Abrasive Article Including A Core And A Bonded Abrasive Body
SIVASUBRAMANIAN; Shivashankar ; et al.
U.S. patent application number 14/754487 was filed with the patent office on 2015-12-31 for abrasive article including a core and a bonded abrasive body. The applicant listed for this patent is SAINT-GOBAIN ABRASIFS, SAINT-GOBAIN ABRASIVES, INC.. Invention is credited to Stephen BOTTIGLIERI, Steven W. DUMAS, John E. GILLESPIE, Jiashu LI, Rachel Z. PYTEL, Srinivasan RAMANATH, Shivashankar SIVASUBRAMANIAN, Robert N. SMITH, Rachana UPADHYAY.
| Application Number | 20150375367 14/754487 |
| Document ID | / |
| Family ID | 54929533 |
| Filed Date | 2015-12-31 |





| United States Patent Application | 20150375367 |
| Kind Code | A1 |
| SIVASUBRAMANIAN; Shivashankar ; et al. | December 31, 2015 |
ABRASIVE ARTICLE INCLUDING A CORE AND A BONDED ABRASIVE BODY
Abstract
An abrasive article including a core including an organic material and a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body having abrasive particles contained within a bond material and the abrasive article having a bonding factor of at least about 60%.
| Inventors: | SIVASUBRAMANIAN; Shivashankar; (Lowell, MA) ; LI; Jiashu; (Worcester, MA) ; UPADHYAY; Rachana; (Shrewsbury, MA) ; RAMANATH; Srinivasan; (Holden, MA) ; BOTTIGLIERI; Stephen; (Northbridge, MA) ; DUMAS; Steven W.; (Worcester, MA) ; GILLESPIE; John E.; (Dudley, MA) ; SMITH; Robert N.; (Grafton, MA) ; PYTEL; Rachel Z.; (Newton, MA) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Family ID: | 54929533 | ||||||||||
| Appl. No.: | 14/754487 | ||||||||||
| Filed: | June 29, 2015 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 62019375 | Jun 30, 2014 | |||
| 62018642 | Jun 29, 2014 | |||
| Current U.S. Class: | 51/296 ; 51/298 |
| Current CPC Class: | B24D 3/28 20130101; B24D 3/007 20130101 |
| International Class: | B24D 3/28 20060101 B24D003/28; B24D 3/00 20060101 B24D003/00 |
Claims
1. An abrasive article comprising: a core comprising an organic material; a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material; and a bonding factor of at least about 60%.
2. The abrasive article of claim 1, wherein the first bonded abrasive body is integrally bonded directly to a peripheral surface of the core, and wherein an interface between the first bonded abrasive body and core comprises not greater than about 5% of the adhesive or the cementing compound for the total surface area of the interface.
3. The abrasive article of claim 1, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner overlies essentially the entire surface defining the opening, wherein the liner comprises a material selected from the group consisting of inorganic materials, organic materials, and a combination thereof, wherein the liner comprises a metal or metal alloy.
4. The abrasive article of claim 1, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner has a heat capacity greater than a heat capacity of the material of the core, and wherein the liner has a heat capacity less than a heat capacity of the material of the core.
5. The abrasive article of claim 1, wherein the core consists essentially of the organic material, wherein the organic material comprises a polymer, wherein the organic material comprises a polymeric material selected from the group consisting of an epoxy polymer, a phenoxy polymer, a polyurea, a polyimide, a polycyanate, a polyurethane, a melamine polymer, a polyester, or foamed structures of the same, or any combination thereof.
6. The abrasive article of claim 1, wherein the core comprises a linear coefficient of thermal expansion (CTE) of at least about 15 microns/(m .degree. C.), and not greater than about 70 microns/(m .degree. C.).
7. The abrasive article of claim 1, wherein the core comprises a first filler material, a second filler material distinct from the first filler material and a third filler material distinct from the second filler material.
8. The abrasive article of claim 7, wherein the core comprises a ratio (W1/W3) of at least about 30, wherein W1 represents a content of a first filler material within the core in weight percent for a total weigh of the core and W3 represents a content of a third filler material within the core in weight percent for a total weigh of the core.
9. The abrasive article of claim 7, wherein the core comprises a ratio (W1/W2) of at least about 10, wherein W1 represents a content of a first filler material within the core in weight percent for a total weigh of the core and W2 represents a content of a second filler material within the core in weight percent for a total weigh of the core.
10. The abrasive article of claim 7, wherein the core comprises a ratio (W2/W3) of at least about 2, wherein W2 represents a content of a second filler material within the core in weight percent for a total weigh of the core and W3 represents a content of a third filler material within the core in weight percent for a total weigh of the core.
11. The abrasive article of claim 7, wherein the first filler material comprises not greater than about 65 wt % and at least about 55 wt % for a total weight of the core, wherein the second filler material comprises not greater than about 7 wt % and at least about 2 wt % for a total weight of the core, and wherein the third filler material comprises at least about 0.1 wt % and not greater than about 1 wt % for a total weight of the core.
12. An abrasive article comprising a first bonded abrasive body comprising: a bond material; and abrasive particles contained within the bond material; and a core comprising an organic material and integrally bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm); and a bonding factor of at least about 60%.
13. The abrasive article of claim 12, wherein the first bonded abrasive body comprises a filler contained in a bond material, wherein the filler comprises a material selected from the group of materials consisting of zirconia, silica, titania, and a combination thereof.
14. The abrasive article of claim 12, wherein the core comprises a material with a CTE of at least about 25 .mu.m/m.degree. C.
15. The abrasive article of claim 12, wherein the core comprises a linear coefficient of thermal expansion (CTEba) and the bonded abrasive body comprises a linear coefficient of thermal expansion (CTEc), and wherein the core and the bonded abrasive body comprise a difference in the coefficients of thermal expansion (.DELTA.CTE) defined by the equation [(CTEba-CTEc)/CTEba].times.100% of not greater than about 30%.
16. The abrasive article of claim 12, wherein the core comprises a first filler material, a second filler material distinct from the first filler material and a third filler material distinct from the second filler material.
17. The abrasive article of claim 16, wherein the core comprises a ratio (W1/W3) of at least about 30, wherein W1 represents a content of a first filler material within the core in weight percent for a total weigh of the core and W3 represents a content of a third filler material within the core in weight percent for a total weigh of the core.
18. The abrasive article of claim 16, wherein the core comprises a ratio (W1/W2) of at least about 10, wherein W1 represents a content of a first filler material within the core in weight percent for a total weigh of the core and W2 represents a content of a second filler material within the core in weight percent for a total weigh of the core.
19. The abrasive article of claim 16, wherein the core comprises a ratio (W2/W3) of at least about 2, wherein W2 represents a content of a second filler material within the core in weight percent for a total weigh of the core and W3 represents a content of a third filler material within the core in weight percent for a total weigh of the core.
20. The abrasive article of claim 16, wherein the first filler material comprises not greater than about 65 wt % and at least about 55 wt % for a total weight of the core, wherein the second filler material comprises not greater than about 7 wt % and at least about 2 wt % for a total weight of the core, and wherein the third filler material comprises at least about 0.1 wt % and not greater than about 1 wt % for a total weight of the core.
Description
CROSS-REFERENCE TO RELATED APPLICATION(S)
[0001] The present application claims priority from U.S. Provisional Patent Application No. 62/018,642, filed Jun. 29, 2014, entitled "Article Including a Container and a Bonded Abrasive Body," naming inventor Shivshankar Sivasubramanian, which application is incorporated by reference herein in its entirety. The present application further claims priority from U.S. Provisional Patent Application No. 62/019,375, filed Jun. 30, 2014, entitled "Abrasive Article Including a Core and a Bonded Abrasive Body," naming inventors Shivshankar Sivasubramanian and Stephen Bottiglieri, which application is incorporated by reference herein in its entirety.
BACKGROUND
[0002] 1. Field of Disclosure
[0003] The following is directed to abrasive articles, and more particularly, containers including bonded abrasive articles having cores made of an organic material and a bonded abrasive body attached to the core comprising a bond material.
[0004] 2. Description of Related Art
[0005] Abrasives used in machining applications typically include bonded abrasive articles and coated abrasive articles. Coated abrasive articles generally include a layered article including a backing and an adhesive coat to fix abrasive grains to the backing, the most common example of which is sandpaper. Bonded abrasive tools consist of rigid, and typically monolithic, three-dimensional, abrasive composites in the form of wheels, discs, segments, mounted points, hones and other tool shapes, which can be mounted onto a machining apparatus, such as a grinding or polishing apparatus.
[0006] Bonded abrasive tools usually have three phases including abrasive grains, bond material, and porosity, and can be manufactured in a variety of "grades" and "structures" that have been defined according to practice in the art by the relative hardness and density of the abrasive composite (grade) and by the volume percentage of abrasive grain, bond, and porosity within the composite (structure).
[0007] Some bonded abrasive tools may be particularly useful in grinding and polishing hard materials, such as single crystal materials used in electronics and optics industries as well as superabrasive materials for use in industrial applications, such as earth boring. For example, polycrystalline diamond compact (PDC) cutting elements are typically affixed to the head of drill bits for earth boring applications in the oil and gas industry. The PDC cutting elements include a layer of superabrasive material (e.g., diamond), which must be ground to particular specifications. One method of shaping the PDC cutting elements is use of bonded abrasive tools, which typically incorporate abrasive grains contained within an organic bond matrix.
[0008] The industry continues to demand improved methods and articles capable of grinding superabrasive workpieces.
SUMMARY
[0009] According to one aspect, an abrasive article comprising a core including an organic material, a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material, and a bonding factor of at least about 60%.
[0010] In another aspect, an abrasive article includes a first bonded abrasive body comprising a bond material, abrasive particles contained within the bond material, a core comprising an organic material and integrally bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm), and a bonding factor of at least about 60%.
[0011] In yet another aspect, an abrasive article includes a first bonded abrasive body comprising a bond material, abrasive particles contained within the bond material, a core comprising an organic material and integrally bonded to the first bonded abrasive body, the core having a volume of at least about 75 in3 (1229 cm3) defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm), and a bonding factor of at least about 60%.
[0012] According to another aspect, an article includes a container having a temperature differential rating of not greater than about 100.degree. C., and an abrasive article disposed within an interior volume of the container comprising a core comprising an organic material and a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material.
[0013] In yet another embodiment, an article includes an abrasive article comprising a core comprising an organic material and a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material and further comprising at least one of i) a compression sleeve extending around a peripheral surface of the first bonded abrasive body, ii) a plug disposed in an opening of the first bonded abrasive body; and a combination of i) and ii).
BRIEF DESCRIPTION OF THE DRAWINGS
[0014] The present disclosure may be better understood, and its numerous features and advantages made apparent to those skilled in the art by referencing the accompanying drawings.
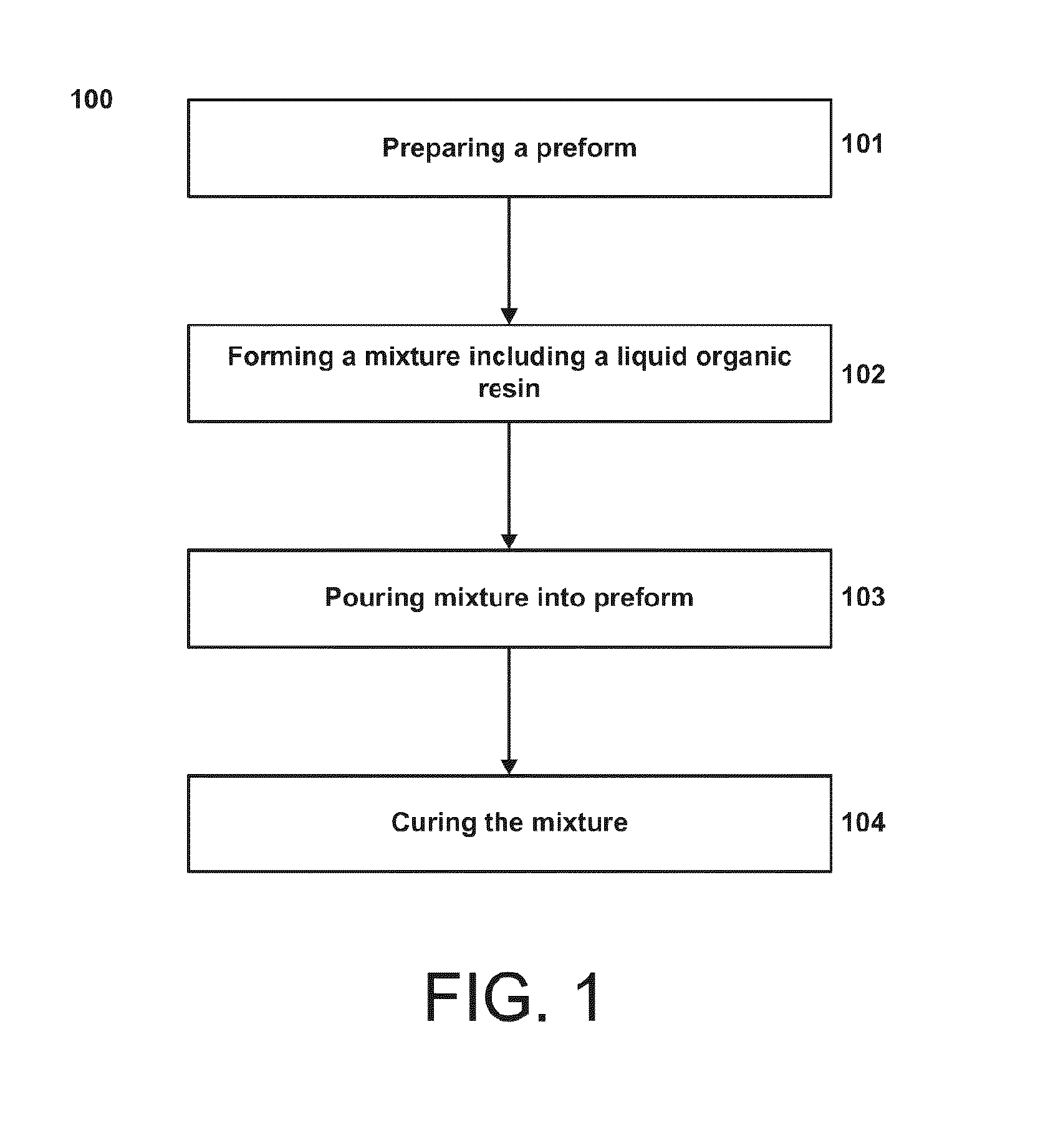
[0015] FIG. 1 includes a flowchart in accordance an embodiment of a method;
[0016] FIG. 2 includes a perspective view illustration of a core in accordance with an embodiment;
[0017] FIG. 3 includes a perspective view illustration of an abrasive article in accordance with an embodiment;
[0018] FIG. 4 includes an image of an interface of an abrasive article according to an embodiment;
[0019] FIG. 5 includes an image of an interface of a conventional abrasive article;
[0020] FIG. 6 includes an illustration of an abrasive article within a container according to an embodiment;
[0021] FIG. 7 includes an illustration of an abrasive article within a container according to an embodiment;
[0022] FIG. 8 includes an illustration of an abrasive article having a compression sleeve according to an embodiment;
[0023] FIG. 9 includes an illustration of an abrasive article having a compression sleeve according to an embodiment; and
[0024] FIG. 10 includes an illustration of an abrasive article having a plug according to an embodiment.
DETAILED DESCRIPTION
[0025] The following is directed to abrasive articles, in particular, bonded abrasive articles suitable for various applications including centerless grinding, edge grinding, tool room applications and the like. In particular instances, the abrasive articles herein may include bonded abrasive articles that may be particularly suited for grinding various workpieces, including for example metals, metal alloys, plastics, wood, composites, superabrasive materials, and a combination thereof.
[0026] As illustrated in FIG. 1, a method of forming an abrasive article 100 can include providing a preform as shown in element 101. The preform can have an opening for receiving and holding a mixture including an organic resin. The preform can be different articles, including for example, a mold. The preform can have any conventional shape. In one embodiment, the preform can be annular in shape, thereby creating a volume that is defined by a diameter d.sub.P, a circumference C.sub.P, and a height h.sub.P.
[0027] Still, in one embodiment, the preform can be an abrasive body. The abrasive body can include a bonded abrasive body. The bonded abrasive body can include abrasive particles in a bond material, which will be described in more detail herein. The bonded abrasive body can have an annular shape defined by a diameter d.sub.a, a circumference C.sub.a, and a height h.sub.a.
[0028] In particular instances, the preform can include a plurality of annular shaped bonded abrasive bodies attached to each other and defining a central opening for receiving the mixture comprising the organic resin. For example, the preform can include a second abrasive body, wherein the second bonded abrasive body can be adjacent the first bonded abrasive body. The first bonded abrasive can be abutting the second bonded abrasive body as further illustrated herein.
[0029] Still referring to preparing a preform 101 in FIG. 1, the preform can include a liner, which may be in the form of an insert spaced apart from the bonded abrasive article. In one embodiment, the liner can overlie a surface of the preform. In one embodiment, the liner can form a wheel defined by a diameter d.sub.L, height h.sub.L, and thickness t.sub.L. In instances, d.sub.L can be smaller than the preform diameter d.sub.P. In a particular embodiment, the liner can form an arbor hole within the core of the finally-formed article, as will be described in more detail herein. In accordance with at least one embodiment, the liner may extend along the direction of preform height h.sub.P. In other instances, h.sub.L can be the substantially the same as preform height h.sub.P. In other instances, h.sub.L can be a portion of preform height h.sub.P.
[0030] The process of forming may include pouring the liquid mixture around the liner. The liner may be removed prior to curing or after curing. In still another embodiment, the liner may not be removed and may become an integral part of the abrasive article.
[0031] It will be appreciated that the preform can include other objects facilitating the formation of an abrasive article in accordance with an embodiment. For example, the preform can include a second liner, wherein the second liner has a diameter d.sub.L substantially the same than preform diameter d.sub.P.
[0032] The liner can be made from an organic material, an inorganic material, or a combination thereof. In a particular embodiment, the liner can be made from a metal or a metal alloy. In another embodiment, the liner can be made from steel. According to one particular embodiment, the liner can be a substrate for a bonded abrasive material.
[0033] In certain instances, the liner can facilitate formation of the core. The liner can have particular thermal properties that may facilitate control of exotherms and endotherms during the forming process. In particular, the liner may have a particular geometry, size, volume, material, and a combination thereof, which facilitates removing heat from the mixture during curing and reducing the temperature and thermal gradients at the interface of the bonded abrasive body and core during forming. In one particular embodiment, the liner can have a heat capacity (e.g., a specific heat capacity) that is different than (e.g., less than or greater than) a heat capacity of the bonded abrasive body. In particular instances, the liner has a heat capacity that is at least about 5% different, such as at least about 10%, or even at least about 40% different than a heat capacity of the bonded abrasive body.
[0034] In yet another embodiment, a first liner defining an arbor hole of the core can have a first heat capacity that is different than a second liner at an interface of the core and the bonded abrasive article. The heat capacity of the first liner can be greater than or less than the heat capacity of the second liner. Moreover, the liner can have the same features of heat capacity with respect to any one of the components of the mixture.
[0035] After providing a preform, the method can continue at step 102 of FIG. 1, forming a mixture. The mixture can include an organic resin. In particular, at least a portion of the mixture can include a liquid phase as shown in element 102. For example, the mixture may include at least one solid phase component and at least one liquid phase component. In one exemplary embodiment, the mixture can consist essentially of a liquid phase, such that all components within the mixture are in liquid phase.
[0036] In particular instances, one or more components of the mixture can be liquid phase components. For example, the mixture can include an organic resin that is liquid phase, and in particular, the organic resin may consist essentially of a liquid phase. In an embodiment, the liquid phase organic resin can flow and take the shape of a container, such as the preform. Unlike an organic resin that is in solid phase, such as a powdered organic resin, the molecules of an organic resin in a liquid phase can flow and move freely past one another. In one embodiment, the organic resin can be in a liquid phase at room temperature. In particular instances, the liquid phase can have a viscosity of at least about 400 cps (centipoise) at a temperature of 25.degree. C. In other embodiments, the viscosity of the liquid phase can be greater, such as at least about 700 cps, at least about 1000 cps, at least about 2000 cps, at least about 3000 cps, or even at least about 4000 cps. In another embodiment, the liquid phase can have a viscosity of not greater than about 25,000 cps, such as not greater than about 20,000 cps, not greater than about 18,000 cps, not greater than about 14,000 cps, not greater than about 12,000 cps, not greater than about 10,000 cps, or even not greater than about 8,000 cps. It will be appreciated that the liquid phase can have a viscosity within a range between any of the minimum and maximum values noted above.
[0037] The mixture can further include other components including, for example, a curing agent, a filler, a solvent or the like. For example, the organic resin can include a solvent. The solvent can modify the viscosity of the liquid. In embodiments, the solvent can be water, methanol, ethanol, diethyl ether, acetone, mineral spirits, ethyl acetate, tetrahydrofuran, or a combination thereof.
[0038] Certain organic resins of the embodiments herein can include an epoxy resin, a phenoxy resin, a polyurea resin, a polyimide resin, a polycyanate, an acrylic, a polyurethane, a melamine resin, a polyester resin, or any combination thereof. In one instance, the organic resin can include an epoxy resin, such as a bisphenol-A compound. In one particular embodiment, the bisphenol-A compound can include a bisphenol-A diglycidyl ether, and may even consist essentially of bisphenol-A diglycidyl ether.
