Method For Strip Casting Steel And System For Strip Casting
Wans; Jochen ; et al.
U.S. patent application number 13/499830 was filed with the patent office on 2012-12-27 for method for strip casting steel and system for strip casting. This patent application is currently assigned to SMS SIEMAG AKTIENGESELLSCHAFT. Invention is credited to Jorg Bausch, Christian Geerkens, Dieter Rosenthal, Jochen Schluter, Jochen Wans.
| Application Number | 20120325425 13/499830 |
| Document ID | / |
| Family ID | 43638695 |
| Filed Date | 2012-12-27 |


| United States Patent Application | 20120325425 |
| Kind Code | A1 |
| Wans; Jochen ; et al. | December 27, 2012 |
METHOD FOR STRIP CASTING STEEL AND SYSTEM FOR STRIP CASTING
Abstract
The invention relates to a method for casting steel having a chromium content of more than 15 wt.-%, which is characterized in that the steel is cast in a horizontal strip casting system (1) comprising a melting furnace (2), foundry ladle (3) and conveyor belt (5) for receiving and for cooling a liquid steel strip flowing from the foundry ladle (3).
| Inventors: | Wans; Jochen; (Meerbusch, DE) ; Rosenthal; Dieter; (Niederfischbach, DE) ; Schluter; Jochen; (Dortmund, DE) ; Geerkens; Christian; (Juchen, DE) ; Bausch; Jorg; (Dusseldorf, DE) |
| Assignee: | SMS SIEMAG
AKTIENGESELLSCHAFT Dusseldorf DE |
| Family ID: | 43638695 |
| Appl. No.: | 13/499830 |
| Filed: | October 1, 2010 |
| PCT Filed: | October 1, 2010 |
| PCT NO: | PCT/EP2010/005995 |
| 371 Date: | September 12, 2012 |
| Current U.S. Class: | 164/460 ; 164/263; 164/429; 164/462 |
| Current CPC Class: | B22D 5/04 20130101; C22C 38/02 20130101; B22D 11/002 20130101; B22D 11/126 20130101; B22D 11/0608 20130101; C22C 38/18 20130101 |
| Class at Publication: | 164/460 ; 164/462; 164/429; 164/263 |
| International Class: | B22D 11/126 20060101 B22D011/126; B22D 11/06 20060101 B22D011/06; B22D 11/00 20060101 B22D011/00 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Oct 2, 2009 | DE | 10 2009 048 165.6 |
Claims
1-8. (canceled)
9. A method of casting a steel with a chromium content of more than 15 percent by weight, comprising the steps of casting the steel in a horizontal strip casting device.
10. The method according to claim 9, wherein the chromium content is more than 33 percent by weight.
11. The method according to claim 9, including casting the steel with a carbon content of more than 1 percent by weight.
12. The method according to claim 9, including casting the steel with a silicon content of more than 2 percent by weight.
13. The method according to claim 9, including casting the steel as strip or plates, the method further including cutting, milling, boring or annealing the cast strip or plates.
14. A horizontal strip casting device for casting steel with a chromium content of more than 15 percent by weight, the device comprising: a melting furnace; a casting ladle; and a transport band for receiving and cooling liquid steel flowing out of the casting ladle.
15. The strip casting device according to claim 14, wherein the transport band has indentations for forming cast plates within the steel strip or transversely extending projections for forming intended breaking points within the steel strip.
16. The strip casting device according to claim 15, further comprising chip-removing devices that predetermine a width and a length of the cast plates.
17. The strip casting device according to claim 14, further comprising a severing or cutting device for cutting steel strip, the severing or cutting device being arranged following the transport band in a conveying direction of the steel strip.
Description
[0001] The invention relates to a method of casting steel with a chromium content of more than 15 percent by weight, particularly more than 33 percent by weight.
[0002] High temperature-resistant and wear-resistant steels, with a high chromium content, as well as carbon-containing alloys, have in the past been manufactured as individual parts in a discontinuous sand casting method. The cast product was then directly processed mechanically without any additional thermo mechanical treatment.
[0003] When horizontally casting steel strip, the previously known methods for casting steel always start from casting with dimensions which are close to the final dimensions in combination with an offline rolling or an inline rolling. The deforming or rolling step has, in this connection, the purpose of thickness reduction as well as the formation of new structures, the recrystallization. It refers to a method with emphasis on the production of hot wide strip for steel alloys. Particularly in conventional steels, the transformation of the cast structure is absolutely required for achieving the mechanical properties.
