Tailored Properties By Post Hot Forming Processing
Charest; Pascal ; et al.
U.S. patent application number 13/166942 was filed with the patent office on 2011-12-29 for tailored properties by post hot forming processing. This patent application is currently assigned to MAGNA INTERNATIONAL INC.. Invention is credited to Nicholas Adam, Pascal Charest, Jaswinder Pal Singh, Alexander Zak.
| Application Number | 20110315281 13/166942 |
| Document ID | / |
| Family ID | 45351389 |
| Filed Date | 2011-12-29 |







| United States Patent Application | 20110315281 |
| Kind Code | A1 |
| Charest; Pascal ; et al. | December 29, 2011 |
Tailored Properties By Post Hot Forming Processing
Abstract
A method of forming a product from an initial blank comprises subjecting the initial blank to a hot forming and press hardening operation to form the product with substantially a uniform first tensile strength. Subsequently, the product is subjected to post hot-forming processing in which a first region of the product is heated selectively to above a known temperature, using one of conduction heating, resistance heating, and induction heating. The first region is then cooled, such that the first region attains a second tensile strength that is substantially less than the first tensile strength.
| Inventors: | Charest; Pascal; (Caledon, CA) ; Adam; Nicholas; (Trenton, CA) ; Singh; Jaswinder Pal; (Sterling Heights, MI) ; Zak; Alexander; (Moedling, AT) |
| Assignee: | MAGNA INTERNATIONAL INC. Aurora CA |
| Family ID: | 45351389 |
| Appl. No.: | 13/166942 |
| Filed: | June 23, 2011 |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | ||
|---|---|---|---|---|
| 61358174 | Jun 24, 2010 | |||
| Current U.S. Class: | 148/567 ; 148/714 |
| Current CPC Class: | C21D 2221/00 20130101; C22F 1/00 20130101; C21D 1/34 20130101; B62D 25/04 20130101; B62D 1/195 20130101; C21D 8/00 20130101; C21D 2211/008 20130101 |
| Class at Publication: | 148/567 ; 148/714 |
| International Class: | C22F 1/00 20060101 C22F001/00 |
Claims
1. A method of forming a product from an initial blank, comprising: subjecting the initial blank to a hot forming and press hardening operation to form the product with substantially a uniform first tensile strength; and subsequently, subjecting the product to post hot-forming processing, comprising selectively heating a first region of the product to above a known temperature, while simultaneously maintaining below the known temperature a second region of the product that is adjacent to the first region, and then cooling the first region such that the first region attains a second tensile strength that is substantially less than the first tensile strength.
2. A method according to claim 1, wherein the post hot-forming processing comprises using conduction heating to heat the first region of the product to above the known temperature.
3. A method according to claim 2, wherein the conduction heating is performed using a heated die including at least one of an upper heated die half and a lower heated die half.
4. A method according to claim 2, wherein the conduction heating is performed using at least one heated plate.
5. A method according to claim 2, wherein the conduction heating is performed using a heated fluid.
6. A method according to claim 2, wherein the conduction heating is performed using a heated fluid and a contacting medium.
7. A method according to claim 6, wherein the contacting medium is selected from the group consisting of sand, salt and ceramic.
8. A method according to claim 1, wherein the post hot-forming processing comprises using resistance heating to heat the first region of the product to above the known temperature.
9. A method according to claim 1, wherein the post hot-forming processing comprises using induction heating to heat the first region of the product to above the known temperature.
10. A method according to claim 9, wherein the induction heating is performed using a pair of induction coils disposed one each along opposite sides of the first region.
11. A method according to claim 9, wherein the induction heating is performed using a single induction coil.
12. A method according to claim 9, wherein the induction heating is performed using a pair of induction plates disposed one each along opposite sides of the first region.
13. A method according to claim 1, wherein the initial blank is heated to an austenitization temperature during the hot forming and press hardening operation, and wherein the known temperature is substantially lower than the austenitization temperature.
14. A method according to claim 1, comprising protecting the second region from being heated to substantially the known temperature.
15. A method according to claim 1, wherein the known temperature is between approximately 370.degree. C. and approximately 800.degree. C.