[0039] As noted above, the mixture can include a curing agent. According to one embodiment, the curing agent can include, an oligoamine, a diol, a dithiol, an amino alcohol, an amino thiol, a thioalcohol, or any combination thereof. In particular instances, the mixture can include an epoxy resin and the curing agent can include an oligoamine. In one embodiment, the oligoamine can include an aliphatic oligoamine, a cycloaliphatic oligoamine, an aromatic oligoamine, and a combination thereof. In one embodiment, the aliphatic oligoamines can include ethylene diamine, 2-methyl-1,5-pentamethylenediamine, 1,6-hexamethylenediamine, 1,3-pentanediamine, (2-aminoethyl)-1,2-ethanediamine (DETA), N,N'-bis-(2-aminoethyl)-1,2-ethanediamine) (TETA), tris-(2-aminoethyl)amine) (TAEA), bis-(aminoethyl)ether, a polyether diamine, tetraethylenepentamine (TEPA), and a combination thereof. In another embodiment, the cycloaliphatic oligoamine can include 1,2-diaminocyclohexane, N[(2-aminoethyl)2-aminoethyl]piperazine) (PEEDA), isophorone diamine (IPDA), 4,4'-bis-(aminocyclohexyl)-methane, N,N'-bis-(2-aminoethyl)piperazine) (DAEP), and a combination thereof. In one further embodiment, the aromatic oligoamine can include 2-ethyl, 2 methyl-imidazole, 4,4'-diaminodiphenyl-methane, 4,4'-diaminodiphenylether, 1,3-Bis(3-aminophenoxy)benzene, an aminobenzylamine, and a combination thereof.
[0040] In other embodiments, the epoxy resin can include a bisphenol-A diglycidyl ether and the curing agent can include a isophorone diamine. According to yet another aspect, the epoxy resin may consist essentially of a bisphenol-A diglycidyl ether and the curing agent can consist essentially of a isophorone diamine.
[0041] Further referring to the mixture in element 102, other additives, such as a filler may be provided. In particular instances, the mixture, and thus the finally-formed core, can include at least one filler from the group of organic materials, inorganic materials, fibrous materials, ceramic materials, oxides, carbides, borides, silicides, nitrides, fluorides, oxynitrides, oxycarbides, silicates, alumina, silica, silicon carbide, boron nitride, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, minerals, feldspar, nepheline syenite, chromites, magnesites, dolomites, pyrites, sulfides, carbon-based materials, graphite, sulfides, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, wood flour, clay, talc, alumina trihydrate, chopped strand fibers, aluminosilicates, silicates, silica, and a combination thereof. The filler may be provided to affect the coefficient of thermal expansion of the core, and more particularly, a certain type, content and ratio of fillers may be used to improve CTE matching (i.e., low difference in CTE) between the core and the bonded abrasive body.
[0042] According to one embodiment, the core can include a first filler material and a second filler material, wherein the first filler material is different than the second filler material by at least one of composition, average particle size, content within the mixture of core, and a combination thereof. In one instances, the core can include a first filler material including an inorganic material and a second filler material including an organic material.
[0043] In one particular aspect, the core can include a first filler material comprising an oxide, such as alumina, and more particularly, fused alumina. Moreover, the core can include a second filler material including an organic material, including for example, an organic material including a hydroxyl group. More particularly, the core can include a second filler material comprising ethanol. The second filler may further include a second filler material comprising phosphate. In one embodiment, the core can include a second filler material including ethanol and phosphate, and more particularly, a second filler material comprising ethanol, 2 chloro-phosphate (3:1), such that it can consist essentially of ethanol, 2 chloro-phosphate (3:1).
[0044] The mixture, and thus the core, can further include a third filler material in addition to at least a first filler material, wherein the third filler material can be different than the first filler material by at least one of composition, average particle size, content in the mixture or core, and a combination thereof. Moreover, the core can include a third filler material in addition to at least the second filler material, wherein the third filler material can be different than the second filler material by at least one of composition, average particle size, content in the mixture or core, and a combination thereof.
[0045] The core can have a first filler material including an inorganic material and a third filler material including an inorganic material. In one particular embodiment, the first filler material can include an oxide and the third filler material can include an oxide, and more particularly, the first filler material can include at least one metallic element different than the third filler material. For example, the core can include a third filler including iron, and more particularly, iron oxide. The third filler material may include a mineral, which may include iron, such as magnetite (Fe.sub.3O.sub.4). According to one embodiment, the third filler material may consist essentially of magnetite (e.g., black oxide).
[0046] The mixture may contain a particular content of filler. For example, the total content of filler can be present in an amount of at least about 1 vol % for the total volume of the mixture or the core. In other embodiments, the amount of filler can be greater, such as at least about 2 vol %, at least about 5 vol %, at least about 10 vol %, at least about 20 vol %, or at least about 50 vol % for a total volume of the mixture or core. Alternatively, the filler can be present in an amount of not greater than about 99 vol %, such as not greater than about 98 vol %, not greater than about 95 vol %, not greater than about 90 vol %, not greater than about 80 vol %, not greater than about 70 vol %, not greater than about 60 vol %, not greater than about 55 vol %, or even not greater than about 50 vol % for the total volume of the mixture or core. It will be appreciated that the mixture can contain an amount of filler within a range between any of the minimum and maximum percentages noted above.
[0047] The mixture, and thus the finally-formed core, can include a first filler material and a second filler material, wherein the mixture or core can have a greater content of the first filler material compared to a content of the second filler material. Alternatively, the core may have a greater content of the second filler material compared to a content of the first filler material.
[0048] For example, the mixture or core can have a ratio (V1/V2) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the mixture or core and V2 represents a content of a second filler (vol %) within the mixture or core. In another embodiment, the ratio (V1/V2) can be at least about 1.1, such as at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, or even at least about 30. Still, in one non-limiting embodiment, the ratio (V1/V2) can be not greater than about 30, such as not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2. It will be appreciated that the ratio (V1/V2) can be within a range between any of the minimum and maximum values noted above.
[0049] Alternatively, the core can have a ratio (V2/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the mixture or core and V2 represents a content of a second filler (vol %) within the mixture or core. More particularly, the ratio (V2/V1) can be at least about 1.1, such as at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30. Still, in other embodiments, the ratio (V2/V1) can be not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2. It will be appreciated that the ratio (V2/V1) can be within a range between any of the minimum and maximum values noted above.
[0050] According to a particular embodiment, the mixture or core can have at least about 0.5 vol % of the first filler for a total volume of the mixture or core. In another embodiment, the mixture or core can include at least about 1 vol %, such as at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol % for a total volume of the mixture or core. In another embodiment, the mixture or core can include not greater than about 50 vol %, such as not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, or even not greater than about 2 vol % of the first filler for the total volume of the mixture or core. It will be appreciated that the mixture can contain an amount of the first filler within a range between any of the minimum and maximum percentages noted above.
[0051] The mixture or core may also include a second filler material in an amount of at least about 0.5 vol % for a total volume of the mixture or core. In another embodiment, the mixture or core can include at least about 1 vol %, such as at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, or even at least about 15 vol % or a total volume of the mixture or core. Still, the content of the second filler within the mixture or core can be not greater than about 50 vol %, such as not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, or even not greater than about 2 vol % for the total volume of the mixture or core. It will be appreciated that the mixture can contain an amount of the second filler within a range between any of the minimum and maximum percentages noted above.
[0052] As described herein, the mixture, and thus the finally-formed core, can include a first filler material and a third filler material. The mixture or core may utilize a particular content of the first filler and third filler. For example, the mixture or core can have a greater content of the first filler material compared to a content of the third filler material. Still, in other instances, the mixture or core can include a greater content of the third filler material compared to a content of the first filler material.
[0053] In one particular embodiment, the mixture or core may have a ratio (V1/V3) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the mixture or core and V3 represents a content of a third filler (vol %) within the mixture or core. In certain other instances, the ratio (V1/V3) can be at least about 1.1, such as at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30. Still, in one non-limiting embodiment, the ratio (V1/V3) can be not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2. It will be appreciated that the ratio (V1/V3) can be within a range between any of the minimum and maximum values noted above.
[0054] Alternatively, the core can have a ratio (V3/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the mixture or core and V3 represents a content of a third filler (vol %) within the mixture or core. More particularly, the ratio (V3/V1) can be at least about 1.1, such as at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30. Still, in one non-limiting embodiment, the ratio (V3/V1) can be not greater than about 30, such as not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2. It will be appreciated that the ratio (V3/V1) can be within a range between any of the minimum and maximum values noted above.
[0055] Moreover, the mixture or core can have a particular content of the second filler and third filler. For example, the mixture or core can have a greater content of the second filler material compared to a content of the third filler material. Still, in other instances, the mixture or core can include a greater content of the third filler material compared to a content of the second filler material.
[0056] In one particular embodiment, the mixture or core can have a ratio (V2/V3) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the mixture or core and V3 represents a content of a third filler (vol %) within the mixture or core. For example, the ratio (V2/V3) can be at least about 1.1, such as at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, or even at least about 30. In yet another non-limiting embodiment, the ratio (V2/V3) can be not greater than about 30, such as not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, or even not greater than about 2. It will be appreciated that the ratio (V2/V3) can be within a range between any of the minimum and maximum values noted above.
[0057] In yet another aspect, the mixture or core may utilize a ratio (V3/V2) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the mixture or core and V3 represents a content of a third filler (vol %) within the mixture or core. According to one particular embodiment, the ratio (V3/V2) can be at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, or even at least about 30. Still, in one non-limiting embodiment, the ratio (V3/V2) can be not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, or even not greater than about 2. It will be appreciated that the ratio (V3/V2) can be within a range between any of the minimum and maximum values noted above.
[0058] The mixture or core may utilize a particular content of the third filler material, including for example, at least about 0.5 vol % of the third filler for a total volume of the mixture or core. In other embodiments, the content of the third filler can be greater, such as at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, or even at least about 15 vol % for a total volume of the mixture or core. Still, in one non-limiting embodiment, the content of the third filler can be not greater than about 50 vol %, such as not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, or even not greater than about 2 vol % for the total volume of the mixture or core. It will be appreciated that the mixture can contain an amount of the third filler within a range between any of the minimum and maximum percentages noted above.
[0059] In further reference to aspects of the fillers in the mixture and the core, in certain instances, the first filler material can have a first average particle size and the second filler material having a second average particle size. For one embodiment, the first average particle size can be different than the second average particle size, and more particularly, the first average particle size can be greater than the second average particle size. In still other instances, the second average particle size can be greater than the first average particle size.
[0060] The first average particle size of the filler can be at least 2% different as compared to the second average particle size. In other instances, the difference can be greater, such as at least about 5%, at least about 8%, at least about 10%, at least about 15%, or even at least about 20%, at least about 40%, at least about 60%, at least about 80%, or even at least about 100%. Still, in one non-limiting embodiment, the difference in average particle size between the first average particle size and the second average particle size can be not greater than about 300%, such as not greater than about 200%, or even not greater than about 150%. It will be appreciated that the difference in average particle size between the first average particle size and the second average particle size can be within a range between any of the minimum and maximum percentages noted above. Moreover, any two particulate filler materials of the mixture or core can have the same percent difference in size relative to each other as noted above.
[0061] Moreover, the mixture or the core can include a first filler material having a first average particle size and a third filler material having a third average particle size. For certain embodiments, the first average particle size can be different than the third average particle size, and more particularly, the first average particle size can be greater than the third average particle size. In another embodiment, the third average particle size can be greater than the first average particle size.
[0062] Additionally, the mixture or the core can have a second filler material having a second average particle size and a third filler material having a third average particle size. The second average particle size can have a different than the third average particle size, such that, for example, the second average particle size can be greater than the third average particle size. In other instances, the third average particle size can be greater than the second average particle size.
[0063] According to still another embodiment, the mixture or the core can include a particular ratio W1/W3, where W1 represents a content of a first filler material within the core in weight percent (wt %) for a total weigh of the core and W3 represents a content of a third filler material within the core in wt % for a total weight of the core. For example, the ratio W1/W3 may be at least about 30, such as, at least about 35, at least about 40, at least about 45, at least about 50, at least about 50, at least about 60, at least about 65 or even at least about 70. According to still another embodiment, the ratio W1/W3 may be not greater than about 100, such as, not greater than about 90, not greater than about 85, not greater than about 80 or even not greater than about 75. It will be appreciated that the ratio W1/W3 can be within a range between any of the minimum and maximum values noted above.
[0064] According to still another embodiment, the mixture or the core can include a particular ratio W1/W2, where W1 represents a content of a first filler material within the core in wt % for a total weigh of the core and W2 represents a content of a second filler material within the core in wt % for a total weight of the core. For example, the ratio W1/W2 may be at least about 10, such as, at least about 12, at least about 15 or even at least about 17. According to still another embodiment, the ratio W1/W2 may be not greater than about 30, such as, not greater than about 25 or even not greater than about 20. It will be appreciated that the ratio W1/W2 can be within a range between any of the minimum and maximum values noted above.
[0065] According to yet another embodiment, the mixture or the core can include a particular ratio W2/W3, where W2 represents a content of a second filler material within the core in wt % for a total weigh of the core and W3 represents a content of a third filler material within the core in wt % for a total weight of the core. For example, the ratio W2/W3 may be at least about 1, such as, at least about 2, at least about 2.5, at least about 3, at least about 3.5, at least about 4, at least about 4.5, at least about 5, at least about 5.5 or even at least about 6. According to yet another embodiment, the ratio W2/W3 may be not greater than about 15, such as, not greater than about 12, not greater than about 10, not greater than about 8 or even not greater than about 7. It will be appreciated that the ratio W2/W3 can be within a range between any of the minimum and maximum values noted above.
[0066] According to yet another embodiment, the mixture or the core may include a particular content of the first filler material. For example, the content of first filler material may be at least about 50 wt % for a total weight of the core, such as, at least about 52 wt %, at least about 54 wt %, at least about 56 wt %, at least about 58 wt % or even at least about 60 wt %. According to still another embodiment, the content of first filler material may be not greater than about 70 wt % for a total weigh of the core, such as, not greater than about 68 wt %, not greater than about 66 wt %, not greater than about 64 wt %, not greater than about 62 wt %. It will be appreciated that the content of first filler material can be within a range between any of the minimum and maximum values noted above.
[0067] According to still another embodiment, the mixture or the core may include a particular content of the second filler material. For example, the content of the second filler material may be at least about 1.0 wt % for a total weight of the core, such as, at least about 1.5 wt %, at least about 2.0 wt %, at least about 2.5 wt %, at least about 3.0 wt % or even at least about 3.5 wt %. According to still another embodiment, the content of the second filler material may be not greater than about 6.0 wt % for a total weigh of the core, such as, not greater than about 5.5 wt %, not greater than about 5.0 wt %, not greater than about 4.5 wt % or even not greater than about 4.0 wt %. It will be appreciated that the content of second filler material can be within a range between any of the minimum and maximum values noted above.
[0068] According to yet another embodiment, the mixture or the core may include a particular content of the third filler material. For example, the content of the third filler material may be at least about 0.1 wt % for a total weight of the core, such as, at least about 0.1 wt %, at least about 0.3 wt %, at least about 0.4 wt % or even at least about 0.5 wt %. According to yet another embodiment, the content of the third filler material may be not greater than about 1.5 wt % for a total weigh of the core, such as, not greater than about 1.0 wt %, not greater than about 0.9 wt %, not greater than about 0.8 wt % or even not greater than about 0.7 wt %. It will be appreciated that the content of third filler material can be within a range between any of the minimum and maximum values noted above.
[0069] According to still another embodiment, the mixture of the core may include a content of first filler material of not greater than about 65 wt % and at least about 55 wt % for a total weight of the core, a content of second filler material of not greater than about 7 wt % and at least about 2 wt % for a total weight of the core, and a content of third filler material of at least about 0.1 wt % and not greater than about 1 wt % for a total weight of the core.
[0070] According to yet another particular embodiment, the first filler material may be Al2O3. According to still another embodiment, the second filler material may be ALUMINUM SILICATE. According to still another embodiment, the third filler material may be silica.
[0071] After forming the mixture as illustrated in FIG. 1, the method can continue with pouring the mixture into the preform as shown in element 103. The mixture can be poured in the opening of the preform, which defines a cavity for containing the mixture. The mixture can fill any portion of the cavity of the preform. In one embodiment, the mixture can fill substantially the entire volume of the cavity created by the preform.
[0072] The mixture, and thus, the core, may include one or more fillers having a certain density, which may facilitate forming a low density core. One or more fillers may be a particulate material having a density of less than about 4.0 g/cm.sup.3. In other embodiments, the density of the filler can be less, such as not greater than 3.8 g/cm.sup.3, not greater than about 3.5 g/cm.sup.3, or even not greater than about 3.0 g/cm.sup.3.
[0073] As further illustrated in FIG. 1, the method can include curing the mixture as shown in element 104. Curing the mixture can change at least a portion of the liquid phase into a solid phase to facilitate forming a core of an abrasive article. Curing the mixture 104 can include curing the mixture by radiation. In one instance, the radiation can include UV radiation. In one example, the radiation can have a wavelength of at least about 100 nm, such as at least about 150 nm, at least about 200 nm, or at least about 250 nm. Alternatively, the radiation can include a wavelength of not greater than about 400 nm, such as not greater than about 380 nm, or not greater than about 350 nm. The radiation can have a wavelength within a range between any of the minimum and maximum wavelengths noted above.
[0074] In another embodiment, curing the mixture 104 may include curing the mixture by heating the mixture, and even heating the mixture and the preform. In certain instances, curing the mixture can include a plurality of heating steps, which can have distinct processing parameters relative to each other. For example, curing may utilize a first heating step, which can include heating the mixture at a first temperature T.sub.1 (temperatures noted in .degree. C.). In one embodiment, the mixture can be heated to at least 25.degree. C. In another embodiment, the first temperature can be at least 28.degree. C., such as at least 30.degree. C., or even at least 33.degree. C. In yet another embodiment, the first temperature can be not greater than 40.degree. C., such as not greater than 35.degree. C., or not greater than 30.degree. C. According to one particular embodiment, the first temperature can be substantially room temperature, such that essentially no external heat is applied to the mixture.
[0075] In further embodiments of the curing of the mixture 104 in method 100, the first heating can be conducted for a first duration. The first duration can be at least about one hour, such as at least about 2 hours, at least about 3 hours, at least about 6 hours, at least about 12 hours, or even at least about 24 hours. In another non-limiting embodiment, the first duration can be not greater than about 48 hours, such as not greater than about 36 hours, or not greater than about 24 hours. It will be appreciated that the first duration can be within a range between the minimum and maximum durations noted above.
[0076] In further embodiments, curing of the mixture can include a second heating of the mixture at a second temperature T.sub.2. The second heating can be undertaken after the first heating step. In particular, the second temperature T.sub.2 can be different from the first temperature T.sub.1. For example, the second temperature T.sub.2 can be greater than the first temperature T.sub.1. Moreover, in certain instances, the second temperature T.sub.2 and the first temperature T.sub.1 can be different from each other by a first temperature difference, defined by |T.sub.2-T.sub.1|, which is the absolute value of the difference between the second temperature and the first temperature.
[0077] According to an embodiment, the first temperature difference can have an absolute value of not greater than about 50.degree. C., such as not greater than about 45.degree. C., or not greater than about 40.degree. C. Moreover, the first temperature difference can have an absolute value of at least about 10.degree. C., such as at least about 20.degree. C., or at least about 30.degree. C. It will be appreciated that the first temperature difference can be within a range between any of the minimum and maximum values noted above.
[0078] Additionally, the second heating can include a second duration. In certain instances, the second duration can be different from the first duration. For example, the second duration can be greater than the first duration. Still, in other processes, the second duration can be less than the first duration. In yet another embodiment, the second duration can be substantially the same as the first duration.
[0079] For certain processes according to embodiments herein, curing the mixture can include a third heating of the mixture at a third temperature T.sub.3. The third heating can be undertaken after completing the second heating step and/or the first heating step. The third temperature T.sub.3 can be different from the second temperature T.sub.2. and the first temperature T.sub.1. In particular, the third temperature may be greater than the second temperature. Alternatively, the third temperature may be less than the second temperature. According to one embodiment, the third temperature T.sub.3 and the second temperature T.sub.2 can be different from each other by a second temperature difference, defined by |T.sub.3-T.sub.2|, which is the absolute value of the difference between the third temperature and the second temperature. The third temperature may be different from the first temperature in the same manner as described above with respect to the difference between the second temperature and the third temperature.
[0080] The second temperature difference can have an absolute value of not greater than about 40.degree. C., such as not greater than about 35.degree. C., or not greater than about 30.degree. C. The second temperature difference can have an absolute value of at least about 10.degree. C., such as at least about 20.degree. C., or at least about 30.degree. C. It will be appreciated that the second temperature difference can be within a range between any of the minimum and maximum values noted above.
[0081] Moreover, the third heating can include a third duration. The third duration can be different from the second duration and/or the first duration. For example, the third duration can be greater than the second duration or the first duration. Alternatively, the third duration can be less than the second duration or the first duration. In still another embodiment, the third duration can be substantially the same as the second duration or the first duration.
[0082] For certain processes according to embodiments herein, curing the mixture can include a fourth heating step of the mixture at a fourth temperature T.sub.4. The fourth heating can be undertaken after completing the third heating step. The fourth temperature T.sub.4 can be different from the first temperature T.sub.1, the second temperature T.sub.2, or the third temperature T.sub.3, or the In particular, the fourth temperature may be greater than the first temperature, second temperature, or third temperature. Alternatively, the fourth temperature may be less than the first temperature, second temperature, or third temperature. According to one embodiment, the fourth temperature T.sub.4 and the third temperature T.sub.3 can be different from each other by a third temperature difference, defined by |T.sub.4-T.sub.3|, which is the absolute value of the difference between the fourth temperature and the third temperature.
[0083] The third temperature difference can have an absolute value of not greater than about 60.degree. C., such as not greater than about 55.degree. C., or not greater than about 50.degree. C. Moreover, the third temperature difference can have an absolute value of at least about 10.degree. C., such as at least about 20.degree. C., or at least about 30.degree. C. It will be appreciated that the third temperature difference can be within a range between any of the minimum and maximum values noted above.
[0084] Moreover, the fourth heating can be conducted over a fourth duration. The fourth duration can be different from the first duration, second duration, or third duration. For example, the fourth duration can be greater than the first duration, second duration, or third duration. Alternatively, the fourth duration can be less than the first duration, second duration, or third duration. In still another embodiment, the fourth duration can be substantially the same as the third duration.