[0004] In strip casting, liquid steel is supplied through a supply system with an appropriately constructed nozzle onto a circulating transport band which is cooled with water from below. The transport band is driven and guided by two guide rollers. The molten steel placed on the transport band solidifies completely while still in the area of primary cooling. After solidification, the band travels into roll stands for inline rolling. The band is coiled after inline rolling and another cooling procedure. Such a casting method for casting strip is known from DE 198 52 275 A1.
[0005] WO 02/064288 A1 also discloses a method and device for casting and solidifying liquid metal and its division, which is intended especially for ferrous alloys or non-iron metals and their division. In that case, endless strips with a pre-determinable thickness are manufactured from the liquid phase by using a strip casting plant. A breaking unit divides these pieces, wherein a pattern of intended breaking points is embossed in the surface of the stripe during casting and solidification which pattern determines the previously defined optimum size of the product pieces.
[0006] On the other hand, selected structural components, for example, bearing sleeves for turbochargers are cast in a discontinuous casting method, for example, by casting in sand casting molds. Since a mechanical further processing of the individual components is always necessary, the cast pieces are cast with slight excess dimensions, and finally turned. Additional manufacturing steps, for example, drilling, may be required. However, hot rolling with the goal of recrystallization or thickness reduction does not take place.
[0007] It is the object of the invention to produce special steel alloys while reducing the process steps and the energy used, i.e., simpler than has been possible in the past.
[0008] In accordance with the invention, this object is met in a method of the above-mentioned type in that the steel is cast in a horizontal strip casting device.
[0009] By using the strip casting method, it is possible to continuously manufacture steel strips with very small thicknesses, for example, of 50 mm or less.
[0010] Advantageous further developments of the invention result from the dependent Claims.
[0011] The invention is particularly suitable for casting a steel which additionally has a carbon content of more than 1 percent by weight.
[0012] In the same manner, the strip casting method can be advantageously used if the steel additionally has a silicon content of more than 2 percent by weight.
[0013] It can be provided that the cast steel strip or cast plates produced by casting are being cut, milled, drilled or annealed.
[0014] The invention also relates to a horizontal strip casting device for carrying out the above-explained method.
[0015] In accordance with the invention, the strip casting device is characterized in that it includes a melting furnace, a casting ladle and a transport band for receiving and cooling liquid steel flowing out of the casting ladle. Accordingly, the invention is directed to using a horizontal strip casting device for producing structural parts or replacement parts, for example, of highly alloyed tool steels, whose dimensions correspond to the cast strip thickness in horizontal strip casting, so that hot rolling with the goal of recrystallization or thickness reduction is not necessary. The blanks can be cast continuously and the manufacture of individual casting molds, as they are used in sand casting, is unnecessary.
[0016] In accordance with an advantageous further development of the strip casting device, the transport band has indentations for forming the cast plates within the steel strip or with transversely extending projections for forming intended breaking points within the steel strip.
[0017] The strip casting device can be provided with additional devices for the mechanical after treatment of the cast plates which were cast by means of the transport band. They are, for example, chip-removing devices for precisely determining the width and the length of the cast plates which already during the casting process have dimensions which are near their final dimensions. Alternatively, the cast semi-finished products are processed by means of various mechanical procedures for obtaining the desired final dimensions. Advantageously, it can also be provided that a separating or a cutting device for severing the cast product is arranged following the transport band in the conveying direction.
