 18 is formed by a closed, partially hollow sprue.
[0055] FIGS. 5 to 7 show the casting core 10 according to a fourth embodiment. Furthermore, an aluminum die casting component generally referred to with 26 is depicted by FIG. 5, the aluminum die casting component being produced by means of the casting core 10 according to the fourth embodiment.
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.