[0085] In one instance, the first heating and the second heating can have a total duration of at least about four hours, such as at least about six hours, or at least about eight hours. Furthermore, the first heating, the second heating, and the third heating can have a total duration of at least about six hours, such as at least about eight hours, or at least about twelve hours. Moreover, the first heating, the second heating, the third heating, and the fourth heating can have a total duration of at least about eight hours, such as at least about ten hours, or at least about 14 hours. Alternatively, the first heating and the second heating can have a total duration of not greater than about 72 hours, such as not greater than about 64 hours, or not greater than about 60 hours. Furthermore, the first heating, the second heating, and the third heating can have a total duration of not greater than about 96 hours, such as not greater than about 90 hours, or not greater than about 84 hours. Moreover, the first heating, the second heating, the third heating, and the fourth heating can have a total duration of not greater than about 144 hours, such as not greater than about 132 hours, or not greater about 120 hours.
[0086] The process of curing can also be conducted in an atmosphere having a particular feature. For example, curing can be conducted in a reduced pressure atmosphere as compared to standard atmospheric conditions, which may facilitate formation of a core having the properties disclosed herein. The process of providing a reduced pressure atmosphere may be conducted prior to curing. Additionally, the process of providing a reduced pressure atmosphere may be conducted during curing. For example, the pressure of the atmosphere during curing can be not greater than about 0.1 Torr, such as not greater than about 0.01 Torr or even not greater than about 0.001 Torr. Still, in at least one embodiment, the pressure of the atmosphere during curing can be at least about 1.times.10.sup.-5 Torr. It will be appreciated that the reduced pressure atmosphere can have a pressure within a range between any of the minimum and maximum values noted above.
[0087] Additionally, the process of curing in a reduced pressure atmosphere may be suitable for moving the mixture to particular locations. For example, a reduced pressure can be placed on the mixture to facilitate directional movement of the mixture during curing. In a particular embodiment, the pressure within the environment can be reduced to pull the mixture toward the preform, which may include bonded abrasive bodies. Accordingly, the application of a reduced pressure atmosphere may facilitate pulling the mixture into the bonded abrasive bodies during curing and the formation of an integrally bonded abrasive article.
[0088] The process of curing can include a process of managing the heat generated in the core during the curing process to reduce stress in the system. According to one embodiment, the curing process can include coupling one or more surfaces of the core to a cooling structure that may utilize a cooling medium. Coupling can include direct or indirect contact. In one particular embodiment, curing can including monitoring the temperature of the system and controlling a cooling structure coupled to the mixture, which can include but is not limited to, adjusting a temperature of the cooling structure to control heat transferred from the mixture to the bonded abrasive body. The cooling structure can include a cooling block having a cooling medium (e.g., water) flowing internally within the block. The cooling block can be indirectly coupled to the mixture, wherein a base plate is disposed between the mixture and the cooling block during curing.
[0089] In one another embodiment of the method 100, curing the mixture 104 can include monitoring a property of the mixture or the core formed during the curing. Exemplary processes that may be monitored can include flexural modulus, flexural strength, Rockwell hardness, density, glass transition temperature, coefficient of thermal expansion, and a combination thereof.
[0090] For example, the core formed by the method 100 can have a flexural modulus of at least about 4 GPa, such as at least about 5 GPa, or at least about 7 GPa. Alternatively, the core can have a flexural modulus of not greater than about 20 GPa, such as not greater than about 18 GPa, or not greater than about 15 GPa. It will be appreciated that the flexural modulus can be within a range between any of the minimum and maximum values noted above.
[0091] In other instances, the core formed by the method 100 can have a flexural strength of at least about 40 MPa, such as at least about 45 MPa, or at least about 50 MPa. Alternatively, the core can have a flexural strength of not greater than about 100 MPa, such as not greater than about 90 MPa, or not greater than about 80 MPa. It will be appreciated that the flexural strength can be within a range between any of the minimum and maximum values noted above.
[0092] In further instances, the core formed by the method 100 can have a Rockwell hardness of at least about 70, such as at least about 80, or at least about 90. Alternatively, the core can have a Rockwell hardness of not greater than about 120, such as not greater than about 110, or not greater than about 100. It will be appreciated that the Rockwell hardness can be within a range between any of the minimum and maximum values noted above.
[0093] In yet other instances, the core formed by the method 100 can have a density of at least about 0.8 g/cc, such as at least about 0.9 g/cc, or at least about 1.0 g/cc. Alternatively, the core can have a density of not greater than about 2.8 g/cc, such as not greater than about 2.5 g/cc. or not greater than about 2.0 g/cc. It will be appreciated that the density can be within a range between any of the minimum and maximum values noted above.
[0094] In other instances, the core formed by the method 100 can have a glass transition temperature Tg of at least about least about 75.degree. C., such as at least about 80.degree. C. at least about 90.degree. C., at least about 100.degree. C., at least about 110.degree. C., at least about 120.degree. C., or at least about 140.degree. C. Alternatively, the core can have a glass transition temperature Tg of not greater than about 200.degree. C., such as not greater than about 180.degree. C., not greater than about 170.degree. C., not greater than about 160.degree. C., not greater than about 150.degree. C., not greater than about 140.degree. C., or even not greater than about 130.degree. C. It will be appreciated that the glass transition temperature can be within a range between any of the minimum and maximum temperatures noted above.
[0095] The core can be a monolithic body, and more particularly, an essentially monolithic body. A monolithic body can be a seamless body having substantially uniform material properties throughout the volume of the body. A monolithic body may have essentially no adhesive material, since a monolithic body does not necessarily contain different components that are joined to each other. Furthermore, a monolithic body may have a substantially uniform density, a substantially uniform hardness, a substantially uniform flexural modulus, a substantially uniform flexural strength, a substantially uniform glass transition temperature, a substantially uniform coefficient of thermal expansion, and any combination of these properties.
[0096] The monolithic body may contain a reinforcing structure contained within the monolithic body or joined to the monolithic body. The reinforcing member may be an inorganic material, organic material, glass, glass fiber, ceramic, natural material, and a combination thereof. The reinforcing member may be incorporated into the body to facilitate the formation of a core having the properties described herein. The core can include at least one reinforcing structure or a plurality of reinforcing structures. According to one embodiment, the reinforcing structure can be a substantially planar layer of material, which may extend radially through the body of the core in a plane defined by a diameter. In certain instances, the reinforcing structure can include a woven material, non-woven material, composite material and a combination thereof. According to one embodiment, the reinforcing member can be a metal, such as a metal mesh material. The reinforcing member may be of a particular size, shape, and construction to facilitate formation of the core and control the coefficient of thermal expansion of the core material. Some exemplary reinforcement materials can include fiberglass, basalt, and a combination thereof. In one particular embodiment, the reinforcing member can have a particular construction, such as a honeycomb structure (as viewed top-down) defining a plurality of interlocked and interlinked polygonal shapes (e.g., hexagon or octagon). Such structures have surprising been found to have suitable mechanical properties to properly reinforce the core and also modify the coefficient of thermal expansion of the core to facilitate forming a bonded abrasive article within improved CTE matching (i.e., low difference in CTE between the bonded abrasive body and the core) between the bonded abrasive body and the core.
[0097] FIG. 2 includes a perspective view illustration of a core of an abrasive article in accordance with an embodiment. As noted herein, the core can include a monolithic body comprising an organic material. Furthermore, the core 201 may have a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h). As described herein, the method of forming may facilitate making a core having features significantly different than conventional cores. Notably, the core 201 can be a monolithic body having a height (h) of at least about 3 inches (7.6 cm). As illustrated, the core 201 can have a cylindrical body, wherein the height (h) is defined as a distance between a first major surface 203 and a second major surface 204 opposite the first major surface 203 and separated by a peripheral surface 205. In particular instances, the height (h) of the core 201 can be greater, such as at least about 3.5 inches (8.9 cm), at least about 4 inches (10.2 cm), at least about 4.5 inches (11.4 cm), at least about 5 inches (12.7 cm), at least about 5.5 inches (14 cm) at least about 6 inches (15.2 cm), at least about 6.5 inches (16.5 cm) or even at least about 7 inches (17.8 cm). In at least one non-limiting embodiment, the height (h) of the core 201 may be not greater than about 30 inches (76.2 cm). It will be appreciated that the height (h) of the core 201 may be within a range between any of the minimum and maximum values noted above.
[0098] In other embodiments, the monolithic body of the core 201 may have a particular diameter. For example, in one embodiment the diameter (d) of the core 201 can be at least about 6 inches (15.2 cm), such as at least about 10 inches (24.4 cm), at least about 16 inches (40.6 cm), or even at least about 20 inches (50.8 cm). Still, in one non-limiting embodiment, the diameter (d) of the core 201 can be not greater than about 50 inches (1.3 m). It will be appreciated that the monolithic body of the core 201 can have a diameter (d) within a range between any of the above minimum and maximum values.
[0099] Furthermore, the monolithic body of the core 201 may have a particular circumference, measured as the total distance around the peripheral surface 205. In accordance with a particular embodiment, the core 201 can have a circumference that is at least about 19 inches (48 cm). Still other embodiments, the circumference (C) may be greater, such as at least about 31 inches (78 cm), at least about 50 inches (128 cm), or even at least about 63 inches (160 cm). Still, in one non-limiting embodiment, the circumference (C) can be not greater than about 70 inches (178 cm). It will be appreciated that the circumference (C) of the core 101 can be within a range between any of the minimum and maximum values noted above.
[0100] According to particular forming methods herein, the core 210 can be made as a monolithic body having a particularly large volume. For example, the core 201 can have a volume of at least about 75 in.sup.3 (1229 cm.sup.3). Still other embodiments, the volume of the core 201 can be greater, such as on the order of at least about 500 in.sup.3 (8194 cm.sup.3), at least about 1000 in.sup.3 (16387 cm.sup.3), at least about 1200 in.sup.3 (19664 cm.sup.3), at least about 1600 in.sup.3 (26219 cm.sup.3), at least about 1800 in.sup.3 (29496 cm.sup.3), or even least about 2000 in.sup.3 (32774 cm.sup.3). Still, in at least in at least one non-limiting embodiment, the core 201 can have a volume that is not greater than about 20000 in.sup.3 (327741 cm.sup.3). It will be appreciated that the core 201 can have a volume within a range between any of the minimum and maximum values noted above.
[0101] As further illustrated, the core 201 can have an opening 202 that may extend through the volume of the body of the core 201. In particular instances, the opening 202 may extend through the entire height (h) of the core 201 from a first major surface 203 to a second major surface 204 opposite the first major surface 203. In particular instances, the opening 202 may be disposed at the centered at the first major surface 203 and second major surface 204 of the core 201.
[0102] The opening 202 may be an arbor hole, configured to engage a spindle for rotation of the core 201 during grinding operations. In accordance with at least one embodiment, the opening 202 may extend along the direction of height (h) between the first major surface and second major surface of the core 201. The opening 202 can extend through a volume of the monolithic body of the core 201. As illustrated, the opening 202 can extends along a direction of the height of the core 201, and in particular, the opening 202 can extend between a first major surface and a second major surface of the core 201.
[0103] The opening 202 may be formed to have particular dimensions, including for example a diameter (d). In one embodiment, the opening 202 can have a diameter of at least about 1 inch (2.5 cm). In other embodiments, the diameter of the opening 202 may be greater, such at least about 2 inches (5.1 cm), at least about 3 inches (7.6 cm), or even at least about 4 inches (10 cm). In one particular embodiment, the opening 202 can have a diameter of not greater than about 100 inches (2540 cm), and more particularly, not greater than about 50 inches (127 cm). It will be appreciated that the opening 202 may have a diameter within a range between any of the minimum and maximum values noted above.
[0104] In particular instances, the core 201 may include a liner 207 overlying at least a portion of the surface defining the opening 202. In certain instances, the liner 207 may overlie essentially the entire surface defining the opening 202 extending from the first major surface 203 to the second major surface 204. Furthermore, the liner 207 may extend around the entire inner peripheral surface defining the opening 202 and define at least a portion of the arbor hole opening configured to engage a spindle of a grinding machine. The liner 207 can include an inorganic material, such as a metal or metal alloy. The liner 207 may include a material such as aluminum, silicon, steel, carbon fiber, and a combination thereof.
[0105] The liner 207 can include various materials, including for example inorganic materials, organic materials, and a combination thereof. In particular instances, the liner 207 may be formed of a metal or a metal alloy. More particularly, the liner 207 may consist essentially of a metal or metal alloy.
[0106] As further illustrated in FIG. 2, the liner 207 may be in direct contact with the core 201. For example, the liner 207 may be bonded directly to the core 201, and more particularly, the inner surface of the opening 202. Alternatively the liner 207 may be fastened to the core 201 via a mechanism, such as an engagement structure. Some suitable types of engagement structures can include a threaded surface, an interference fit, a fastener, a clip, and a combination thereof.
[0107] As noted above, the core 201 can be a monolithic body formed of a polymer, and more particularly, a polymer such as an epoxy polymer, a phenoxy polymer, a polyurea, a polyimide, a polycyanate, an acrylic, a polyurethane, a melamine polymer, a polyester, or foamed structures of the same or a combination thereof. In certain cases, the core 201 can be a monolithic body formed of an epoxy polymer derived from a bisphenol-A compound. In one particular instance, the bisphenol-A compound is bisphenol-A diglycidyl ether.
[0108] The core may be made of at least about 5 vol % polymer material. In other embodiments, the amount of polymer material can be greater, such as at least about 10 vol %, at least about 25 vol %, at least about 50 vol %, at least about 75 vol %, or even at least about 95 vol %. In one particular embodiment, the core can consists essentially of a polymer material, and more particularly, a single polymer material.
[0109] Furthermore, the core 201 may have particular characteristics such as a particular linear coefficient of thermal expansion (CTE) as measured at room temperature or within a range between room temperature and about 100.degree. C. In particular instances, the core 201 may have a linear coefficient of thermal expansion of at least about 15 microns/m C, such at least about 25 .mu.m/m.degree. C., at least about 28 .mu.m/m.degree. C., at least about 30 .mu.m/m.degree. C., at least about 33 .mu.m/m.degree. C., at least about 35 .mu.m/m.degree. C., at least about 37 .mu.m/m.degree. C., at least about 40 .mu.m/m.degree. C., at least about 43 .mu.m/m.degree. C., at least about 45 .mu.m/m.degree. C., at least about 48 .mu.m/m.degree. C., at least about 50 .mu.m/m.degree. C., or even at least about 53 .mu.m/m.degree. C. In other non-limiting embodiments, the core 201 may have a linear coefficient of thermal expansion of not greater than about 200 .mu.m/m.degree. C., such as not greater than about 180 .mu.m/m.degree. C., not greater than about 160 .mu.m/m.degree. C., not greater than about 150 .mu.m/m.degree. C., not greater than about 125 .mu.m/m.degree. C., not greater than about 100 .mu.m/m.degree. C., not greater than about 80 .mu.m/m.degree. C., or even not greater than about 70 microns/m C. Formation of a core 201 having a suitable coefficient of thermal expansion may facilitate integral bonding between the core 201 and the bonded abrasive body attached thereto.
[0110] According to one embodiment, the core can include an amount of uncured epoxy of at least about 0.1 vol % for a total volume of the core after completion of the curing process. In more particular instances, the core may include a content of uncured epoxy of at least about 0.5 vol %, such as at least about 1 vol %, at least about 2 vol %, or even at least about 5 vol %. Still, the content of uncured epoxy within the core may be not greater than about 15 vol %, such as not greater than about 12 vol %, not greater than about 10 vol %, not greater than about 5 vol %, or even not greater than about 2 vol %. The content of uncured epoxy can be within a range between any of the above minimum and maximum percentages.
[0111] The core may be formed to have a content of porosity of not greater than about 15 vol % for the total volume of the core. In other instances, the content of porosity can be less, such as not greater than about 12 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, or even not greater than about 3 vol %. Still, the porosity of the core may be at least about 0.1 vol %, such as at least about 0.5 vol %, or even at least about 1 vol %. The porosity of the core may be within a range between any of the minimum and maximum percentages noted above.
[0112] FIG. 3 includes a perspective view illustration of an abrasive article in accordance with an embodiment. As illustrated, the abrasive article 300 can include a core 201, and a first bonded abrasive article 301 integrally bonded to the peripheral surface 205 of the core 201. As used herein, the term integrally bonded is reference to a bond interface defined by interfusion of material from the core 201 and a bond material within the bonded abrasive article. That is, in particular instances, integrally bonded components can be joined directly to each other without the use of an intervening compound, such as an adhesive material.
[0113] In accordance with one embodiment, the bonded abrasive body 301 can include a bond material made of a hybrid material including an organic portion and an inorganic portion. In certain instances, the organic portion and the inorganic portion can be substantially uniformly distributed throughout the volume of the bond material. Moreover, in other embodiments, the organic portion and the inorganic portion can be substantially uniformly distributed within each other.
[0114] According to one embodiment, the inorganic portion of the bond material can include a metal or metal alloy material. Particularly suitable metals can include transition metal elements, including but not limited to, copper, tin, silver, chromium, titanium, vanadium, manganese, iron, cobalt, nickel, zinc, gold, molybdenum, zirconium, tungsten, yttrium, tantalum, aluminum, and a combination thereof. In one particular embodiment, the bond material can include a combination of copper and tin, such that the bond material may be a bronze material. In specific embodiments, the bond material can have a greater content of copper than tin. For example, the bond material can have a copper:tin ratio of approximately 60:40 by weight.
[0115] According to another embodiment, the organic portion of the bond material can include a polymer material. Some suitable polymer materials can include thermosets, thermoplastics, rubbers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, and a combination thereof. In particular instances, the polymer material may include an epoxy, polyester, phenolic, polyisocyanurate ester, and a combination thereof. According to a particular embodiment, the organic portion can include polybenzimidazole (PBI).
[0116] In certain other embodiments, the bond material can include a greater content of the inorganic portion (vol %) as compared to a content of the organic portion (vol %) within the bond. For example, the bond material can include a minority content of the organic portion. In at least one embodiment, the bond material can include not greater than about 40 vol % organic portion, such as not greater than about 35 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol % organic portion for the total volume of the bond material. In at least one non-limiting embodiment, the bond material can include at least about 1 vol % organic portion for the total volume of the bond. It will be appreciated that the amount of the organic portion within the bond can be within a range between the minimum and maximum percentages noted above.
[0117] In certain other aspects, the bond material can have a greater content of the organic portion (vol %) as compared to a content of the inorganic portion (vol %) within the bond. For certain embodiments, the bond material can include a minority content of the inorganic portion for the total content of the bond. In still another embodiment, the bond material can contain a majority content of the inorganic portion for the total content of the bond. For example, the bond material can include at least about 10 vol %, such as at least about 15 vol %, at least about 20 vol %, at least about 25 vol %, at least about 30 vol %, at least about 35 vol %, at least about 40 vol %, at least about 45 vol %, or even at least about 50 vol % inorganic portion for the total volume of the bond material. In one non-limiting embodiment, the bond material can contain not greater than about 99 vol %, such as not greater than about 96 vol %, or even not greater than about 94 vol % inorganic material for the total volume of the bond. It will be appreciated that the amount of the inorganic portion within the bond can be within a range between the minimum and maximum percentages noted above.
[0118] In certain instances, the bonded abrasive body 301 can be formed to include a particular amount of bond material to facilitate the formation of the abrasive article according to embodiments herein. For example, the bonded abrasive body 301 can include at least about 5 vol % bond material for the total volume of bonded abrasive body 301. In other embodiments, the amount of bond material may be greater, such as at least 10 vol %, at least about 20 vol %, at least about 30 vol %, at least about 40 vol %, at least about 50 vol % or even at least about 55 vol %. Still, in one non-limiting embodiment, the bonded abrasive body 301 may include not greater than about 75 vol %, such as not greater than 70 vol %, not greater than about 65 vol %, not greater than about 60 vol %, not greater than about 55 vol %, not greater than about 50 vol %, not greater than about 45 vol %, or even not greater than about 40 vol % bond material for the total volume of the bonded abrasive body 301. It will be appreciated that the amount of bond material within the bonded abrasive body 301 may be within range between any of the minimum and maximum percentages noted above.
[0119] In one aspect, the bonded abrasive body 301 may include a particular content of abrasive particles, which can be dispersed throughout the volume of the bond material, to facilitate the formation of abrasive articles according to embodiments herein. For example, the bonded abrasive body 301 may include at least about 5 vol % abrasive particles for the total volume of the body. In other embodiments, the amount of abrasive particles can be greater, such as at least about 10 vol %, at least about 15 vol %, at least about 20 vol %, at least about 25 vol %, at least about 30 vol %, at least about 35 vol %, or even at least about 40 vol %. Still, in one particular instance, the bonded abrasive body can contain not greater than about 75 vol % abrasive particle, such as on the order of not greater than about 65 vol %, not greater than about 60 vol %, not greater than about 55 vol %, not greater than about 50 vol %, or even not greater than about 45 vol % for the total volume of the bonded abrasive body 301. It will be appreciated that the amount of abrasive particle within the body can be within a range between any of the minimum and maximum percentages noted above.
[0120] The abrasive particles within the bonded abrasive body 301 can include oxides, carbides, nitrides, borides, oxycarbides, oxynitrides, and a combination thereof. In particular instances, the abrasive particles may be a superabrasive material, such as carbide, boron nitride, diamond, and a combination thereof. In still other instances, the abrasive particles may include alumina, silica, sulfur carbide, boron, diamond, and a combination thereof. In one particular instance, the abrasive particles can consist essentially of diamond. The abrasive particles may be disposed within a three dimensional volume of the bond.
[0121] The bonded abrasive body 301 may include a particular content of porosity to facilitate the formation of the abrasive articles of the embodiments herein. The porosity may be in the form of open porosity defining an interconnected network of channels extending throughout the bond material. Alternatively, the body may include a content of closed porosity described and characterized by discrete and individual pores separated from each other. In at least one embodiment, the bonded abrasive body can include a mix of open porosity and closed porosity.
[0122] The amount of porosity within the body can comprise a majority content, such as greater than 50 vol % for the total volume of the body. In still other instances, the bonded abrasive body may include a minority content of porosity, which can represent less than 50 vol % of the total volume of the bonded abrasive body. Furthermore, the body may contain a majority content of closed porosity. Still, in other instances, the bonded abrasive body may contain a majority content of open porosity.