[0018] In the following, the invention will be explained in more detail with the aid of embodiments. In the drawing:
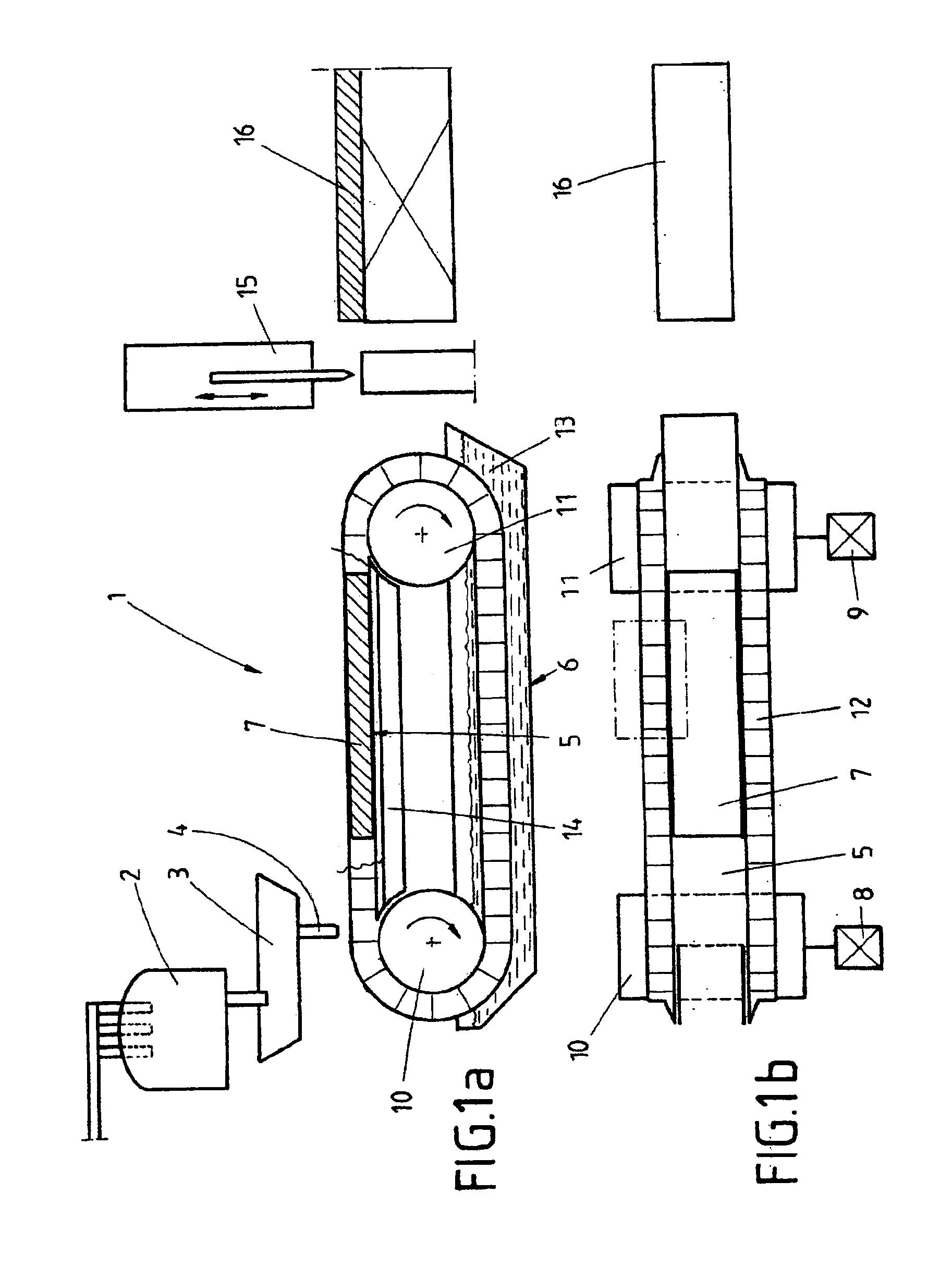
[0019] FIGS. 1a, 1b are a schematic side view and a top view of a plant for strip casting in accordance with a first embodiment,
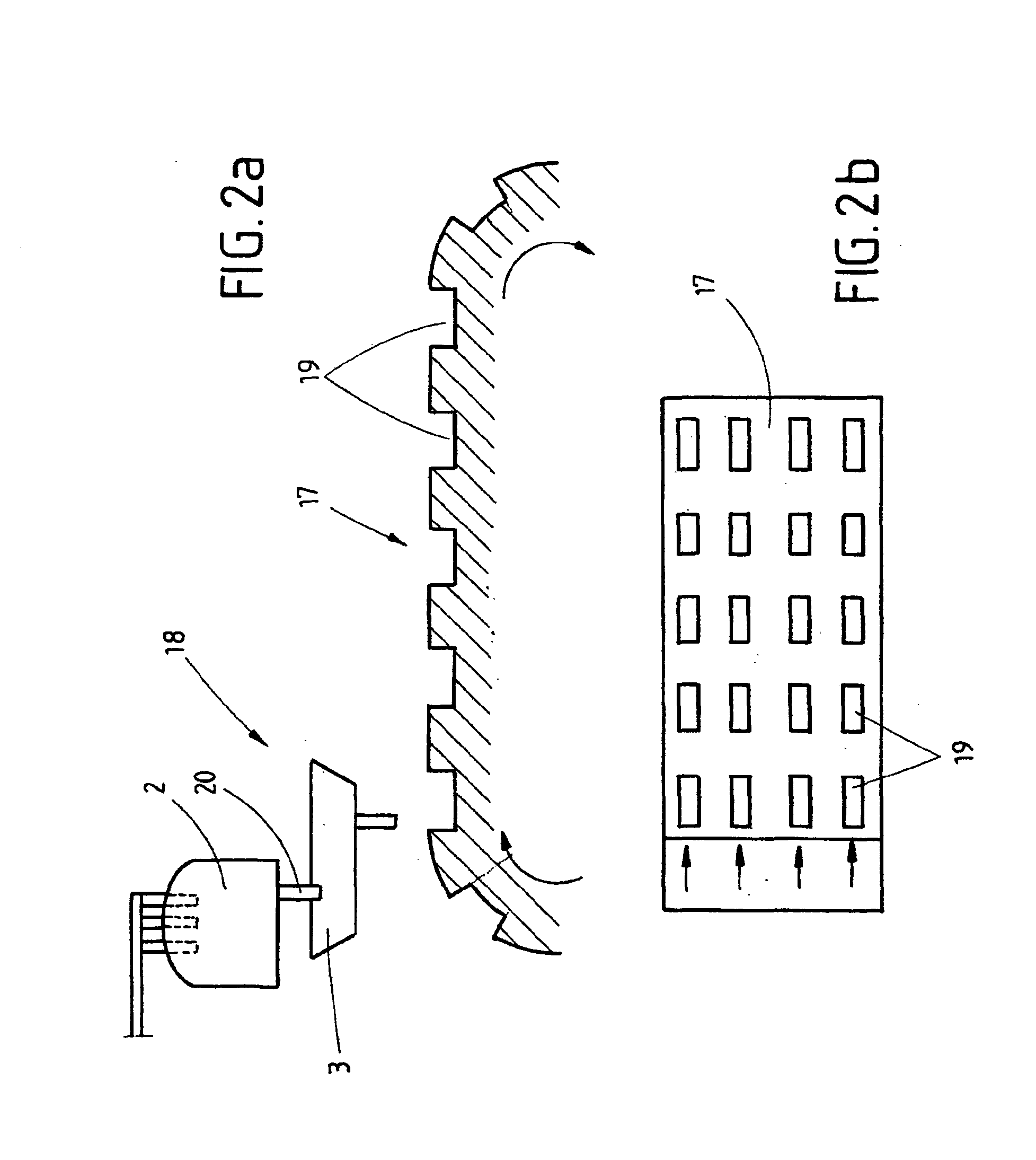
[0020] FIGS. 2a, 2b are a lateral sectional view of a transport band for casting cast plates, and a top view of the transport band with cast plates having different dimensions being cast next to each other, and
[0021] FIGS. 3a-3d show temperature patterns of cast pieces cast with a strip casting device as functions of time.
[0022] A strip casting device 1 (FIGS. 1a, 1b) for casting a steel with a chromium content of more than 15 percent by weight comprises a feeding system for liquid steel with a furnace 2 and a tundish or a casting ladle 3 for storing or confectioning a certain quantity of liquid steel which is conveyed through an outlet nozzle 4 onto an endless transport band 5, which preferably also consists of steel, with a cooling device 6, wherein the cooling device 6 comprises, for example, a basin 13 with a cooling liquid through which the transport band 5 is passed through on its bottom side.
[0023] The outlet nozzle 4 has a width which corresponds to the width of a cast plate 7 to be cast on the circulating transport band 5. The transport band 5 is driven and guided by two guide rollers 10, 11, each equipped with their own drives 8, 9.
[0024] Preferably, shaping segments 12 are provided at the two narrow sides of the transport band 5 which travel together with the transpor band 5, wherein the segments overlap each other or are arranged tightly adjacent to each other in order to prevent the liquid steel from running out. The distance between the segments 12 is predetermined either by the width of the transport band 5 or is adjustable in accordance with the desired width of the plate 7 to be cast. For cooling, the transport band 5 travels together with the segments 12 through the container 13 of the cooling device 6 which may additionally include further devices for cooling the plate 7. For example, a cooling liquid can flow through the two guide rollers 10, 11. Underneath the strip area of the transport band 5 traveling on the upper side of the strip casting device 1, the device 1 includes, for example, a spray cooling device 14 which sprays cooling liquid against the transport band 5 from the bottom side. In this manner, a plate 7 can be cast whose length corresponds approximately to the length of the device 1, or even protrudes beyond the length thereof. The cast plate 7 either has the desired length generated by determining the quantity of liquid steel in the tundish, or the cast plate is severed after leaving the transport band 5 y means of a cutting or breaking device 15 and is conveyed to storage 16 for semi-finished products. From there, the cast plate is forwarded for a further treatment, for example, milling, drilling, annealing or further cutting or other chip-removing methods, to the appropriate devices and units. Since the plate 7 already has the desired thickness, it does not have to be subjected to a rolling procedure as a thermo mechanical treatment process. However, possibly in dependence on the desired material properties, it is also possible to provide a rolling process as a treatment step following the casting procedure, either directly after the casting procedure or after cooling off the cast pieces.