[0123] For certain bonded abrasive bodies, the amount of porosity may be not greater than about 70 vol % for the total volume of the total bonded abrasive body. In yet other instances, the bonded abrasive body 301 may be formed such that the amount of porosity is not greater than about 60 vol %, such as not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 5 vol %, or even not greater than about 2 vol %. In at least one non-limiting embodiment, the bonded abrasive body 301 may contain an amount of porosity of at least about 1 vol %, such as at least about 5 vol %, at least at about 15 vol %, at least about 20 vol %, at least about 30 vol %, or even at least about 40 vol %. Moreover, it will be appreciated that the total amount of porosity within the bonded abrasive body 301 can be within a range between any of the minimum and maximum percentages noted above.
[0124] The bonded abrasive body 301 may include some amount of filler, which can be any one or more of the filler materials described herein. The filler may be present and dispersed throughout the volume of bond material. Certain fillers may include pore formers, including materials such as glasses, glass-ceramics, ceramics, organics, and a combination thereof. According to one embodiment, certain suitable fillers can include bubble alumina, bubble mullite, hollow spheres, hollow glass spheres, hollow ceramics, hollow polymers spheres, polymers materials, organic compounds, fibrous materials, naphthalene, PBD, shells, wood, and the like. In still other, alternative embodiments, the filler material may be a particulate material, such as a powder including a material selected from a group of zirconia, silica, titania, and a combination thereof.
[0125] It will be appreciated that the bonded abrasive body 301 may contain a minor content of filler material, such that the total content of filler material may be less than about 50 vol % for the total volume of the body 301. In fact, in certain instances, the amount of filler material can be less such as not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, or even not greater than about 5 vol % for the total volume of the body.
[0126] The abrasive article disclosed in FIG. 3 can include a bonded abrasive body 301 integrally bonded to the core 201 at the peripheral surface 205. In accordance with an embodiment, the bonded abrasive body 301 and core 201 can be integrally bonded at the interface 306 defined by a portion of the peripheral surface 205 of the core 201. The interface 306 may be characterized by interfusion of material of the core 201 and bond material within the bonded abrasive body 301.
[0127] As further illustrated in FIG. 3, the bonded abrasive body 301 can have a generally annular shape having a central opening configured to fit around the peripheral surface 205 of the core 201. As such, at least a portion of the bonded abrasive body 301 can extend around at least a portion of the peripheral surface of the core 201. More particularly, as illustrated in FIG. 3, the bonded abrasive body 301 can extend essentially around the entire distance of the peripheral surface 205 of the core 201.
[0128] As further illustrated, the abrasive article illustrated in FIG. 3 can include a bonded abrasive body 302 that can be integrally bonded to the core 201. The bonded abrasive body 302 can be coupled to a peripheral surface 205 of the core 201. In particular instances, the bonded abrasive body 302 can be adjacent to the bonded abrasive body 301 and more particularly, abutting the bonded abrasive body 301. As such, the bonded abrasive body 301 can be in a coaxial relationship with a bonded abrasive body 302 relative to the core 201. Moreover, as illustrated in FIG. 3, the bonded abrasive body 301 can be coupled directly to the next abrasive body 302 at a bond seam 304. In particular instances, the bonded abrasive body 301 can be bonded to the bonded abrasive body 302 using an adhesive or epoxy material.
[0129] The bonded abrasive body 302 can have the same features as the bonded abrasive body 301, including for example, the same abrasive particles, bond material, porosity, and filler as described to the bonded abrasive body 301. In fact, in certain instances, each of the bonded abrasives bodies 301, 302, 303, may be essentially identical in composition and structure.
[0130] As further illustrated in FIG. 3, the abrasive article 300 can include a bonded abrasive body 303 coupled to the bonded abrasive body 302 in the same manner as described in embodiments herein. The bonded abrasive 303 can be integrally bonded to the core 201. Moreover, the bonded abrasive body 303 can be directly abutting, and more particularly, bonded directly to the bonded abrasive body 302. The bonded abrasive bodies 302 and 303 can be bonded to each other at a bond seam 305.
[0131] Still, in certain instances, the bonded abrasive body 302 can be spaced apart from the core 201 by a distance of not greater than about 0.08 inches, such as not greater than about 0.05 inches, not greater than about 0.01 inches, or even not greater than about 0.008 inches.
[0132] While a particular abrasive article is illustrated in FIG. 3, it will be appreciated that other embodiments having various other features are feasible. For example, the abrasive article may have a bonded abrasive body coupled to the first major surface 203 or second major surface 204 of the core 201. Furthermore, the bonded abrasive body may be coupled to the core 201 proximate to the peripheral surface, yet abutting the first major surface 203. Alternatively, the bonded abrasive body may be coupled to the core 201 proximate to the peripheral surface, yet abutting the second major surface 204. In certain instances, the abrasive article may be formed such that a bonded abrasive body is integrally bonded to the first major surface 203 and second major surface 204. It will be appreciated that the bonded abrasive article may be coupled to the core in various configurations, such that it may extend radially from a surface of the core 201, or alternatively, axially from a surface of the core 201.
[0133] The bonded abrasive body 301 may have particular characteristics, such as a particular coefficient of thermal expansion (CTE) as measured from 30.degree. C. to 150.degree. C. temperature. In particular instances, the bonded abrasive body 301 may have a coefficient of thermal expansion of at least about 1 micron/(m.degree. C.). More particularly, the bond material of the bonded abrasive body can have a linear CTE of at least about 3 microns/(m.degree. C.), such as at least about 5 microns/(m.degree. C.). Still, the bond material may have a linear CTE of not greater than about 30 microns/(m.degree. C.).
[0134] In particular instances, the bond material of the bonded abrasive body 301 may have a particular linear shrinkage. For example, the linear shrinkage may be not greater than about 8%, such as not greater than about 5%, or even not greater than about 3%. Still, the linear shrinkage of the bond material of the bonded abrasive body 301 may be at least about 0.01%, such as at least about 0.1%.
[0135] Moreover, the bond material of the bonded abrasive body 301 may have a particular flexural strength. For example, the flexural strength may be at least about 5 MPa, such as at least about 10 MPa, or even at least about 20 MPa. Still, in certain embodiments, the flexural strength of the bond material of the bonded abrasive body 301 may be not greater than about 250 MPa, such as not greater than about 220 MPa, not greater than about 180 MPa, or even not greater than about 160 MPa.
[0136] In accordance with at least one embodiment, the abrasive article 300 may be formed such that the bonded abrasive body 301 and core 201 are formed integrally with each other. As such, the core 201 and the bonded abrasive body 301 may be formed to have certain properties to facilitate the formation of abrasive articles according to embodiments herein. In particular, certain properties of the bonded abrasive body, bond of the bonded abrasive body, and the core can be match to a suitable degree to facilitate the formation of the abrasive articles of the embodiments herein. Some exemplary properties of the components that can be matched can include CTE, shrinkage, flexural strength, flexural modulus, and a combination thereof.
[0137] In a particular instance, the bonded abrasive body 301 can have a coefficient of thermal expansion (CTE.sub.ba) and the core 201 can have coefficient of thermal expansion (CTE.sub.c), wherein the difference (.DELTA.CTE) between the coefficient of thermal expansion of the core and coefficient of thermal expansion of the bond material is not greater than about 30%, wherein the difference in the coefficients of thermal expansion (.DELTA.CTE) between the core 201 and the bonded abrasive body 301 can be defined by the equation [(CTE.sub.ba-CTE.sub.c)/CTE.sub.ba].times.100%. In other embodiments, the difference in coefficient of thermal expansion can be less, such as not greater than about 25%, not greater than about 20%, not greater than about 18%, not greater than about 12%, or even not greater than about 5%. In one non-limiting embodiment, the difference in coefficient of thermal expansion can be at least about 0.01%, or even at least about 0.05%. It will be appreciated that the difference in coefficient of thermal expansion between the core 201 and the coefficient of thermal expansion of the bonded abrasive body 301 can be within a range between the minimum and maximum percentages noted above.
[0138] Moreover, the abrasive article 300 can be formed such that a particular difference in the coefficients of thermal expansion (.DELTA.CTE) exists between the coefficient of thermal expansion of the core 201 (CTE.sub.c) and the coefficient of thermal expansion of the bond material (CTE.sub.bm) of the bonded abrasive body 301, as defined by the equation [(CTE.sub.bm-CTE.sub.c)/CTE.sub.bm].times.100%. The difference in CTE between the bond material and the core can be the same as described in the embodiments above with regard to the difference in CTE between the bonded abrasive body and the core.
[0139] Moreover, the abrasive article 300 can be formed such that a particular difference in shrinkage exists between the core 201 and the bonded abrasive body. Notably, the difference in shrinkage between the bonded abrasive body and the core can be the same percentage difference as described in the embodiments above with regard to the difference in CTE between the bonded abrasive body and the core.
[0140] Moreover, the abrasive article 300 can be formed such that a particular difference in shrinkage exists between the core 201 and the bond material of the bonded abrasive body. Notably, the difference in shrinkage between the bond material and the core can be the same percentage difference as described in the embodiments above with regard to the difference in CTE between the bonded abrasive body and the core.
[0141] It will be appreciated that the other bonded abrasive bodies 302 and 303 of the abrasive article 300 can have the same features and properties of the bonded abrasive body 301.
[0142] FIG. 4 includes an image of an ultrasonic map 401 of the interface between the bonded abrasive body and core of an abrasive article formed according to an embodiment. As illustrated, the image is a plot, wherein the X-axis represents 360 degrees of rotational position of the interface and the Y-axis represents the height position along the interface. FIG. 4 was obtained using a Pulse Echo transducer with AD-IPR-1210 PCI (12 bit digitizer), which may be modified for low bandwidth control, operated at a frequency of 1 MhZ with approximately a 0.3-3 inch PTF probe and controllable gain, and 0.8 inch index resolution.
[0143] As further illustrated in the image of FIG. 4, the map 401 identifies low amplitude regions 402 having a generally green or yellow color and indicating that the ultrasonic energy traveled through the abrasive article without significant reflection, and therefore, represent regions at the interface with no defects (e.g., pores, stones, etc.). As demonstrated in FIG. 4, the low amplitude regions 402 make up the vast majority of the entire area of the map. The percentage of the low amplitude regions 402 relative to the entire area of the map defines Aa. The entire area of the map 401 defines At.
[0144] The map 401 further includes high amplitude regions 403 having a generally red or orange color and indicating regions in which the ultrasonic energy was reflected and thus portions of the interface having defects. The percentage of the high amplitude regions relative to the total area of the map defines Ad. As illustrated in FIG. 4, the content of defect areas represented by the high amplitude regions 403 is low relative to total area of the map 401, and thus the Ad (i.e., the percentage of defect regions at the interface of the bonded abrasive and the core) is low, thus indicating that abrasive article is well formed and having substantially no defects at the interface that would degrade the performance of the abrasive article. Suitable image analysis software, such as ImageJ may be used to analyze the map 401 and determine the area of the high amplitude regions 403 and the area of the low amplitude regions 402.
[0145] By contrast, FIG. 5 includes an image of an ultrasonic map of a conventional abrasive article. The abrasive article analyzed to create the map of FIG. 5 was a bonded abrasive article having an aluminum core of substantially the same size as the abrasive article analyzed to create the image of FIG. 4, except the interface demonstrated significant cracking and delamination. As illustrated by the map 501, the interface of the abrasive article demonstrated significant cracking at the high amplitude regions 502, which intersected the boundaries of the abrasive article, thus facilitating delamination of the bonded abrasive article from the core. FIG. 5 demonstrates a bonded abrasive article having unsuitable levels of defects at the interface, which lead to failure.
[0146] According to another embodiment, the bonded abrasive articles of the embodiments herein can have a particularly remarkable adhesion ratio, which can facilitate improved performance. The adhesion ratio can be defined by the equation: A=(Ad/Aa), wherein A represents the adhesion ratio, Ad represents a percentage of the total area of the interface between the first bonded abrasive body and the core having defects, and Aa represents a percentage of the total area of the interface between the first bonded abrasive body and the core that is free of defects. In one particular embodiment, the adhesion ratio can be not greater than about 1, such as not greater about 0.99, not greater than about 0.98, not greater than about 0.97, not greater than about 0.96, not greater than about 0.95, not greater than about 0.94, not greater than about 0.93, not greater than about 0.92, not greater than about 0.91, not greater than about 0.9, not greater about 0.89, not greater than about 0.88, not greater than about 0.87, not greater than about 0.86, not greater than about 0.85, not greater than about 0.84, not greater than about 0.83, not greater than about 0.82, not greater than about 0.81, not greater than about 0.8, not greater about 0.79, not greater than about 0.78, not greater than about 0.77, not greater than about 0.76, not greater than about 0.75, not greater than about 0.74, not greater than about 0.73, not greater than about 0.72, not greater than about 0.71, not greater than about 0.7, not greater about 0.69, not greater than about 0.68, not greater than about 0.67, not greater than about 0.66, not greater than about 0.65, not greater than about 0.64, not greater than about 0.63, not greater than about 0.62, not greater than about 0.61, not greater than about 0.6, not greater about 0.59, not greater than about 0.58, not greater than about 0.57, not greater than about 0.56, not greater than about 0.55, not greater than about 0.54, not greater than about 0.53, not greater than about 0.52, not greater than about 0.51, not greater than about 0.5, not greater about 0.49, not greater than about 0.48, not greater than about 0.47, not greater than about 0.46, not greater than about 0.45, not greater than about 0.44, not greater than about 0.43, not greater than about 0.42, not greater than about 0.41, not greater than about 0.4, not greater about 0.39, not greater than about 0.38, not greater than about 0.37, not greater than about 0.36, not greater than about 0.35, not greater than about 0.34, not greater than about 0.33, not greater than about 0.32, not greater than about 0.31, not greater than about 0.3, not greater about 0.29, not greater than about 0.28, not greater than about 0.27, not greater than about 0.26, not greater than about 0.25, not greater than about 0.24, not greater than about 0.23, not greater than about 0.22, not greater than about 0.21, not greater than about 0.2, not greater about 0.19, not greater than about 0.18, not greater than about 0.17, not greater than about 0.16, not greater than about 0.15, not greater than about 0.14, not greater than about 0.13, not greater than about 0.12, not greater than about 0.11, not greater than about 0.1, not greater about 0.09, not greater than about 0.08, not greater than about 0.07, not greater than about 0.06, not greater than about 0.05, not greater than about 0.04, not greater than about 0.03, not greater than about 0.02, or even not greater than about 0.01. In another non-limiting embodiment, the adhesion ratio can be at least about 0.001, such as at least about 0.005, at least about 0.01, at least about 0.02, at least about 0.03, at least about 0.05, at least about 0.08, at least about 0.1. It will be appreciated that the adhesion ratio can be within a range including any of the minimum and maximum values noted above.
[0147] FIG. 6 includes a container and an abrasive article according to an embodiment. It has been noted that the formation of large volume abrasive articles, including the cores as disclosed in the embodiments herein can cause the abrasive articles to be susceptible to damage when exposed to significant temperature changes, particularly those that may be experienced during transit. Accordingly, an improved container suitable for transporting the abrasive articles of the embodiments herein is disclosed. In one aspect, the article 600 of FIG. 6 article can include a container 601 having a temperature differential rating of not greater than about 100.degree. C. and an abrasive article disposed within an interior volume 602 of the container comprising a core 201 having an organic material and a first bonded abrasive body 301 integrally bonded to the core 201. Reference to a temperature differential rating is reference to ability of the container to maintain a temperature variation within the interior volume of the container to a range of temperatures spanning not greater than 100.degree. C. (e.g., from 0 C to 100 C) for the total time of transit and storage of the abrasive article. According to one embodiment, the temperature differential rating can be not greater than about 95.degree. C., not greater than about 90.degree. C., not greater than about 85.degree. C., not greater than about 80.degree. C., or even not greater than about 75.degree. C. Still in one non-limiting embodiment, it may be at least about 5.degree. C., such as at least about 10.degree. C. The temperature differential rating can be within a range including any of the minimum and maximum values noted above.
[0148] The abrasive article including the core 201 and the first bonded abrasive body 301 (or more bonded abrasive bodies as described in conjunction with FIG. 3) can have any of the features described in the embodiments herein. For example, the first bonded abrasive body 301 can be integrally bonded to the core 201 at the peripheral surface of the core 201. In accordance with an embodiment, the bonded abrasive body 301 and core 201 can be integrally bonded at the interface 306 defined by a portion of the peripheral surface of the core 201. The interface 306 may be characterized by interfusion of material of the core 201 and bond material within the first bonded abrasive body 301. In one particular embodiment, the interface 306 between the core 201 and the first bonded abrasive body 301 can be essentially free of any adhesive or cementing compound. For example, the interface 306 can have not greater than about 5% of adhesive or cementing compound for the total surface area of the interface 306.
[0149] In one particular instance, the container 601 can be configured to maintain an interior volume temperature within the interior volume 602 of at least about -30.degree. C., which may be referred to herein as a minimum interior volume temperature. In still other embodiments, the minimum interior volume temperature may be greater, such as at least about -28.degree. C., at least about -25.degree. C., at least about -22.degree. C. at least about -20.degree. C., at least about -18.degree. C., at least about -15.degree. C., at least about -12.degree. C., at least about -10.degree. C., at least about -8.degree. C., at least about -6.degree. C., at least about -4.degree. C., or even at least about -2.degree. C. Depending on certain construction elements, the container 401 can be configured to maintain a minimum interior volume temperature for a particular duration. For example, the container 401 may be configured to maintain the minimum interior volume temperature (i.e., not allow the temperature to fall below the minimum interior volume temperature) for at least about 1 hour, such as at least about 3 hours, at least about 5 hours, at least about 6 hours, at least about 10 hours, at least about 15 hours, or even at least about 20 hours.
[0150] In yet another embodiment, the container 601 may be configured to maintain an interior volume temperature of not greater than about 130.degree. C. within the interior volume 602, which may be referred to herein as a maximum interior volume temperature. For example, the maximum interior volume temperature may be not greater than about 120.degree. C., such as not greater than about 110.degree. C., not greater than about 105.degree. C., not greater than about 100.degree. C., not greater than about 95.degree. C., not greater than about 90.degree. C., not greater than about 85.degree. C., not greater than about 80.degree. C., not greater than about 75.degree. C., not greater than about 70.degree. C., not greater than about 65.degree. C., or even not greater than about 60.degree. C. Depending on certain construction elements, the container 401 can be configured to maintain a maximum interior volume temperature for a particular duration. For example, the container 601 may be configured to maintain the maximum interior volume temperature (i.e., not allow the interior temperature to exceed the maximum interior volume temperature) for at least 1 hour, at least about 3 hours, at least about 5 hours, at least about 6 hours, at least about 10 hours, at least about 15 hours, at least about 20 hours.
[0151] In one embodiment, at least a portion of the container 601 comprises insulation. For example, as shown in FIG. 6, the container is generally illustrated as a box having a quadrilateral two-dimensional shape as viewed from the top or side. It will be appreciated that the box is illustrated has having a quadrilateral two-dimensional shape for simplicity, and such an illustration is non-limiting. Other embodiments envision using a container of any suitable size or shape. The container 601 can have sides 603, 604, 605, 606, 607, and 608 (603-608). Any one of the sides can include insulation. Notably, in one embodiment, each of the sides 603-608 can comprise insulation. More particularly, each of the sides 603-608 may consist essentially of insulation. In one embodiment, the any one of the sides 603-608 can be made of insulation.
[0152] In another embodiment, at least a portion of the container 601 can include a porous material. In certain instances, at least a portion of the porous material is in direct contact with the bonded abrasive body. In another embodiment, at least one of the sides 603-608 of the container can include the porous material. According to one particular embodiment, each of the sides 603-608 may include some content of porous material. And in one instance, each of the sides 603-608 can consist essentially of a porous material.
[0153] The porous material can include a material selected from the group of an organic material, an inorganic material, and a combination thereof. In certain instances, the porous material can include a polymer, such as for example, but not limited to, a polyamide, polyester, polyurethane, resin, thermoplastic, thermoset, and a combination thereof. For at least one embodiment, the porous material can include polyurethane, and more particularly, may consist essentially of polyurethane. For another construction, the porous material can include isocyanate, and in one embodiment, may consist essentially of isocyanate. According to another embodiment, the porous material can include formaldehyde, and more particularly, may consist essentially of formaldehyde. In yet another aspect, the porous material can include a resin, such as phenolic resin, and for at least one embodiment, can consist essentially of phenolic resin.
[0154] The porous material can have a particular porosity suitable for facilitating the features of the container 601. For example, the porous material can have a porosity of at least about 10 vol % for a total volume of a body of the porous material. In another embodiment, the porosity of the porous material can be at least about 20 vol %, at least about 30 vol %, at least about 40 vol %, at least about 50 vol %, or even at least about 55 vol %. In yet another non-limiting embodiment, the porosity of the porous material can be not greater than about 95 vol %, such as not greater than about 90 vol %. It will be appreciated that the porous material can have a porosity within a range including any of the minimum and maximum values noted above.
[0155] According to a particular embodiment, the porous material can include a foam. For example, the porous material can include technical insulation foam. For certain constructions, the foam can be open cell foam insulation. In another embodiment, the foam can be closed cell foam insulation.
[0156] The container 601 can include a porous material, which may be an insulating material having a R-value of thermal resistance to heat flow of at least about R-2, which may be tested according to the published standard document C168 by the American Society for Testing and Materials. In another embodiment, the porous material can have a R-value of at least about R-3, at least about R-4, or even at least about R-5. In one embodiment, the porous material can have a maximum R-value of not greater than about R-10, or even not greater than about R-7. The R-value of the porous material can be within a range including any of the minimum and maximum values noted above.
[0157] In another embodiment, at least a portion of the container 601 can include a reflective material configured to reflect radiation, such as electromagnetic radiation. According to one embodiment, at least a portion can include any one or all of the sides 603-608 of the container. Notably, the outer surfaces of any one of the sides 603-608 or all of the sides 603-608 can include a reflective material configured to reflect a at least 90% of a certain wavelength of radiation. Such reflective material may be suitable for controlling the temperature within the container 601 and reducing the likelihood of damage to the abrasive article contained within the container 601. According to one embodiment, at least one portion of the container, such as one or more of the sides 603-608 can include a reflective material configured to reflect at least about 90% of incident UV radiation.
[0158] According to another embodiment, the container can have more than one chamber. For example, FIG. 7 can include a container having an abrasive article according to an embodiment. As illustrated, the container 700 can include an abrasive article housed within an interior chamber 601. The abrasive article can be contained entirely within the interior chamber 601. The abrasive article can have any of the attributes of the abrasive articles of the embodiments herein. The interior chamber 601 can have any of the attributes noted above with respect to the container 601 of FIG. 6.
[0159] The container 700 can further include an exterior chamber 701 housing the interior chamber 601. The exterior chamber 701 can have an interior volume 702 that is larger than the interior volume 602 of the interior chamber 601, such that the interior chamber 601 can be contained entirely within the interior volume 702 of the exterior chamber 701. The interior chamber 601 may be sealed within the exterior chamber 601.
[0160] In another embodiment, the exterior chamber 701 may comprises a different material than the material of the interior chamber 601. For example, the interior chamber 601 may include a porous material, and in certain instances, the sides of the interior chamber 601 may be defined by a porous material that provides suitable environmental control for the abrasive article. The exterior chamber 701 may provide suitable rigidity to the structure of the container 700 to facilitate shipment and avoid physical damage to the interior chamber 601. According to one embodiment, the walls of the exterior chamber 701 can include a material selected from the group consisting of metal, metal alloys, natural materials, fibrous materials, wood, fabric, and a combination thereof. Moreover, as described in conjunction with the embodiment of FIG. 6, at least a portion, such as one or more sides or surfaces of the exterior chamber 701 may include a reflective material.
[0161] In another embodiment, the bonded abrasive body of the embodiments herein can include one or more features that can limit damage to the abrasive article during transit. Significant temperature differentials experienced during transport of the bonded abrasive body may cause damage to the bonded abrasive body, such as delamination at the interface of the core 201 and the bonded abrasive body 301, due to the dimensions and volume of the core 201, as well as differences in coefficient of thermal expansion between the core 201 and bonded abrasive body.
[0162] In one aspect, a compression sleeve may be disposed on the bonded abrasive body, such that it extends around a peripheral surface of the first bonded abrasive body. FIG. 8 includes an illustration of an abrasive article including a compression sleeve according to an embodiment. As illustrated, the abrasive article 800 can include a core 201, an opening 202, a first bonded abrasive body 301, and an interface 306 between the core and the first bonded abrasive body 301. The abrasive article 800 can include any of the features of the abrasive articles described herein, including but not limited to a first bonded abrasive body 301 that can be integrally bonded to the core 201 at the peripheral surface of the core 201. In accordance with an embodiment, the first bonded abrasive body 301 and core 201 can be integrally bonded at the interface 306 defined by a portion of the peripheral surface of the core 201. The interface 306 may be characterized by interfusion of material of the core 201 and bond material within the first bonded abrasive body 301. In one particular embodiment, the interface 306 between the core 201 and the first bonded abrasive body 301 can be essentially free of any adhesive or cementing compound. For example, the interface 306 can have not greater than about 5% of adhesive or cementing compound for the total surface area of the interface 306.
[0163] According to an embodiment, the abrasive article 800 can include a compression sleeve 801, which may be a first compression sleeve portion 801 extending around a peripheral surface of the first bonded abrasive boy 301. The compression sleeve 801 can be in direct contact with the first bonded abrasive body 301. The compression sleeve 801 can extend around the entire peripheral surface (i.e., 360 degrees) of the first bonded abrasive body 301. The compression sleeve 801 can be configured to restrict expansion of the abrasive article. For example, the compression sleeve 801 can be configured to reduce expansion of the abrasive article by at least about 2% over a range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C. compared to the amount of expansion experienced without the compression sleeve. In another embodiment, the expansion over the range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C., can be least about 5%, such as at least about 8%, at least about 10%, at least about 15%, at least about 20%, or even at least about 25% less compared to the amount of expansion without the compression sleeve 801. Still, in one non-limiting embodiment, the reduction in expansion over the range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C., can be not greater than about 100% as compared to the degree of expansion without the compression sleeve.
[0164] In another embodiment, the compression sleeve 801 can have a coefficient of thermal expansion (CTE) that is different than the CTE of the first bonded abrasive body 301. Notably, the CTE of the compression sleeve 801 can be significantly less than the CTE of the first bonded abrasive body 301, such that at elevated temperatures (e.g., above 20.degree. C.) the compression sleeve 801 can apply a compressive stress on the abrasive article 800. Still, in other instances, one may use a compressive sleeve having substantially the same or greater CTE compared to the CTE of the first bonded abrasive body 301.
[0165] In another embodiment, the compression sleeve 801 can have a coefficient of thermal expansion (CTE) that is different than the CTE of the core 201. Notably, the CTE of the compression sleeve 801 can be significantly less than the CTE of the core 201, such that at elevated temperatures (e.g., above 20.degree. C.) the compression sleeve 801 can apply a compressive stress on the abrasive article 800. Still, in other instances, one may use a compressive sleeve having substantially the same or greater CTE compared to the CTE of the core 201.
[0166] The compression sleeve 801, which may include multiple compression sleeve portions as described herein can be configured to apply a compressive force on at least the first bonded abrasive body. It will be appreciated that if more than one bonded abrasive body is present on the abrasive article 800, the compression sleeve can be configured to deliver a compressive force on each of the bonded abrasive bodies present in the abrasive article. In one particular embodiment, the compression sleeve is configured to apply a compressive force on the first bonded abrasive body at room temperature. In yet another embodiment, the compressive sleeve 801 is configured to deliver a compressive force on the first bonded abrasive body 301 at a temperature of not greater than about 10.degree. C., such as not greater than about 5.degree. C., or even not greater than about 0.degree. C.
[0167] According to one embodiment, the compression sleeve 801 can include an organic material, inorganic material, and a combination thereof. In one particular instance, the compression sleeve 801 can include a metal or metal alloy. Some suitable metals can include metals comprising one or more transition metal elements, including for example, iron-based metals and metal alloys, such as steel.
[0168] As further illustrated in FIG. 8, the abrasive article 800 can include a compression sleeve made up of multiple portions. For example, the abrasive article can include a second compression sleeve portion 802 distinct from the first compression sleeve portion 801. For example, in certain instances, the compressive sleeve may be made up of multiple and distinct compressive sleeve portions, such that the compressive sleeve can include a first compression sleeve portion 801 and a second compression sleeve portion 802. The second compression sleeve portion can have any of the attributes of the first compression sleeve portion 801. The second compression sleeve 802 can be disposed on the same bonded abrasive body 301 as the first compressive sleeve 801. In a particular embodiment, the first compression sleeve portion 801 can include a strip of material extending around a peripheral surface of the first bonded abrasive body 301, and the second compression sleeve portion 802 comprises a strip of material extending around a peripheral surface of the first bonded abrasive body 301 and radially displace from the first compression sleeve portion 801.
[0169] However, it will be appreciated that in embodiments utilizing more than one bonded abrasive body (i.e., a first bonded abrasive body and a second bonded abrasive body as illustrated and described in FIG. 3), one or more compressive sleeve portions may be associated with each of the one or more bonded abrasive bodies. Referring briefly to FIG. 9, an abrasive article including a compressive sleeve is illustrated. In particular, the abrasive article 900 can include a core 201, an opening 202, a first bonded abrasive body 301, a second bonded abrasive body 302, a first compression sleeve portion 901 extending around the periphery of the first bonded abrasive body 301 and a second compressive sleeve portion 902 extending around the second bonded abrasive body 302.
[0170] According to yet another aspect, a plug may be used in the abrasive article to limit damage to the abrasive article during exposure to various temperatures. FIG. 10 includes an illustration of an abrasive article comprising a plug according to an embodiment. As illustrated, the abrasive article4 1000 can include a core 201, an opening 202, a first bonded abrasive body 301, and an interface 306 between the core 201 and the first bonded abrasive body 301. The abrasive article 1000 can include any of the features of the abrasive articles described herein, including but not limited to a first bonded abrasive body 301 that can be integrally bonded to the core 201 at the peripheral surface of the core 201. In accordance with an embodiment, the bonded abrasive body 301 and core 201 can be integrally bonded at the interface 306 defined by a portion of the peripheral surface of the core 201. The interface 306 may be characterized by interfusion of material of the core 201 and bond material within the first bonded abrasive body 301. In one particular embodiment, the interface 306 between the core 201 and the first bonded abrasive body 301 can be essentially free of any adhesive or cementing compound. For example, the interface 306 can have not greater than about 5% of adhesive or cementing compound for the total surface area of the interface 306.
[0171] According to one embodiment, the plug 1001 is configured to be disposed within at least a portion of the opening 202 in the core. In particular, the plug 1001 can be configured to be at least partially disposed within the arbor hole of the core 201, which is defined by the opening 202. The plug 1001 can be partially contained within the opening 202, such that it extends at least a fraction of the total height of the opening 202 as defined by the height of the core (see, FIG. 1). Alternatively, the plug 1001 can extend for at least a majority (at least 51%) of the total length of the height of the opening 202 as defined by the height (h) of the core 201. For example, in at least one embodiment, the plug can extend for the entire height (h) of the opening 202 between the first major surface 203 of the core 201 and the second major surface 204 of the core 201.
[0172] In another aspect, the plug 1001 can be configured to reduce shrinkage of the core during cooling. For example, the plug 1001 can be configured to reduce delamination between the core 201 and the first bonded abrasive body 301. The compression sleeve 801 can be configured to restrict compression of the abrasive article 800. For example, the plug 801 can be configured to reduce contraction of the abrasive article 800 by at least about 2% over a range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C. compared to the amount of contraction experienced without the plug 1001. In another embodiment, the contraction over the range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C., can be least about 5% less, such as at least about 8% less, at least about 10% less, at least about 15% less, at least about 20% less, or even at least about 25% less compared to the amount of contraction without the plug 1001. Still, in one non-limiting embodiment, the reduction in contraction over the range of temperatures of at least about -30.degree. C. and not greater than about 130.degree. C., can be not greater than about 100% as compared to the degree of contraction without the plug 1001.
[0173] In another embodiment, the plug can have a coefficient of thermal expansion (CTE) that is different than the CTE of the first bonded abrasive body 301. Notably, the CTE of the plug 801 can be significantly less than the CTE of the first bonded abrasive body 301, such that at cool temperatures (e.g., below 20.degree. C.) the plug 1001 can apply a compressive stress on the abrasive article 1000. Still, in other instances, one may use a plug 1001 having substantially the same or greater CTE compared to the CTE of the first bonded abrasive body 301.
[0174] In another embodiment, the plug 1001 can have a coefficient of thermal expansion (CTE) that is different than the CTE of the core 201. Notably, the CTE of the plug 1001 can be significantly less than the CTE of the core 201, such that at cool temperatures (e.g., below 20.degree. C.) the plug 1001 can apply a compressive stress on the abrasive article 1000. Still, in other instances, one may use a plug 1001 having substantially the same or greater CTE compared to the CTE of the core 201.
[0175] According to one embodiment, the plug 1001 can include an organic material, inorganic material, and a combination thereof. In one particular instance, the plug 1001 can include a metal or metal alloy. Some suitable metals can include metals comprising one or more transition metal elements, including for example, iron-based metals and metal alloys, such as steel. In an alternative embodiment, the plug 1001 can include an organic material, and may consist essentially of an organic material. Some exemplary organic materials can include polymers, such as resins, thermoplastic materials, thermoset materials, and a combination thereof.
[0176] It will be appreciated that any one of the features of the embodiments herein may be used with any of the other features. For example, a combination of the compression sleeve 801 and the plug 1001 may be used in combination with any one or more features of the containers described in the embodiments herein.
[0177] Many different aspects and embodiments are possible. Some of these aspects and embodiments are described below. After reading this specification, those skilled in the art will appreciate that these aspects and embodiments are only illustrative and do not limit the scope of the present invention. Embodiments may be in accordance with any one or more of the items as listed below.
[0178] Item 1. An abrasive article comprising:
a core comprising an organic material; and a first bonded abrasive body integrally bonded directly to the core, the bonded abrasive body comprising: a bond material comprising a hybrid material including an inorganic portion and an organic portion; and abrasive particles contained within the bond material.
[0179] Item 2. The abrasive article of item 1, wherein the first bonded abrasive body is integrally bonded to a peripheral surface of the core.
[0180] Item 3. The abrasive article of item 1, wherein the core comprises a volume of at least about 75 in.sup.3 (1229 cm.sup.3), at least about 500 in.sup.3 (8194 cm.sup.3), at least about 1000 in.sup.3 (16387 cm.sup.3), at least about 1200 in.sup.3 (19664 cm.sup.3), at least about 1600 in.sup.3 (26219 cm.sup.3), at least about 1800 in.sup.3 (29496 cm.sup.3), at least about 2000 in.sup.3 (32774 cm.sup.3), and not greater than about 20000 in.sup.3 (327741 cm.sup.3).
[0181] Item 4. The abrasive article of item 1, wherein the core has a monolithic body, wherein the core has a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm).
[0182] Item 5. The abrasive article of item 4, wherein the diameter is at least about 6 inches (15.2 cm), at least about 10 inches (25.4 cm), at least about 16 inches (40.6 cm), at least about 20 inches (50.8 cm), and not greater than about 500 inches (1.3 m).
[0183] Item 6. The abrasive article of item 4, wherein the circumference is at least about 19 inches (48 cm), at least about 31 inches (78 cm), at least about 50 inches (128 cm), at least about 63 inches (160 cm), and not greater than about 157 inches (4 m).
[0184] Item 7. The abrasive article of item 4, wherein the height is at least about 3.5 inches (8.9 cm), at least about 4 inches (10.2 cm), at least about 4.5 inches (11.4 cm), at least about 5 inches (12.7 cm), at least about 5.5 inches (14 cm), at least about 6 inches (15.2 cm), at least about 6.5 inches (16.5 cm), at least about 7 inches (17.8 cm), and not greater than about 30 inches (76.2 cm).
[0185] Item 8. The abrasive article of item 1, wherein the core comprises an opening defining an arbor hole, wherein the opening is configured to engage a spindle for a grinding operation, wherein the opening extends through a volume of the monolithic body, wherein the opening extends along a direction of the height, wherein the opening extends between a first major surface and a second major surface of the core.
[0186] Item 9. The abrasive article of item 8, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner overlies essentially the entire surface defining the opening, wherein the liner comprises a material selected from the group consisting of inorganic materials, organic materials, and a combination thereof, wherein the liner comprises a metal or metal alloy.
[0187] Item 10. The abrasive article of item 8, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner has a heat capacity greater than a heat capacity of the material of the core, wherein the liner has a heat capacity less than a heat capacity of the material of the core.
[0188] Item 11. The abrasive article of item 1, wherein the core consists essentially of the organic material, wherein the organic material comprises a polymer, wherein the organic material comprises a polymeric material selected from the group consisting of an epoxy polymer, a phenoxy polymer, a polyurea, a polyimide, a polycyanate, a polyurethane, a melamine polymer, a polyester, or foamed structures of the same, or any combination thereof.
[0189] Item 12. The abrasive article of item 1, wherein the core comprises a linear coefficient of thermal expansion (CTE) of at least about 15 microns/(m .degree. C.), and not greater than about 70 microns/(m .degree. C.).
[0190] Item 13. The abrasive article of item 1, wherein the organic portion and the inorganic portion are substantially uniformly distributed throughout the volume of the bond material of the first bonded abrasive body, wherein the organic portion and the inorganic portion are substantially uniformly distributed within each other.
[0191] Item 14. The abrasive article of item 1, wherein the inorganic portion of the bond material comprises a metal material, wherein the metal material comprises a transition metal element, wherein the metal material comprises a metal selected from the group consisting of copper, tin, silver, chromium, titanium, vanadium, manganese, iron, cobalt, nickel, zinc, gold, molybdenum, zirconium, tungsten, yttrium, tantalum, aluminum, and a combination thereof.
[0192] Item 15. The abrasive article of item 14, wherein the metal material of the bond material comprises a combination of copper and tin, wherein the metal material comprises a bronze, wherein the metal material comprises a greater content of copper than tin, wherein the bond material comprises a ratio of copper:tin of approximately 60:40 by weight.
[0193] Item 16. The abrasive article of item 1, wherein the organic portion of the bond material comprises a polymer, wherein the polymer comprises a material selected from the group of materials consisting of thermosets, thermoplastics, and a combination thereof, wherein the polymer comprises a material selected from the group of materials consisting of polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, and a combination thereof, wherein the polymer material comprises polyarenazole, wherein the polymer material comprises polybenzimidazole (PBI), wherein the polymer material comprises phenolic resin.
[0194] Item 17. The abrasive article of item 1, wherein the bond material comprises a greater content of the inorganic portion (vol %) as compared to a content of the organic portion (vol %) within the bond, wherein the bond material comprises a greater content of the organic portion (vol %) as compared to a content of the inorganic portion (vol %) within the bond.
[0195] Item 18. The abrasive article of item 1, wherein the bond material comprises a minority content of the organic portion, wherein the bond material comprises not greater than about 40 vol % organic portion for the total volume of the bond, not greater than about 35 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, and at least about 1 vol % organic portion for the total volume of the bond.
[0196] Item 19. The abrasive article of item 1, wherein the bond material comprises a minority content of the inorganic portion for the total content of the bond, wherein the bond material comprises a majority content of the inorganic portion for the total content of the bond, wherein the bond material comprises at least about 10 vol % inorganic portion for the total volume of the bond, at least about 15 vol %, at least about 20 vol %, at least about 25 vol %, at least about 30 vol %, at least about 35 vol %, at least about 40 vol %, at least about 45 vol %, at least about 50 vol %, and not greater than about 99 vol %, not greater than about 96 vol %, not greater than about 94 vol % inorganic material for the total volume of the bond.
[0197] Item 20. The abrasive article of item 1, wherein the first bonded abrasive body comprises at least about 5 vol % bond material for the total volume of the body, at least about 10 vol %, at least about 20 vol %, and not greater than about 90 vol %.
[0198] Item 21. The abrasive article of item 1, wherein the first bonded abrasive body comprises porosity, wherein the first bonded abrasive body comprises a majority content of porosity (vol %) for the total volume of the first bonded abrasive body, wherein the first bonded abrasive body comprises a minority content of porosity (vol %) for the total volume of the first bonded abrasive body.
[0199] Item 22. The abrasive article of item 21, wherein the porosity comprises a majority content of closed porosity, wherein the porosity comprises a majority content of open porosity.
[0200] Item 23. The abrasive article of item 1, wherein the first bonded abrasive body comprises a content of porosity of not greater than about 70 vol % for the total volume of the body, not greater than about 60 vol %, not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 5 vol %, not greater than about 2 vol %.
[0201] Item 24. The abrasive article of item 1, wherein the first bonded abrasive body comprises at least about 5 vol % abrasive particles for the total volume of the body, at least about 10 vol %, at least about 15 vol %, and not greater than about 75 vol %.
[0202] Item 25. The abrasive article of item 1, wherein the abrasive particles comprise a material selected from the group consisting of oxides, carbides, nitrides, borides, oxycarbides, oxynitrides, and a combination thereof, wherein the abrasive particles comprise a superabrasive material, wherein the abrasive particles comprise a material selected from the group consisting of alumina, silica, silicon carbide, boron nitride, diamond, and a combination thereof, wherein the abrasive particles consist essentially of diamond.
[0203] Item 26. The abrasive article of item 1, wherein the first bonded abrasive body comprises a filler contained in a bond material, wherein the filler comprises a pore former, wherein the filler comprises a material selected from the group consisting of glass, glass-ceramic, ceramic, organic, and a combination thereof, wherein the filler comprises a material selected from the group consisting of bubble alumina, bubble mullite, hollow spheres, hollow glass spheres, hollow ceramic spheres, hollow polymer spheres, polymer materials, organic compounds, fibrous materials, naphthalene, PDB, shells, wood, and the like, wherein the filler comprises a material selected from the group of materials consisting of zirconia, silica, titania, and a combination thereof.
[0204] Item 27. The abrasive article of item 1, wherein the first bonded abrasive body comprises a minor content of filler (vol %) for the total volume of the body.
[0205] Item 28. The abrasive article of item 1, wherein the first bonded abrasive body is coupled to at least one of a first major surface of the core, a second major surface of the core, a peripheral surface of the core defining the circumference, wherein the first bonded abrasive body is positioned proximate to the peripheral surface of the core, wherein the first bonded abrasive body is abutting the peripheral surface of the core, wherein the first bonded abrasive body extends radially from a surface of the core, wherein the first bonded abrasive body extends axially from a surface of the core.
[0206] Item 29. The abrasive article of item 1, wherein the first bonded abrasive body comprises an annular shape, wherein the first bonded abrasive body extends around at least a portion of a peripheral surface of the core defining a circumference of the core, wherein the first bonded abrasive body extends entirely around a peripheral surface of the core defining a circumference of the core.
[0207] Item 30. The abrasive article of item 1, further comprising a second bonded abrasive body coupled to the core, wherein the second bonded abrasive body is adjacent the first bonded abrasive body, wherein the first bonded abrasive is abutting the second bonded abrasive body, wherein the first and second bonded abrasive bodies are coupled to a peripheral surface of the core defining a circumference of the core, wherein the first and second bonded abrasive bodies are oriented in a coaxial relationship relative to the core.
[0208] Item 31. The abrasive article of item 30, wherein the second bonded abrasive body comprises abrasive particles contained in a bond material, wherein the bond material of the second bonded abrasive body is a same composition as the bond material of the first bonded abrasive body.
[0209] Item 32. A method of forming an abrasive article, the method comprising:
preparing a preform comprising an abrasive article; forming a mixture comprising a thermoset; pouring the mixture into the preform; and curing the mixture to form the core on the abrasive article, wherein the curing comprises a phase change of a liquid phase to a solid phase, the core having a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm).
[0210] Item 33. The method of item 32, wherein curing the mixture includes curing by heating.
[0211] Item 34. The method of item 32, wherein curing the mixture includes a first heating of the mixture at a first temperature T.sub.1.
[0212] Item 35. The method of item 34, wherein the first heating includes a first duration.
[0213] Item 36. The method of item 35, wherein the first duration is at least about one hour.