[0025] As an alternative to the above-described embodiment of a strip casting device, a transport band 17 (FIGS. 2a, 2b) in a further strip casting device 18 has a plurality of indentations 19 whose dimensions are close to the final dimensions of the pieces to be cast in them. The indentations 19 are arranged either only one behind the other or, depending on the width of the transport band 17, also additionally next to each other. In this case, the indentations 19, arranged next to each other, may have different dimensions. In accordance with the number of rows of indentations 19 arranged next to each other on the transport band 17, a plurality of outlet nozzles 20 with an appropriately adapted width are also provided. After leaving the transport band 17, the cast pieces cast in the transport band 17 are conveyed to storage 16 for semi-finished products, as illustrated in FIG. 1b.
[0026] By casting strips, it is possible to produce cast pieces having the most diverse thicknesses; usually the casting thickness is between 8 and 25 mm, preferably 15 mm. Typical uses of the high alloy materials are bearing sleeves which have, for example, the dimensions 13 mm (thickness).times.120 mm (length) and are manufactured by chip-removing processing from cast pieces on a lathe, for example, with the thickness 15 mm and the same width, wherein the hollow cylindrical shape is produced by boring out the core. All other shapes are also obtained by a chip-removing processing of surface materials of the cast pieces.
[0027] In another embodiment, the cast piece geometry is 15 mm (width).times.125 mm (length); after mechanical processing, particularly chip-removing processing, this results in a structural component geometry of 12.7 mm (width).times.120 mm (length).
[0028] In addition to the chromium content of the steel, the steel preferably also contains carbon of more than 1 percent by weight and/or silicon of more than 2 percent by weight. The properties profile of the cast pieces to be cast by the strip casting device 1 or 18 comprises a good high temperature resistance in conjunction with a good wear resistance. The Rockwell hardness (HRC) is 33 to 38 with a tensile strength of about 1,000 MPa.
[0029] In the manner of operation according to the invention, the rapid cooling, which is typical for the method, has positive effects on the structure of the cast pieces. The grain size is reduced and precipitations, such as for example, carbides, are present finely dispersed in the matrix because of the impaired diffusion. This results in advantageous mechanical properties.
[0030] In accordance with the invention, there are various possibilities of temperature guidance for cooling the cast pieces (FIGS. 3a-d). In accordance with a first mode of operation (FIG. 3a), the temperature of the cast products is initially maintained for a predetermined time and is then cooled with a defined cooling rate (curve 21). Alternatively, after a longer period of time during which the temperature is maintained, a heating phase may follow (curve 22). In this case, the cast pieces are cooled only at a later point in time (curve 22).
[0031] In accordance with a second method, the cast products are heated immediately after casting to a defined temperature (FIG. 3b), and are only then cooled with a predetermined cooling rate over a time period which is also predetermined.
[0032] In accordance with another mode of operation, the cast pieces are cooled quickly by direct quenching (FIG. 3c), and are subsequently subjected to a controlled temperature guidance over time as long as they have not yet assumed the ambient temperature as a result of the quenching process.
[0033] In accordance with another mode of operation (FIG. 3d), the cast pieces are cooled to ambient temperature using changing cooling speeds.
List of Reference Numerals
[0034] 1 Strip casting device
[0035] 2 Furnace
[0036] 3 Casting ladle
[0037] 4 Outlet nozzle
[0038] 5 Transport band
[0039] 6 Cooling device
[0040] 7 Cast plate
[0041] 8 Drive
[0042] 9 Drive
[0043] 10 Guide roller
[0044] 11 Guide roller
[0045] 12 Segments
[0046] 13 Container
[0047] 14 Spray cooling device
[0048] 15 Cutting or breaking device
[0049] 16 Storage of semi-finished products
[0050] 17 Transport band
[0051] 18 Strip casting device
[0052] 19 Indentations
[0053] 20 Outlet nozzles
[0054] 21 Curve
[0055] 22 Curve
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.