[0214] Item 37. The method of item 34, further including a second heating of the mixture at a second temperature T.sub.2, wherein the second temperature T.sub.2 is different from the first temperature T.sub.1.
[0215] Item 38. The method of item 37, wherein the second heating includes a second duration.
[0216] Item 39. The method of item 38, wherein the second duration is substantially the same than the first duration.
[0217] Item 40. The method of item 37, wherein the second temperature T.sub.2 and the first temperature T.sub.1 are different from each other by a first temperature difference, defined by |T.sub.2-T.sub.1|, the first temperature difference having an absolute value of not greater than about 50.degree. C., such as not greater than about 45.degree. C., or not greater than about 40.degree. C.
[0218] Item 41. The method of item 37, wherein the first heating and the second heating have a total duration of at least about four hours, such as at least about six hours, or at least about eight hours.
[0219] Item 42. The method of item 37, further including a third heating of the mixture at a third temperature T.sub.3, the third temperature T.sub.3 being different from the second temperature T.sub.2.
[0220] Item 43. The method of item 42, wherein the third heating includes a third duration, wherein the third duration is different from the second duration.
[0221] Item 44. The method of item 43, wherein the third duration is substantially the same than the second duration.
[0222] Item 45. The method of item 42, wherein the third temperature T.sub.3 and the second temperature T.sub.2 are different from each other by a second temperature difference, defined by |T.sub.3-T.sub.2|, the second temperature difference having an absolute value of not greater than about 40.degree. C., such as not greater than about 35.degree. C., or not greater than about 30.degree. C.
[0223] Item 46. The method of item 42, wherein the first heating, the second heating, and the third heating have a total duration of at least about six hours, such as at least about eight hours, or at least about twelve hours.
[0224] Item 47. The method of item 42, further including a fourth heating of the mixture at a fourth temperature T.sub.4, the fourth temperature T.sub.4 being different from the third temperature T.sub.3.
[0225] Item 48. The method of item 47, wherein the fourth heating includes a fourth duration, wherein the fourth duration is different from the third duration.
[0226] Item 49. The method of item 48, wherein the fourth duration is substantially the same than the third duration.
[0227] Item 50. The method of item 47, wherein the fourth temperature T.sub.4 and the third temperature T.sub.3 are different from each other by a third temperature difference, defined by |T.sub.4-T.sub.3|, the third temperature difference having an absolute value of not greater than about 60.degree. C., such as not greater than about 55.degree. C., or not greater than about 50.degree. C.
[0228] Item 51. The method of item 47, wherein the first heating, the second heating, the third heating, and the fourth heating have a total duration of at least about eight hours, such as at least about ten hours, or at least about 14 hours.
[0229] Item 52. The method of item 32, wherein the mixture includes a curing agent.
[0230] Item 53. The method of item 52, wherein the curing agent is selected from the group consisting of an oligoamine, a diol, a dithiol, an amino alcohol, an amino thiol, a thioalcohol, and any combination thereof.
[0231] Item 54. The method of item 53, wherein the oligoamine is selected from the group consisting of an aliphatic oligoamine, a cycloaliphatic oligoamine, and an aromatic oligoamine, and a combination thereof.
[0232] Item 55. The method of item 54, wherein the aliphatic oligoamine is selected from the group consisting of ethylene diamine, 2-methyl-1,5-pentamethylenediamine, 1,6-hexamethylenediamine, 1,3-pentanediamine, (2-aminoethyl)-1,2-ethanediamine (DETA), N,N'-bis-(2-aminoethyl)-1,2-ethanediamine) (TETA), tris-(2-aminoethyl)amine) (TAEA), bis-(aminoethyl)ether, a polyether diamine, tetraethylenepentamine (TEPA), and a combination thereof.
[0233] Item 56. The method of item 54, wherein the cycloaliphatic oligoamine is selected from the group consisting of 1,2-diaminocyclohexane, N[(2-aminoethyl)2-aminoethyl]piperazine) (PEEDA), isophorone diamine (IPDA), 4,4'-bis-(aminocyclohexyl)-methane, N,N'-bis-(2-aminoethyl)piperazine) (DAEP), and a combination thereof.
[0234] Item 57. The method of item 54, wherein the aromatic oligoamine is selected from the group of 2-ethyl, 2 methyl-imidazole, 4,4'-diaminodiphenyl-methane, 4,4'-diaminodiphenylether, 1,3-Bis(3-aminophenoxy)benzene, an aminobenzylamine, and a combination thereof.
[0235] Item 58. The method of item 32, wherein the mixture includes an epoxy resin and the curing agent includes an oligoamine.
[0236] Item 59. The method of item 58, wherein the epoxy resin includes a bisphenol-A diglycidyl ether and the curing agent includes a isophorone diamine.
[0237] Item 60. The method of item 58, wherein the epoxy resin consists essentially of a bisphenol-A diglycidyl ether and the curing agent consists essentially of a isophorone diamine.
[0238] Item 61. The method of item 32, wherein curing comprises conducting a first curing process of at least about 2 hours and not greater than about 4 hours at a first temperature of not greater than about 50.degree. C.
[0239] Item 62. The method of item 61, wherein curing comprises conducting a second curing process after the first curing process, wherein the second curing process is at least about 2 hours and not greater than about 4 hours at a second temperature of greater than about 50.degree. C. and not greater than about 100.degree. C.
[0240] Item 63. The method of item 62, wherein curing comprises conducting a third curing process after the second curing process, wherein the third curing process is at least about 2 hours and not greater than about 4 hours at a second temperature of greater than about 70.degree. C. and not greater than about 150.degree. C.
[0241] Item 64. The method of item 32, further comprising placing an liner in the preform, pouring comprises pouring the mixture into the preform around the liner, and then removing the liner prior to curing, wherein the liner is configured to define an arbor hole in the core.
[0242] Item 65. The method of item 64, wherein the liner comprises an inorganic material, wherein the liner comprises a metal, wherein the liner comprises a material selected from the group consisting of aluminum, silicon, steel, carbon fiber, and a combination thereof.
[0243] Item 66. The method of item 32, further comprising cooling at least a portion of the mixture during curing to control heat transferred from the mixture to the abrasive article.
[0244] Item 67. The method of item 32, further comprising providing an atmosphere having a pressure lower than standard atmospheric pressure prior to curing.
[0245] Item 68. An abrasive article, comprising:
a first bonded abrasive body comprising: a bond material comprising a hybrid material including an inorganic portion and an organic portion; and abrasive particles contained within the bond material; and a core comprising an organic material and bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm); wherein the core comprises at least one filler selected from the group consisting of oxides, carbides, borides, silicides, nitrides, fluorides, oxynitrides, oxycarbides, silicates, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, minerals, feldspar, nepheline syenite, chromites, magnesites, dolomites, pyrites, sulfides, carbon-based materials, graphite, sulfides, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, wood flour, clay, talc, and a combination thereof.
[0246] Item 69. The abrasive article of item 68, wherein the core comprises at least two filler materials selected from the group consisting of oxides, carbides, borides, silicides, nitrides, oxynitrides, oxycarbides, silicates, graphite, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, and a combination thereof.
[0247] Item 70. The abrasive article of item 68, wherein the core comprises a first filler material and a second filler material, wherein the first filler material is different than the second filler material by at least one of composition, average particle size, content, and a combination thereof, wherein the core comprises a first filler material comprising an inorganic material and a second filler material comprising an organic material.
[0248] Item 71. The abrasive article of item 68, wherein the core comprises a first filler material comprising an oxide.
[0249] Item 72. The abrasive article of item 68, wherein the core comprises a first filler material comprising alumina.
[0250] Item 73. The abrasive article of item 68, wherein the core comprises a first filler consisting essentially of fused alumina.
[0251] Item 74. The abrasive article of item 68, wherein the core comprises a second filler material comprising an organic material including a hydroxyl group.
[0252] Item 75. The abrasive article of item 68, wherein the core comprises a second filler material comprising ethanol.
[0253] Item 76. The abrasive article of item 68, wherein the core comprises a second filler material comprising phosphate.
[0254] Item 77. The abrasive article of item 68, wherein the core comprises a second filler material comprising ethanol and phosphate, wherein the core comprises a second filler material comprising ethanol, 2 chloro-phosphate (3:1), wherein the core comprises a second filler material consisting essentially of ethanol, 2 chloro-phosphate (3:1).
[0255] Item 78. The abrasive article of item 68, wherein the core comprises a first filler material and a second filler material, wherein the core comprises a greater content of the first filler material compared to a content of the second filler material, wherein the core comprises a greater content of the second filler material compared to a content of the first filler material
[0256] Item 79. The abrasive article of item 68, wherein the core comprises a ratio (V1/V2) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V2 represents a content of a second filler (vol %) within the core, wherein the ratio (V1/V2) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V1/V2) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0257] Item 80. The abrasive article of item 68, wherein the core comprises a ratio (V2/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V2 represents a content of a second filler (vol %) within the core, wherein the ratio (V2/V1) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V2/V1) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0258] Item 81. The abrasive article of item 68, wherein the core comprises a first filler material, and wherein the core comprises at least about 0.5 vol % of the first filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0259] Item 82. The abrasive article of item 68, wherein the core comprises a second filler material, and wherein the core comprises at least about 0.5 vol % of the second filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0260] Item 83. The abrasive article of item 68, wherein the core comprises a third filler material in addition to at least a first filler material, wherein the third filler material is different than the first filler material by at least one of composition, average particle size, content, and a combination thereof.
[0261] Item 84. The abrasive article of item 68, wherein the core comprises a third filler material in addition to at least a second filler material, wherein the third filler material is different than the second filler material by at least one of composition, average particle size, content, and a combination thereof.
[0262] Item 85. The abrasive article of item 68, wherein the core comprises a first filler material comprising an inorganic material and a third filler material comprising an inorganic material, wherein the first filler material comprises an oxide, wherein the third filler material comprises an oxide, wherein the first filler material comprises at least one metallic element different than the third filler material.
[0263] Item 86. The abrasive article of item 68, wherein the core comprises a third filler comprising iron, wherein the third filler material comprises iron oxide, wherein the third filler material comprises a mineral, wherein the third filler material comprises magnetite (Fe.sub.3O.sub.4), wherein the third filler material consists essentially of magnetite, wherein the third filler comprises black oxide.
[0264] Item 87. The abrasive article of item 68, wherein the core comprises a first filler material and a third filler material, wherein the core comprises a greater content of the first filler material compared to a content of the third filler material, wherein the core comprises a greater content of the third filler material compared to a content of the first filler material.
[0265] Item 88. The abrasive article of item 68, wherein the core comprises a ratio (V1/V3) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V1/V3) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V1/V3) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0266] Item 89. The abrasive article of item 68, wherein the core comprises a ratio (V3/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V3/V1) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V3/V1) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0267] Item 90. The abrasive article of item 68, wherein the core comprises a ratio (V2/V3) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V2/V3) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V2/V3) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0268] Item 91. The abrasive article of item 68, wherein the core comprises a ratio (V3/V2) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V3/V2) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V3/V2) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0269] Item 92. The abrasive article of item 68, wherein the core comprises a third filler material, and wherein the core comprises at least about 0.5 vol % of the third filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0270] Item 93. The abrasive article of item 68, wherein the core comprises a first filler material having a first average particle size and a second filler material having a second average particle size, wherein the first average particle size is different than the second average particle size, wherein the first average particle size is greater than the second average particle size, wherein the second average particle size is greater than the first average particle size.
[0271] Item 94. The abrasive article of item 68, wherein the core comprises a first filler material having a first average particle size and a third filler material having a third average particle size, wherein the first average particle size is different than the third average particle size, wherein the first average particle size is greater than the third average particle size, wherein the third average particle size is greater than the first average particle size.
[0272] Item 95. The abrasive article of item 68, wherein the core comprises a second filler material having a second average particle size and a third filler material having a third average particle size, wherein the second average particle size is different than the third average particle size, wherein the second average particle size is greater than the third average particle size, wherein the third average particle size is greater than the second average particle size.
[0273] Item 96. The abrasive article of item 68, wherein the first bonded abrasive body is integrally bonded directly to the core.
[0274] Item 97. The abrasive article of item 68, wherein the core comprises an epoxy, wherein the mixture includes an epoxy resin and the curing agent includes an oligoamine, wherein the epoxy resin includes a bisphenol-A diglycidyl ether and the curing agent includes a isophorone diamine.
[0275] Item 98. The abrasive article of item 68, wherein the inorganic portion of the bond material comprises a metal material, wherein the metal material comprises a transition metal element, wherein the metal material comprises a metal selected from the group consisting of copper, tin, silver, chromium, titanium, vanadium, manganese, iron, cobalt, nickel, zinc, gold, molybdenum, zirconium, tungsten, yttrium, tantalum, aluminum, and a combination thereof, wherein the metal material of the bond material comprises a combination of copper and tin, wherein the metal material comprises a bronze, wherein the metal material comprises a greater content of copper than tin, wherein the bond material comprises a ratio of copper:tin of approximately 60:40 by weight.
[0276] Item 99. The abrasive article of item 68, wherein the organic portion of the bond material comprises a polymer, wherein the polymer comprises a material selected from the group of materials consisting of thermosets, thermoplastics, and a combination thereof, wherein the polymer comprises a material selected from the group of materials consisting of polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, and a combination thereof, wherein the polymer material comprises polyarenazole, wherein the polymer material comprises polybenzimidazole (PBI), wherein the polymer material comprises phenolic resin.
[0277] Item 100. The abrasive article of item 68, wherein the bond material comprises a greater content of the inorganic portion (vol %) as compared to a content of the organic portion (vol %) within the bond material, wherein the bond material comprises a greater content of the organic portion (vol %) as compared to a content of the inorganic portion (vol %) within the bond.
[0278] Item 101. The abrasive article of item 68, wherein the core contains an amount of uncured epoxy of at least about 0.1 vol % for a total volume of the core, at least about 0.5 vol %, at least about 1 vol %, at least about 2 vol %, at least about 5 vol %, and not greater than about 30 vol %, not greater than about 20 vol %, not greater than about 10 vol %, not greater than about 5 vol %, not greater than about 2 vol %.
[0279] Item 102. The abrasive article of item 68, wherein the core comprises a material with a Tg of at least about 75.degree. C., at least about 80.degree. C. at least about 90.degree. C., at least about 100.degree. C., at least about 110.degree. C., at least about 120.degree. C., and not greater than about 170.degree. C., not greater than about 160.degree. C., not greater than about 150.degree. C., not greater than about 140.degree. C., not greater than about 130.degree. C.
[0280] Item 103. The abrasive article of item 68, wherein the core comprises a material with a CTE of at least about 25 .mu.m/m.degree. C., at least about 28 .mu.m/m.degree. C., at least about 30 .mu.m/m.degree. C., at least about 33 .mu.m/m.degree. C., at least about 35 .mu.m/m.degree. C., at least about 37 .mu.m/m.degree. C., at least about 40 .mu.m/m.degree. C., at least about 43 .mu.m/m.degree. C., at least about 45 .mu.m/m.degree. C., at least about 48 .mu.m/m.degree. C., at least about 50 .mu.m/m.degree. C., at least about 53 .mu.m/m.degree. C., and not greater than about 200 .mu.m/m.degree. C., not greater than about 180 .mu.m/m.degree. C., not greater than about 160 .mu.m/m.degree. C., not greater than about 150 .mu.m/m.degree. C., not greater than about 125 .mu.m/m.degree. C., not greater than about 100 .mu.m/m.degree. C., not greater than about 80 .mu.m/m.degree. C.
[0281] Item 104. The abrasive article of item 68, wherein the core comprises a linear coefficient of thermal expansion (CTEba) and the bonded abrasive body comprises a linear coefficient of thermal expansion (CTEc), and wherein the core and the bonded abrasive body comprise a difference in the coefficients of thermal expansion (.DELTA.CTE) defined by the equation [(CTEba-CTEc)/CTEba].times.100% of not greater than about 30%, not greater than about 20%, not greater than about 18%, not greater than about 12%, not greater than about 5%.
[0282] Item 105. The abrasive article of item 68, wherein the core further comprises at least one reinforcing structure, wherein the reinforcing structure comprises a substantially planar layer of material, wherein the reinforcing structure comprises a material selected from the group consisting of an inorganic material, an organic material, and a combination thereof, wherein the reinforcing structure comprises a woven material, wherein the reinforcing structure comprises a non-woven material, wherein the reinforcing structure comprises a composite material.
[0283] Item 106. The abrasive article of item 68, wherein the core comprises a porosity of not greater than about 15 vol % for a total volume of the core.
[0284] Item 107. The abrasive article of item 68, wherein the filler comprises a particulate material having a density of not greater than about 4.0 g/cm.sup.3.
[0285] Item 108. The abrasive article of item 68, wherein the core comprises a density of at least about 0.8 g/cc and not greater than about 2.8 g/cc.
[0286] Item 109. An article comprising:
a container having a temperature differential rating of not greater than about 100.degree. C.; and an abrasive article disposed within an interior volume of the container comprising: a core comprising an organic material; and a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material.
[0287] Item 110. The article of item 109, wherein the container is configured to maintain an interior volume temperature of the interior volume of at least about -30.degree. C., at least about -28.degree. C., at least about -25.degree. C., at least about -22.degree. C. at least about -20.degree. C., at least about -18.degree. C., at least about -15.degree. C., at least about -12.degree. C., at least about -10.degree. C., at least about -8.degree. C., at least about -6.degree. C., at least about -4.degree. C., at least about -2.degree. C.
[0288] Item 111. The article of item 110, wherein the container is configured to maintain the interior volume temperature for at least 1 hour, at least about 3 hours, at least about 5 hours, at least about 6 hours, at least about 10 hours, at least about 15 hours, at least about 20 hours.
[0289] Item 112. The article of item 109, wherein the container is configured to maintain an interior volume temperature of not greater than about 130.degree. C., not greater than about 120.degree. C., not greater than about 110.degree. C., not greater than about 105.degree. C., not greater than about 100.degree. C., not greater than about 95.degree. C., not greater than about 90.degree. C., not greater than about 85.degree. C., not greater than about 80.degree. C., not greater than about 75.degree. C., not greater than about 70.degree. C., not greater than about 65.degree. C., not greater than about 60.degree. C.
[0290] Item 113. The article of item 112, wherein the container is configured to maintain the interior volume temperature for at least 1 hour, at least about 3 hours, at least about 5 hours, at least about 6 hours, at least about 10 hours, at least about 15 hours, at least about 20 hours.
[0291] Item 114. The article of item 109, wherein at least a portion of the container comprises insulation.
[0292] Item 115. The article of item 109, wherein at least a portion of the container comprises an reflective material, wherein the reflective material is configured to reflect at least about 90% of UV radiation.
[0293] Item 116. The article of item 109, wherein at least a portion of the container comprises a porous material.
[0294] Item 117. The article of item 116, wherein at least a portion of the porous material is in direct contact with the bonded abrasive body.
[0295] Item 118. The article of item 116, wherein the porous material comprises material selected from the group consisting of an organic material, an inorganic material, and a combination thereof.
[0296] Item 119. The article of item 116, wherein the porous material comprises a polymer.
[0297] Item 120. The article of item 116, wherein the porous material comprises a porosity of at least about 10 vol % for a total volume of a body of the porous material, at least about 20 vol %, at least about 30 vol %, at least about 40 vol %, at least about 50 vol %, at least about 55 vol %, and not greater than about 95 vol %, not greater than about 90 vol %.
[0298] Item 121. The article of item 116, wherein the porous material comprises foam, wherein the porous material comprises technical insulation foam, wherein the foam comprises an open cell foam insulation, wherein the foam comprises a closed cell foam insulation.
[0299] Item 122. The article of item 116, wherein the porous material comprises polyurethane, wherein the porous material comprises isocyanates, wherein the porous material comprises formaldehyde, wherein the porous material comprises a resin, wherein the porous material comprises a phenolic resin.
[0300] Item 123. The article of item 116, wherein the container comprises a porous material having a R-value of thermal resistance to heat flow of at least about R-2, at least about R-3, at least about R-4, at least about R-5
[0301] Item 124. The article of item 109, wherein the container comprises:
an interior chamber having walls comprising at least one piece of a porous material; and an exterior chamber housing the interior chamber, wherein the exterior chamber comprises a different material than the two pieces of porous material.
[0302] Item 125. The article of item 124, wherein the bonded abrasive article is contained entirely within the interior chamber.
[0303] Item 126. The article of item 124, wherein the walls of the interior chamber are defined by the porous material.
[0304] Item 127. The article of item 124, wherein the walls of the exterior chamber comprise a material selected from the group consisting of metal, metal alloys, natural materials, fibrous materials, wood, fabric, and a combination thereof.
[0305] Item 128. The article of item 109, wherein the bonded abrasive body is integrally bonded to a peripheral surface of the core.
[0306] Item 129. The article of item 109, wherein the core comprises a volume of at least about 75 in3 (1229 cm3).
[0307] Item 130. The article of item 109, wherein the core has a monolithic body, wherein the core has a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm).
[0308] Item 131. The article of item 109, wherein the diameter is at least about 6 inches (15.2 cm).
[0309] Item 132. The article of item 109, wherein the core comprises an opening defining an arbor hole, wherein the opening is configured to engage a spindle for a grinding operation, wherein the opening extends through a volume of the monolithic body, wherein the opening extends along a direction of the height, wherein the opening extends between a first major surface and a second major surface of the core.
[0310] Item 133. The article of item 109, wherein the core comprises a liner overlying at least a portion of the surface defining the opening.
[0311] Item 134. The article of item 109, wherein the core consists essentially of the organic material.
[0312] Item 135. The article of item 109, wherein the bond material comprises a hybrid material including an inorganic portion and an organic portion, wherein the organic portion and the inorganic portion are substantially uniformly distributed throughout the volume of the bond material of the first bonded abrasive body.
[0313] Item 136. The article of item 135, wherein the inorganic portion of the bond material comprises a metal material.
[0314] Item 137. The article of item 136, wherein the metal material of the bond material comprises a combination of copper and tin.
[0315] Item 138. The article of item 135, wherein the organic portion of the bond material comprises a polymer.
[0316] Item 139. The article of item 109, wherein the core comprises at least one filler selected from the group consisting of oxides, carbides, borides, silicides, nitrides, fluorides, oxynitrides, oxycarbides, silicates, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, minerals, feldspar, nepheline syenite, chromites, magnesites, dolomites, pyrites, sulfides, carbon-based materials, graphite, sulfides, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, wood flour, clay, talc, and a combination thereof.
[0317] Item 140. The article of item 109, wherein the core comprising an organic material and bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm).
[0318] Item 141. The article of item 109, further comprising at least one of:
i) a compression sleeve extending around a peripheral surface of the first bonded abrasive body; ii) a plug disposed in an opening of the first bonded abrasive body; and iii) a combination of i) and ii)
[0319] Item 142. An article comprising:
an abrasive article comprising: a core comprising an organic material; and a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material; and further comprising at least one of: i) a compression sleeve extending around a peripheral surface of the first bonded abrasive body; ii) a plug disposed in an opening of the first bonded abrasive body; and iii) a combination of i) and ii)
[0320] Item 143. The article of item 142, wherein the compression sleeve comprises a coefficient of thermal expansion (CTE) different than a CTE of the first bonded abrasive body.
[0321] Item 144. The article of item 142, wherein the compression sleeve comprises a coefficient of thermal expansion (CTE) different than a CTE of the core.
[0322] Item 145. The article of item 142, wherein the compression sleeve comprises an inorganic material, wherein the compression sleeve comprises a metal or metal alloy.
[0323] Item 146. The article of item 142, wherein the compression sleeve comprises a first compression sleeve portion and a second compression sleeve portion, wherein the first compression sleeve portion comprises a strip of material extending around a peripheral surface of the first bonded abrasive body, and wherein the second compression sleeve portion comprises a strip of material extending around a peripheral surface of the first bonded abrasive body and radially displace from the first compression sleeve.
[0324] Item 147. The article of item 142, wherein the compression sleeve is configured to apply a compressive force on the first bonded abrasive body.
[0325] Item 148. The article of item 142, wherein the compression sleeve is configured to apply a compressive force on the first bonded abrasive body at room temperature.
[0326] Item 149. The article of item 142, wherein the plug is configured to be disposed within at least a portion of an arbor hole in the core.
[0327] Item 150. The article of item 142, wherein the plug is configured to reduce shrinkage of the core during cooling.
[0328] Item 151. The article of item 142, wherein the plug is configured to reduce delamination between the core and the first bonded abrasive body.
[0329] Item 152. The article of item 142, wherein the plug comprises a coefficient of thermal expansion (CTE) different than a CTE of the first bonded abrasive body.
[0330] Item 153. The article of item 142, wherein the plug comprises a coefficient of thermal expansion (CTE) different than a CTE of the core.
[0331] Item 154. The article of item 142, wherein the plug comprises an inorganic material, wherein the plug comprises a metal or metal alloy.
[0332] Item 155. The article of item 142, wherein the plug comprises an organic material, wherein the plug comprises a thermoset material or thermoplastic material.
[0333] Item 156. The article of item 142, wherein the core comprises at least one filler selected from the group consisting of oxides, carbides, borides, silicides, nitrides, fluorides, oxynitrides, oxycarbides, silicates, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, minerals, feldspar, nepheline syenite, chromites, magnesites, dolomites, pyrites, sulfides, carbon-based materials, graphite, sulfides, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, wood flour, clay, talc, and a combination thereof.
[0334] Item 157. The article of item 142, wherein the core comprising an organic material and bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm).
[0335] Item 158. The article of item 142, further comprising a container having a temperature differential rating of not greater than about 100.degree. C., wherein the first bonded abrasive body is contained within the container.
[0336] Item 159. An abrasive article comprising: a core comprising an organic material; a first bonded abrasive body integrally bonded directly to the core, the first bonded abrasive body comprising abrasive particles contained within a bond material; and a bonding factor of at least about 60%.
[0337] Item 160. An abrasive article comprising a first bonded abrasive body comprising: a bond material; and abrasive particles contained within the bond material; and a core comprising an organic material and integrally bonded to the first bonded abrasive body, the core having a monolithic body including a cylindrical shaped defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm); and a bonding factor of at least about 60%.
[0338] Item 161. An abrasive article comprising a first bonded abrasive body comprising: a bond material; and abrasive particles contained within the bond material; and a core comprising an organic material and integrally bonded to the first bonded abrasive body, the core having a volume of at least about 75 in3 (1229 cm3) defined by a diameter (d), a circumference (C), and a height (h), wherein the height is at least about 3 inches (7.6 cm); and a bonding factor of at least about 60%.
[0339] Item 162. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body is integrally bonded to the core.
[0340] Item 163. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body is integrally bonded directly to a peripheral surface of the core.
[0341] Item 164. The abrasive article of any one of items 159, 160, and 161, wherein the core is integrally formed with and directly contacting the first bonded abrasive body is integrally formed with the directly to a peripheral surface of the core.
[0342] Item 165. The abrasive article of any one of items 159, 160, and 161, wherein an interface between the first bonded abrasive body and core comprises an interfusion of a material of the core and the bond material within the first bonded abrasive body.
[0343] Item 166. The abrasive article of any one of items 159, 160, and 161, wherein an interface between the first bonded abrasive body and core is essentially free of any adhesive or cementing compound.
[0344] Item 167. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body is integrally bonded directly to a peripheral surface of the core, and wherein an interface between the first bonded abrasive body and core is essentially free of any adhesive or cementing compound.
[0345] Item 168. The abrasive article of item 167, wherein the first bonded abrasive body is integrally bonded directly to a peripheral surface of the core, and wherein an interface between the first bonded abrasive body and core comprises not greater than about 5% of the adhesive or the cementing compound for the total surface area of the interface, not greater than about 4%, not greater than about 3%, not greater than about 2%, not greater than about 1%, not greater than about 0.5%, wherein the interface comprises no adhesive or cementing compound.
[0346] Item 169. The abrasive article of any one of items 159, 160, and 161, wherein the bonding factor (Bf) is defined by the equation: Bf=[(Aa-Ad)/At], wherein Ad represents a percentage of the total area of the interface between the first bonded abrasive body and the core having defects, Aa represents a percentage of the total area of the interface between the first bonded abrasive body and the core that is free of defects, and At represents the total area (At) of the interface between the first bonded abrasive body and the core, wherein the bonding factor is at least about 61%, at least about 62%, at least about 63%, at least about 64%, at least about 65%, at least about 66%, at least about 67%, at least about 68%, at least about 69%, at least about 70%, at least about 71%, at least about 72%, at least about 73%, at least about 74%, at least about 75%, at least about 76%, at least about 77%, at least about 78%, at least about 79%, at least about 70%, at least about 81%, at least about 82%, at least about 83%, at least about 84%, at least about 85%, at least about 86%, at least about 87%, at least about 88%, at least about 89%, at least about 90%, at least about 91%, at least about 92%, at least about 93%, at least about 94%, at least about 95%, at least about 96%, at least about 97%, at least about 98%, at least about 99%, at least about 99.5%.
[0347] Item 170. The abrasive article of item 169, wherein the bonding factor (Bf) is not greater than 100%, not greater than about 99.5%, not greater than about 99%.
[0348] Item 171. The abrasive article of any one of items 159, 160, and 161, further comprising an adhesion ratio defined by the equation: A=(Ad/Aa), wherein Ad represents a percentage of the total area of the interface between the first bonded abrasive body and the core having defects and Aa represents a percentage of the total area of the interface between the first bonded abrasive body and the core that is free of defects, wherein the adhesion ratio is not greater than about 1, not greater about 0.99, not greater than about 0.98, not greater than about 0.97, not greater than about 0.96, not greater than about 0.95, not greater than about 0.94, not greater than about 0.93, not greater than about 0.92, not greater than about 0.91, not greater than about 0.9, not greater about 0.89, not greater than about 0.88, not greater than about 0.87, not greater than about 0.86, not greater than about 0.85, not greater than about 0.84, not greater than about 0.83, not greater than about 0.82, not greater than about 0.81, not greater than about 0.8, not greater about 0.79, not greater than about 0.78, not greater than about 0.77, not greater than about 0.76, not greater than about 0.75, not greater than about 0.74, not greater than about 0.73, not greater than about 0.72, not greater than about 0.71, not greater than about 0.7, not greater about 0.69, not greater than about 0.68, not greater than about 0.67, not greater than about 0.66, not greater than about 0.65, not greater than about 0.64, not greater than about 0.63, not greater than about 0.62, not greater than about 0.61, not greater than about 0.6, not greater about 0.59, not greater than about 0.58, not greater than about 0.57, not greater than about 0.56, not greater than about 0.55, not greater than about 0.54, not greater than about 0.53, not greater than about 0.52, not greater than about 0.51, not greater than about 0.5, not greater about 0.49, not greater than about 0.48, not greater than about 0.47, not greater than about 0.46, not greater than about 0.45, not greater than about 0.44, not greater than about 0.43, not greater than about 0.42, not greater than about 0.41, not greater than about 0.4, not greater about 0.39, not greater than about 0.38, not greater than about 0.37, not greater than about 0.36, not greater than about 0.35, not greater than about 0.34, not greater than about 0.33, not greater than about 0.32, not greater than about 0.31, not greater than about 0.3, not greater about 0.29, not greater than about 0.28, not greater than about 0.27, not greater than about 0.26, not greater than about 0.25, not greater than about 0.24, not greater than about 0.23, not greater than about 0.22, not greater than about 0.21, not greater than about 0.2, not greater about 0.19, not greater than about 0.18, not greater than about 0.17, not greater than about 0.16, not greater than about 0.15, not greater than about 0.14, not greater than about 0.13, not greater than about 0.12, not greater than about 0.11, not greater than about 0.1, not greater about 0.09, not greater than about 0.08, not greater than about 0.07, not greater than about 0.06, not greater than about 0.05, not greater than about 0.04, not greater than about 0.03, not greater than about 0.02, not greater than about 0.01.
[0349] Item 172. The abrasive article of item 171, wherein the adhesion ratio is at least about 0.001, at least about 0.005, at least about 0.01, at least about 0.02, at least about 0.03, at least about 0.05, at least about 0.08, at least about 0.1
[0350] Item 173. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a volume of at least about 75 in3 (1229 cm3), at least about 500 in3 (8194 cm3), at least about 1000 in3 (16387 cm3), at least about 1200 in3 (19664 cm3), at least about 1600 in3 (26219 cm3), at least about 1800 in3 (29496 cm3), at least about 2000 in3 (32774 cm3), and not greater than about 20000 in3 (327741 cm3).
[0351] Item 174. The abrasive article of any one of items 159, 160, and 161, wherein the core has a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), wherein the diameter is at least about 6 inches (15.2 cm), at least about 10 inches (25.4 cm), at least about 16 inches (40.6 cm), at least about 20 inches (50.8 cm), and not greater than about 500 inches (1.3 m).
[0352] Item 175. The abrasive article of any one of items 159, 160, and 161, wherein the core has a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), wherein the circumference is at least about 19 inches (48 cm), at least about 31 inches (78 cm), at least about 50 inches (128 cm), at least about 63 inches (160 cm), and not greater than about 157 inches (4 m).
[0353] Item 176. The abrasive article of any one of items 159, 160, and 161, wherein the core has a cylindrical shape defined by a diameter (d), a circumference (C), and a height (h), the height is at least about 3.5 inches (8.9 cm), at least about 4 inches (10.2 cm), at least about 4.5 inches (11.4 cm), at least about 5 inches (12.7 cm), at least about 5.5 inches (14 cm), at least about 6 inches (15.2 cm), at least about 6.5 inches (16.5 cm), at least about 7 inches (17.8 cm), and not greater than about 30 inches (76.2 cm).
[0354] Item 177. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises an opening defining an arbor hole, wherein the opening is configured to engage a spindle for a grinding operation, wherein the opening extends through a volume of the monolithic body, wherein the opening extends along a direction of the height, wherein the opening extends between a first major surface and a second major surface of the core.
[0355] Item 178. The abrasive article of item 177, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner overlies essentially the entire surface defining the opening, wherein the liner comprises a material selected from the group consisting of inorganic materials, organic materials, and a combination thereof, wherein the liner comprises a metal or metal alloy.
[0356] Item 179. The abrasive article of item 177, wherein the core comprises a liner overlying at least a portion of the surface defining the opening, wherein the liner has a heat capacity greater than a heat capacity of the material of the core, wherein the liner has a heat capacity less than a heat capacity of the material of the core.
[0357] Item 180. The abrasive article of any one of items 159, 160, and 161, wherein the core consists essentially of the organic material, wherein the organic material comprises a polymer, wherein the organic material comprises a polymeric material selected from the group consisting of an epoxy polymer, a phenoxy polymer, a polyurea, a polyimide, a polycyanate, a polyurethane, a melamine polymer, a polyester, or foamed structures of the same, or any combination thereof.
[0358] Item 181. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a linear coefficient of thermal expansion (CTE) of at least about 15 microns/(m .degree. C.), and not greater than about 70 microns/(m .degree. C.).
[0359] Item 182. The abrasive article of any one of items 159, 160, and 161, wherein the bond material comprises a hybrid bond material including an organic portion and an inorganic portion, wherein the organic portion and inorganic portion are substantially, uniformly distributed throughout the volume of the bond material of the first bonded abrasive body, wherein the organic portion and the inorganic portion are substantially uniformly distributed within each other.
[0360] Item 183. The abrasive article of item 182, wherein the inorganic portion of the bond material comprises a metal material, wherein the metal material comprises a transition metal element, wherein the metal material comprises a metal selected from the group consisting of copper, tin, silver, chromium, titanium, vanadium, manganese, iron, cobalt, nickel, zinc, gold, molybdenum, zirconium, tungsten, yttrium, tantalum, aluminum, and a combination thereof.
[0361] Item 184. The abrasive article of item 183, wherein the metal material of the bond material comprises a combination of copper and tin, wherein the metal material comprises a bronze, wherein the metal material comprises a greater content of copper than tin, wherein the bond material comprises a ratio of copper:tin of approximately 60:40 by weight.
[0362] Item 185. The abrasive article of item 182, wherein the organic portion of the bond material comprises a polymer, wherein the polymer comprises a material selected from the group of materials consisting of thermosets, thermoplastics, and a combination thereof, wherein the polymer comprises a material selected from the group of materials consisting of polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, and a combination thereof, wherein the polymer material comprises polyarenazole, wherein the polymer material comprises polybenzimidazole (PBI), wherein the polymer material comprises phenolic resin.
[0363] Item 186. The abrasive article of item 182, wherein the bond material comprises a greater content of the inorganic portion (vol %) as compared to a content of the organic portion (vol %) within the bond, wherein the bond material comprises a greater content of the organic portion (vol %) as compared to a content of the inorganic portion (vol %) within the bond.
[0364] Item 187. The abrasive article of item 182, wherein the bond material comprises a minority content of the organic portion, wherein the bond material comprises not greater than about 40 vol % organic portion for the total volume of the bond, not greater than about 35 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, and at least about 1 vol % organic portion for the total volume of the bond.
[0365] Item 188. The abrasive article of item 182, wherein the bond material comprises a minority content of the inorganic portion for the total content of the bond, wherein the bond material comprises a majority content of the inorganic portion for the total content of the bond, wherein the bond material comprises at least about 10 vol % inorganic portion for the total volume of the bond, at least about 15 vol %, at least about 20 vol %, at least about 25 vol %, at least about 30 vol %, at least about 35 vol %, at least about 40 vol %, at least about 45 vol %, at least about 50 vol %, and not greater than about 99 vol %, not greater than about 96 vol %, not greater than about 94 vol % inorganic material for the total volume of the bond.
[0366] Item 189. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises at least about 5 vol % bond material for the total volume of the body, at least about 10 vol %, at least about 20 vol %, and not greater than about 90 vol %.
[0367] Item 190. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises porosity, wherein the first bonded abrasive body comprises a majority content of porosity (vol %) for the total volume of the first bonded abrasive body, wherein the first bonded abrasive body comprises a minority content of porosity (vol %) for the total volume of the first bonded abrasive body.
[0368] Item 191. The abrasive article of item 190, wherein the porosity comprises a majority content of closed porosity, wherein the porosity comprises a majority content of open porosity.
[0369] Item 192. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises a content of porosity of not greater than about 70 vol % for the total volume of the body, not greater than about 60 vol %, not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 5 vol %, not greater than about 2 vol %.
[0370] Item 193. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises at least about 5 vol % abrasive particles for the total volume of the body, at least about 10 vol %, at least about 15 vol %, and not greater than about 75 vol %.
[0371] Item 194. The abrasive article of item 193, wherein the abrasive particles comprise a material selected from the group consisting of oxides, carbides, nitrides, borides, oxycarbides, oxynitrides, and a combination thereof, wherein the abrasive particles comprise a superabrasive material, wherein the abrasive particles comprise a material selected from the group consisting of alumina, silica, silicon carbide, boron nitride, diamond, and a combination thereof, wherein the abrasive particles consist essentially of diamond.
[0372] Item 195. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises a filler contained in a bond material, wherein the filler comprises a pore former, wherein the filler comprises a material selected from the group consisting of glass, glass-ceramic, ceramic, organic, and a combination thereof, wherein the filler comprises a material selected from the group consisting of bubble alumina, bubble mullite, hollow spheres, hollow glass spheres, hollow ceramic spheres, hollow polymer spheres, polymer materials, organic compounds, fibrous materials, naphthalene, PDB, shells, wood, and the like, wherein the filler comprises a material selected from the group of materials consisting of zirconia, silica, titania, and a combination thereof.
[0373] Item 196. The abrasive article of item 195, wherein the first bonded abrasive body comprises a minor content of filler (vol %) for the total volume of the body.
[0374] Item 197. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body is coupled to at least one of a first major surface of the core, a second major surface of the core, a peripheral surface of the core defining the circumference, wherein the first bonded abrasive body is positioned proximate to the peripheral surface of the core, wherein the first bonded abrasive body is abutting the peripheral surface of the core, wherein the first bonded abrasive body extends radially from a surface of the core, wherein the first bonded abrasive body extends axially from a surface of the core.
[0375] Item 198. The abrasive article of any one of items 159, 160, and 161, wherein the first bonded abrasive body comprises an annular shape, wherein the first bonded abrasive body extends around at least a portion of a peripheral surface of the core defining a circumference of the core, wherein the first bonded abrasive body extends entirely around a peripheral surface of the core defining a circumference of the core.
[0376] Item 199. The abrasive article of any one of items 159, 160, and 161, further comprising a second bonded abrasive body coupled to the core, wherein the second bonded abrasive body is adjacent the first bonded abrasive body, wherein the first bonded abrasive is abutting the second bonded abrasive body, wherein the first and second bonded abrasive bodies are coupled to a peripheral surface of the core defining a circumference of the core, wherein the first and second bonded abrasive bodies are oriented in a coaxial relationship relative to the core.
[0377] Item 200. The abrasive article of item 199, wherein the second bonded abrasive body comprises abrasive particles contained in a bond material, wherein the bond material of the second bonded abrasive body is a same composition as the bond material of the first bonded abrasive body.
[0378] Item 201. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises at least one filler selected from the group consisting of oxides, carbides, borides, silicides, nitrides, fluorides, oxynitrides, oxycarbides, silicates, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, minerals, feldspar, nepheline syenite, chromites, magnesites, dolomites, pyrites, sulfides, carbon-based materials, graphite, sulfides, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, wood flour, clay, talc, and a combination thereof.
[0379] Item 202. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises at least two filler materials selected from the group consisting of oxides, carbides, borides, silicides, nitrides, oxynitrides, oxycarbides, silicates, graphite, metal-hydrate compounds, hydrated oxide compounds, carbonates, phosphates, silicon, metal, metal alloys, inter-metallics, ceramics, hollow-ceramics, fused silica, glass, glass-ceramics, hollow glass spheres, glass fibers, polymers, polyimides, polyamides, resins, aramids, epoxies, polyesters, polyurethanes, acetates, celluloses, ethers, ethanol, and a combination thereof.
[0380] Item 203. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material and a second filler material, wherein the first filler material is different than the second filler material by at least one of composition, average particle size, content, and a combination thereof, wherein the core comprises a first filler material comprising an inorganic material and a second filler material comprising an organic material.
[0381] Item 204. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler including a particulate material having a density of not greater than about 4.0 g/cm3.
[0382] Item 205. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material comprising an oxide.
[0383] Item 206. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material comprising alumina.
[0384] Item 207. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler consisting essentially of fused alumina.
[0385] Item 208. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material comprising an organic material including a hydroxyl group.
[0386] Item 209. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material comprising ethanol.
[0387] Item 210. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material comprising phosphate.
[0388] Item 211. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material comprising ethanol and phosphate, wherein the core comprises a second filler material comprising ethanol, 2 chloro-phosphate (3:1), wherein the core comprises a second filler material consisting essentially of ethanol, 2 chloro-phosphate (3:1).
[0389] Item 212. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material and a second filler material, wherein the core comprises a greater content of the first filler material compared to a content of the second filler material, wherein the core comprises a greater content of the second filler material compared to a content of the first filler material
[0390] Item 213. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V1/V2) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V2 represents a content of a second filler (vol %) within the core, wherein the ratio (V1/V2) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V1/V2) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0391] Item 214. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V2/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V2 represents a content of a second filler (vol %) within the core, wherein the ratio (V2/V1) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V2/V1) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0392] Item 215. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material, and wherein the core comprises at least about 0.5 vol % of the first filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0393] Item 216. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material, and wherein the core comprises at least about 0.5 vol % of the second filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0394] Item 217. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a third filler material in addition to at least a first filler material, wherein the third filler material is different than the first filler material by at least one of composition, average particle size, content, and a combination thereof.
[0395] Item 218. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a third filler material in addition to at least a second filler material, wherein the third filler material is different than the second filler material by at least one of composition, average particle size, content, and a combination thereof.
[0396] Item 219. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material comprising an inorganic material and a third filler material comprising an inorganic material, wherein the first filler material comprises an oxide, wherein the third filler material comprises an oxide, wherein the first filler material comprises at least one metallic element different than the third filler material.
[0397] Item 220. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a third filler comprising iron, wherein the third filler material comprises iron oxide, wherein the third filler material comprises a mineral, wherein the third filler material comprises magnetite (Fe3O4), wherein the third filler material consists essentially of magnetite, wherein the third filler comprises black oxide.
[0398] Item 221. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material and a third filler material, wherein the core comprises a greater content of the first filler material compared to a content of the third filler material, wherein the core comprises a greater content of the third filler material compared to a content of the first filler material.
[0399] Item 222. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V1/V3) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V1/V3) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V1/V3) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0400] Item 223. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V3/V1) of at least about 1, wherein V1 represents a content of a first filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V3/V1) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V3/V1) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0401] Item 224. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V2/V3) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V2/V3) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V2/V3) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0402] Item 225. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a ratio (V3/V2) of at least about 1, wherein V2 represents a content of a second filler (vol %) within the core and V3 represents a content of a third filler (vol %) within the core, wherein the ratio (V3/V2) is at least about 1.1, at least about 1.2, at least about 2, at least about 3, at least about 4, at least about 5, at least about 10, at least about 20, at least about 30, and wherein the ratio (V3/V2) is not greater than about 30, not greater than about 20, not greater than about 15, not greater than about 10, not greater than about 5, not greater than about 4, not greater than about 3, not greater than about 2.
[0403] Item 226. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a third filler material, and wherein the core comprises at least about 0.5 vol % of the third filler for a total volume of the core, at least about 1 vol %, at least about 1.5 vol %, at least about 2 vol %, at least about 5 vol %, at least about 8 vol %, at least about 10 vol %, at least about 12 vol %, at least about 15 vol %, and not greater than about 50 vol %, not greater than about 40 vol %, not greater than about 30 vol %, not greater than about 25 vol %, not greater than about 20 vol %, not greater than about 15 vol %, not greater than about 10 vol %, not greater than about 8 vol %, not greater than about 5 vol %, not greater than about 4 vol %, not greater than about 3 vol %, not greater than about 2 vol %.
[0404] Item 227. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material having a first average particle size and a second filler material having a second average particle size, wherein the first average particle size is different than the second average particle size, wherein the first average particle size is greater than the second average particle size, wherein the second average particle size is greater than the first average particle size.
[0405] Item 228. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material having a first average particle size and a third filler material having a third average particle size, wherein the first average particle size is different than the third average particle size, wherein the first average particle size is greater than the third average particle size, wherein the third average particle size is greater than the first average particle size.
[0406] Item 229. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a second filler material having a second average particle size and a third filler material having a third average particle size, wherein the second average particle size is different than the third average particle size, wherein the second average particle size is greater than the third average particle size, wherein the third average particle size is greater than the second average particle size.
[0407] Item 230. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises an epoxy, wherein the mixture includes an epoxy resin and the curing agent includes an oligoamine, wherein the epoxy resin includes a bisphenol-A diglycidyl ether and the curing agent includes a isophorone diamine.
[0408] Item 231. The abrasive article of any one of items 159, 160, and 161, wherein the core contains an amount of uncured epoxy of at least about 0.1 vol % for a total volume of the core, at least about 0.5 vol %, at least about 1 vol %, at least about 2 vol %, at least about 5 vol %, and not greater than about 30 vol %, not greater than about 20 vol %, not greater than about 10 vol %, not greater than about 5 vol %, not greater than about 2 vol %.
[0409] Item 232. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a material with a Tg of at least about 75.degree. C., at least about 80.degree. C. at least about 90.degree. C., at least about 100.degree. C., at least about 110.degree. C., at least about 120.degree. C., and not greater than about 170.degree. C., not greater than about 160.degree. C., not greater than about 150.degree. C., not greater than about 140.degree. C., not greater than about 130.degree. C.
[0410] Item 233. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a material with a CTE of at least about 25 .mu.m/m.degree. C., at least about 28 .mu.m/m.degree. C., at least about 30 .mu.m/m.degree. C., at least about 33 .mu.m/m.degree. C., at least about 35 .mu.m/m.degree. C., at least about 37 .mu.m/m.degree. C., at least about 40 .mu.m/m.degree. C., at least about 43 .mu.m/m.degree. C., at least about 45 .mu.m/m.degree. C., at least about 48 .mu.m/m.degree. C., at least about 50 .mu.m/m.degree. C., at least about 53 .mu.m/m.degree. C., and not greater than about 200 .mu.m/m.degree. C., not greater than about 180 .mu.m/m.degree. C., not greater than about 160 .mu.m/m.degree. C., not greater than about 150 .mu.m/m.degree. C., not greater than about 125 .mu.m/m.degree. C., not greater than about 100 .mu.m/m.degree. C., not greater than about 80 .mu.m/m.degree. C.
[0411] Item 234. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a linear coefficient of thermal expansion (CTEba) and the bonded abrasive body comprises a linear coefficient of thermal expansion (CTEc), and wherein the core and the bonded abrasive body comprise a difference in the coefficients of thermal expansion (.DELTA.CTE) defined by the equation [(CTEba-CTEc)/CTEba].times.100% of not greater than about 30%, not greater than about 20%, not greater than about 18%, not greater than about 12%, not greater than about 5%.
[0412] Item 235. The abrasive article of any one of items 159, 160, and 161, wherein the core further comprises at least one reinforcing structure, wherein the reinforcing structure comprises a substantially planar layer of material, wherein the reinforcing structure comprises a material selected from the group consisting of an inorganic material, an organic material, and a combination thereof, wherein the reinforcing structure comprises a woven material, wherein the reinforcing structure comprises a non-woven material, wherein the reinforcing structure comprises a composite material.
[0413] Item 236. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a density of at least about 0.8 g/cc and not greater than about 2.8 g/cc.
[0414] Item 237. The abrasive article of any one of items 159, 160, and 161, wherein the core comprises a first filler material, a second filler material distinct from the first filler material and a third filler material distinct from the second filler material.
[0415] Item 238. The abrasive article of item 237, wherein the core comprises a ratio (W1/W3) of at least about 1, wherein W1 represents a content of a first filler material (wt %) within the core and W3 represents a content of a third filler material (wt %) within the core, wherein the ratio (W1/W3) is at least about 30, at least about 35, at least about 40, at least about 45, at least about 50, at least about 50, at least about 60, at least about 65, at least about 70, and wherein the ratio (W1/W3) is not greater than about 100, not greater than about 90, not greater than about 85, not greater than about 80, not greater than about 75.
[0416] Item 239. The abrasive article of item 237, wherein the core comprises a ratio (W1/W2) of at least about 1, wherein W1 represents a content of a first filler material (wt %) within the core and W2 represents a content of a second filler material (wt %) within the core, wherein the ratio (W1/W2) is at least about 10, at least about 12, at least about 15, at least about 17, and wherein the ratio (W1/W2) is not greater than about 30, not greater than about 25, not greater than about 20.
[0417] Item 240. The abrasive article of item 237, wherein the core comprises a ratio (W2/W3) of at least about 1, wherein W2 represents a content of a second filler material (wt %) within the core and W3 represents a content of a third filler material (wt %) within the core, wherein the ratio (W2/W3) is at least about 2, at least about 2.5, at least about 3, at least about 3.5, at least about 4, at least about 4.5, at least about 5, at least about 5.5, at least about 6, and wherein the ratio (W2/W3) is not greater than about 15, not greater than about 12, not greater than about 10, not greater than about 8, not greater than about 7.
[0418] Item 241. The abrasive article of item 237, wherein the first filler material comprises at least about 50 wt % for a total weight of the core, at least about 52 wt %, at least about 54 wt %, at least about 56 wt %, at least about 58 wt %, at least about 60 wt %.
[0419] Item 242. The abrasive article of item 237, where the first filler material comprises not greater than about 70 wt % for a total weigh of the core, not greater than about 68 wt %, not greater than about 66 wt %, not greater than about 64 wt %, not greater than about 62 wt %.
[0420] Item 243. The abrasive article of item 237, wherein the second filler material comprises at least about 1.0 wt % for a total weight of the core, at least about 1.5 wt %, at least about 2.0 wt %, at least about 2.5 wt %, at least about 3.0 wt %, at least about 3.5 wt %.
[0421] Item 244. The abrasive article of item 237, where the second filler material comprises not greater than about 6.0 wt % for a total weigh of the core, not greater than about 5.5 wt %, not greater than about 5.0 wt %, not greater than about 4.5 wt %, not greater than about 4.0 wt %.
[0422] Item 245. The abrasive article of item 237, wherein the third filler material comprises at least about 0.1 wt % for a total weight of the core, at least about 0.1 wt %, at least about 0.3 wt %, at least about 0.4 wt %, at least about 0.5 wt %.
[0423] Item 246. The abrasive article of item 237, where the third filler material comprises not greater than about 1.5 wt % for a total weigh of the core, not greater than about 1.0 wt %, not greater than about 0.9 wt %, not greater than about 0.8 wt %, not greater than about 0.7 wt %.
[0424] Item 247. The abrasive article of item 237, wherein the first filler material comprises not greater than about 65 wt % and at least about 55 wt % for a total weight of the core, the second filler comprises not greater than about 7 wt % and at least about 2 wt % for a total weight of the core, and the third filler comprises at least about 0.1 wt % and not greater than about 1 wt % for a total weight of the core.
[0425] Item 248. The abrasive article of item 237, wherein the first filler material is Al2O3.
[0426] Item 249. The abrasive article of item 237, wherein the second filler material is aluminum silicate.
[0427] Item 250. The abrasive article of item 237, wherein the third filler material is silica.
EXAMPLES
Example 1
[0428] A sample S1 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core according to an embodiment. The abrasive article had an outer diameter of 8-inches and a height of greater than 3 inches
[0429] Sample S1 had a core formed from liquid epoxy having a glass transition temperature comprised a Tg in a range of about 122.degree. C. to about 137.degree. C. and a CTE in a range of about 50 .mu.m/m.degree. C. to about 150 .mu.m/m.degree. C. The mixture was mixed and poured into a mold cavity defined by the center of an 8 inch diameter bonded abrasive article. A liner of aluminum was included to define an arbor hole. A reduced pressure atmosphere was used during mixing and pouring to remove bubbles from the mixture. Sample S1 included an epoxy polymer derived from bisphenol-A diglycidyl ether, and fillers of ethanol, 2 chloro-, phosphate (3:1), black oxide, and fused alumina. The mixture further included a curing agent of isophorane diamine. The bonded abrasive body of Sample S1 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI.
[0430] The sample was cured using a process of a first heating process conducted at room temperature (i.e., approximately 20.degree. C.) for approximately 4 hours, a second heating process conducted between 55.degree. C.-60.degree. C. for 4 hours, and a third heating process completed at a temperature between 90.degree. C. to 95.degree. C. for 4 hours. The curing process was conducted in a reduced pressure atmosphere The core of Sample S1 also contained an amount of uncured epoxy in a range of about 0 vol % to about 2 vol %.
[0431] Sample S1 experienced no cracking, shrinkage or delamination problems. In particular, the bonded abrasive article and the core maintained good adhesion at its core/abrasive interface.
Example 2
[0432] A sample S2 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core. The abrasive had an outer diameter of 20.5-inches, an axial thickness of 8-inches (made by combing two sections having an axial thickness of 4 inches) and an interior diameter of 12 inches.
[0433] Sample S2 had a core formed from a two part-epoxy (i.e., Epoxy Part A and Epoxy Part B). Epoxy Part A was stirred well using an overhead mixer. Epoxy Part B, which acted as the curing agent, was added at an A:B ratio of 100:11. The two parts were mixed using an overhead mixer and then a vacuum was applied to remove any air entrained during mixing. The bonded abrasive body of Sample S2 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI.
[0434] The bonded abrasive section of the wheel, having an outer diameter of 20.5-inches, an axial thickness of 4-inches and an interior diameter of 18 inches was placed on a waxed stainless steel plate, and a waxed aluminum having an outer diameter of 12-inches, an axial thickness of 0.75-inches and an interior diameter of 18-inches was placed in the center of the wheel. A steel band, having an outer diameter of 20.5-inches, an axial thickness of 0.75-inches and an interior diameter of 18 inches, was placed over the abrasive section to hold excess epoxy. The epoxy mixture was slowly poured into the space between the grinding wheel and the aluminum sleeve and then a vacuum was applied to remove air entrained during pouring. The wheel was allowed to cure at 60.degree. C. for 4 hours.
[0435] Even though this cured the epoxy in a short time, Sample S2 experienced a delamination at the interface and the wheel was rejected.
Example 3
[0436] A sample S3 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core. The abrasive had an outer diameter of 20.5-inches, an axial thickness of 8-inches (made by combing two sections having an axial thickness of 4 inches) and an interior diameter of 12 inches.
[0437] Sample S3 had a core formed from a two part-epoxy (i.e., Epoxy Part A and Epoxy Part B). Epoxy Part A was stirred well using an overhead mixer. Epoxy Part B, which acted as the curing agent, was added at an A:B ratio of 100:11. The two parts were mixed using an overhead mixer and then a vacuum was applied to remove any air entrained during mixing. The bonded abrasive body of Sample S3 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI.
[0438] The bonded abrasive section of the wheel, having an outer diameter of 20.5-inches, an axial thickness of 4-inches and an interior diameter of 18 inches was placed on a waxed stainless steel plate, and a waxed aluminum having an outer diameter of 12-inches, an axial thickness of 0.75-inches and an interior diameter of 18-inches was placed in the center of the wheel. A steel band, having an outer diameter of 20.5-inches, an axial thickness of 0.75-inches and an interior diameter of 18 inches, was placed over the abrasive section to hold excess epoxy. The epoxy mixture was slowly poured into the space between the grinding wheel and the aluminum sleeve and then a vacuum was applied to remove air entrained during pouring. The wheel was allowed to cure at room temperature, which took five times the amount of cooling time as compared to the cooling of Sample S2 discussed in Example 2.
[0439] Sample S3 cracked at the interface of the abrasive section and epoxy after curing.
Example 4
[0440] A sample S4 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core. The abrasive had an outer diameter of 20.5-inches, an axial thickness of 8-inches (made by combing two sections having an axial thickness of 4 inches) and an interior diameter of 12 inches.
[0441] Sample S4 had a core formed from a two part-epoxy (i.e., Epoxy Part A and Epoxy Part B). Epoxy Part A was stirred well using an overhead mixer. Epoxy Part B, which acted as the curing agent, was added at an A:B ratio of 100:11. The two parts were mixed using an overhead mixer and then a vacuum was applied to remove any air entrained during mixing. The bonded abrasive body of Sample S4 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI.
[0442] The bonded abrasive section of the wheel, having an outer diameter of 20.5-inches, an axial thickness of 4-inches and an interior diameter of 18 inches was placed on a waxed stainless steel plate, and a waxed aluminum having an outer diameter of 12-inches, an axial thickness of 0.75-inches and an interior diameter of 18-inches was placed in the center of the wheel. A steel band, having an outer diameter of 20.5-inches, an axial thickness of 0.75-inches and an interior diameter of 18 inches, was placed over the abrasive section to hold excess epoxy. The epoxy mixture was slowly poured into the space between the grinding wheel and the aluminum sleeve. No vacuum was applied to remove air entrained during pouring. The wheel was allowed to cure at room temperature.
[0443] Sample S4 crack at the interface of the abrasive section and epoxy. In addition to the cracking, the epoxy core was also porous and had about 20% lower strength.
Example 5
[0444] A sample S5 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core. The abrasive had an outer diameter of 20.5-inches, a axial thickness of 8-inches (made by combing two sections having an axial thickness of 4 inches) and an interior diameter of 12 inches.
[0445] Sample S5 had a core formed from a two part-epoxy (i.e., Epoxy Part A and Epoxy Part B). Epoxy Part A was stirred well using an overhead mixer. Epoxy Part B, which acted as the curing agent, was added at an A:B ratio of 100:11. The two parts were mixed using an overhead mixer and then a vacuum was applied to remove any air entrained during mixing. The bonded abrasive body of Sample S5 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI.
[0446] The bonded abrasive section of the wheel, having an outer diameter of 20.5-inches, an axial thickness of 4-inches and an interior diameter of 18 inches was placed on a waxed stainless steel plate, and a waxed aluminum having an outer diameter of 12-inches, an axial thickness of 0.75-inches and an interior diameter of 18-inches was placed in the center of the wheel. A steel band, having an outer diameter of 20.5-inches, an axial thickness of 0.75-inches and an interior diameter of 18 inches, was placed over the abrasive section to hold excess epoxy. The epoxy mixture was slowly poured into the space between the grinding wheel and the aluminum sleeve. Then a vacuum was applied to remove air entrained during pouring. The wheel was allowed to cure at room temperature on a cooling deck, which had cold water flowing through it to extract the heat generated. The wheel remained on the cooling deck for 24 hours, and then further cured at room temperature without the cooling deck.
[0447] Sample S5 experienced no cracking, shrinkage or delamination problems. In particular, the bonded abrasive article and the core maintained good adhesion at its core/abrasive interface.
Example 6
[0448] A sample S6 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core according to an embodiment. The abrasive article had an outer diameter of 8-inches and a height of greater than 3 inches
[0449] Sample S6 had a core formed from liquid epoxy having a glass transition temperature comprised a Tg in a range of about 75.degree. C. to about 100.degree. C. and a CTE in a range of about 20 .mu.m/m.degree. C. to about 40 .mu.m/m.degree. C. The mixture was mixed and poured into a mold cavity defined by the center of an 8 inch diameter bonded abrasive article. A liner of aluminum was included to define an arbor hole. A reduced pressure atmosphere was used during mixing and pouring to remove bubbles from the mixture. Sample S6 included an epoxy polymer derived from bisphenol-A diglycidyl ether, and fillers of 60.6 wt % Al.sub.2O.sub.3 for a total weigh of the core, 3.59 wt. % aluminum silicate for a total weigh of the core, and 0.595 wt. % silica for a total weigh of the core. The mixture further included a curing agent of tetraethylene-pentamine.
[0450] The bonded abrasive body of Sample S6 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI. The bonded abrasive body of Sample S6 had a CTE in a range of about 3 .mu.m/m.degree. C. to about 7 .mu.m/m.degree. C.
[0451] The sample was cured using a process of a first heating process conducted at room temperature (i.e., approximately 20.degree. C.) for approximately 4 hours, a second heating process conducted between 55.degree. C.-60.degree. C. for 4 hours, and a third heating process completed at a temperature between 90.degree. C. to 95.degree. C. for 4 hours. The curing process was conducted in a reduced pressure atmosphere The core of Sample S6 also contained an amount of uncured epoxy in a range of about 0 vol % to about 2 vol %.
[0452] Sample S6 experienced no cracking, shrinkage or delamination problems during or immediately following initial forming. In particular, the bonded abrasive article and the core maintained good adhesion at its core/abrasive interface. When tested in storage at varying temperatures over time, Sample S6 experienced no cracking, shrinkage or delamination problems, even when exposed to temperatures under 0.degree. C. or above 70.degree. C.
Example 7
[0453] A sample S7 of an abrasive article was prepared, which included an integrally formed bonded abrasive article and a core according to an embodiment. The abrasive article had an outer diameter of 8-inches and a height of greater than 3 inches.
[0454] Sample S7 had a core formed from liquid epoxy having a glass transition temperature comprised a Tg in a range of about 75.degree. C. to about 110.degree. C. and a CTE in a range of about 40 .mu.m/m.degree. C. to about 70 .mu.m/m.degree. C. The mixture was mixed and poured into a mold cavity defined by the center of an 8 inch diameter bonded abrasive article. A liner of aluminum was included to define an arbor hole. A reduced pressure atmosphere was used during mixing and pouring to remove bubbles from the mixture. Sample S7 included an epoxy polymer derived from bisphenol-A diglycidyl ether, and fillers of 23.92 wt % alumina trihydrate for a total weigh of the core, 10.24 wt. % BaSO.sub.4 for a total weigh of the core, 2.6 wt. % calcite for a total weigh of the core and 1.9 wt. % silica for a total weigh of the core. The mixture further included a curing agent of isophorane diamine.
[0455] The bonded abrasive body of Sample S7 included a bond material comprising a hybrid material including an inorganic portion of metal including copper and tin and an organic portion of PBI. The bonded abrasive body of Sample S7 had a CTE in a range of about 3 .mu.m/m.degree. C. to about 7 .mu.m/m.degree. C.
[0456] The sample was cured using a process of a first heating process conducted at room temperature (i.e., approximately 20.degree. C.) for approximately 4 hours, a second heating process conducted between 55.degree. C.-60.degree. C. for 4 hours, and a third heating process completed at a temperature between 90.degree. C. to 95.degree. C. for 4 hours. The curing process was conducted in a reduced pressure atmosphere The core of Sample S7 also contained an amount of uncured epoxy in a range of about 0 vol % to about 2 vol %.
[0457] Sample S7 experienced no cracking, shrinkage or delamination problems during or immediately following initial forming. In particular, the bonded abrasive article and the core maintained good adhesion at its core/abrasive interface. When tested in storage at varying temperatures over time, Sample S7 failed, meaning that it did experience cracking, shrinkage or delamination problems when exposed to temperatures under 0.degree. C. or above 70.degree. C.
[0458] In the foregoing, reference to specific embodiments and the connections of certain components is illustrative. It will be appreciated that reference to components as being coupled or connected is intended to disclose either direct connection between said components or indirect connection through one or more intervening components as will be appreciated to carry out the methods as discussed herein. As such, the above-disclosed subject matter is to be considered illustrative, and not restrictive, and the appended claims are intended to cover all such modifications, enhancements, and other embodiments, which fall within the true scope of the present invention. Thus, to the maximum extent allowed by law, the scope of the present invention is to be determined by the broadest permissible interpretation of the following claims and their equivalents, and shall not be restricted or limited by the foregoing detailed description.
[0459] The Abstract of the Disclosure is provided to comply with Patent Law and is submitted with the understanding that it will not be used to interpret or limit the scope or meaning of the claims. In addition, in the foregoing Detailed Description, various features may be grouped together or described in a single embodiment for the purpose of streamlining the disclosure. This disclosure is not to be interpreted as reflecting an intention that the claimed embodiments require more features than are expressly recited in each claim. Rather, as the following claims reflect, inventive subject matter may be directed to less than all features of any of the disclosed embodiments. Thus, the following claims are incorporated into the Detailed Description, with each claim standing on its own as defining separately claimed subject matter.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.