16. A method according to claim 1, wherein the known temperature is between approximately 400.degree. C. and approximately 700.degree. C.
17. A method according to claim 1, wherein the initial blank is fabricated from a press hardenable steel alloy material.
18. A method of forming a product from an initial blank, comprising: heating the initial blank to an austenitizing temperature; hot-shaping the initial blank in a cooled pair of dies to form the product; cooling the product during a first period of time, using a rate of cooling that is sufficiently rapid to support formation of a martensitic structure within substantially the entire product; subjecting a first portion of the product to post hot-forming processing, comprising selectively heating the first portion of the product to a known temperature that is less than the austenitizing temperature, while simultaneously maintaining below the known temperature a second portion of the product that is adjacent to the first portion; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite.
19. A method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-stamping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using conduction heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
20. A method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-stamping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using resistance heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
21. A method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-stamping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using induction heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
Description
CROSS REFERENCE TO RELATED APPLICATION
[0001] This application claims the benefit of U.S. provisional application Ser. No. 61/358,174 filed Jun. 24, 2010, the entire disclosure of the application being considered part of the disclosure of this application, and hereby incorporated by reference.
FIELD OF THE INVENTION
[0002] The instant invention relates generally to metallic products having tailored properties, and more particularly to a method of producing regions of reduced hardness and reduced strength in products via post hot-forming processing.
BACKGROUND OF THE INVENTION
[0003] In the field of vehicle construction, more and more vehicle parts that are made of high-strength and ultra-high-strength steel are being employed in order to satisfy criteria for lightweight construction. This applies to car body construction where, in order to meet weight goals and safety requirements, for instance structural and/or safety elements such as door intrusion beams, A and B columns, bumpers, side rails and cross rails are increasingly being produced from UHSS (Ultra High Strength Steel), thermo-shaped and press-hardened steel having tensile strengths greater than 1000 MPa.
[0004] In different applications of motor vehicle engineering, shaped parts are to have high strength in certain regions while in other regions they are to have higher ductility relative thereto. "Tailoring" the properties of shaped parts in this way facilitates subsequent forming operations, such as for instance trimming or perforating the part, and results in regions that can convert crash energy into deformation by crumpling.
[0005] It is known to treat a part using heat treatments such that local regions have higher strength or higher ductility. Lundstrom discloses one such approach in U.S. Pat. No. 5,916,389, wherein a sheet of hardenable steel is heated to an austenitization temperature and then pressed between cooled die halves in order to form a shaped part having a desired profile. Sections of the die halves that are adjacent to portions of the part that are to have higher ductility in the finished product are adapted to prevent rapid cooling, such that hardening does not occur within these portions to the same extent that it occurs within other portions of the finished product. Unfortunately, the die halves must be specially made for each part, which is both laborious and costly. In addition, special effort is required in order to minimize the extent of formation of transition regions between the different portions, since typically these transition regions exhibit properties that are less well defined than the properties of the rest of the finished product.
[0006] In another approach, a shaped product having substantially uniform hardness is produced using conventional hot forming and press hardening techniques, followed by separate additional heat treatment processing of the product to form regions of lower tensile strength therein. For instance, in United States patent application Publication 2010/0086803, Patberg discloses a method of forming mild zones along a bend edge of a hot formed and press hardened component. In particular, a laser beam is used to heat a narrow region of the component along the bend edge. Additionally, Patberg suggests that the heat that is produced by welding may result in the formation of mild zones adjacent to a weld joint. Unfortunately, the use of highly specialized laser equipment adds to the cost and complexity of manufacturing the component. In addition, this approach is not well suited either to batch processing or to applications requiring the formation of substantial regions having reduced tensile strength within the component.
[0007] It would be advantageous to provide a method that overcomes at least some of the above-mentioned limitations of the prior art.
SUMMARY OF EMBODIMENTS OF THE INVENTION
[0008] According to at least one embodiment of the instant invention, a method of forming a product from an initial blank is provided in which the initial blank is subjected firstly to a hot forming and press hardening operation, so as to form the product with substantially a uniform first tensile strength. In particular, the initial blank is heated to a temperature above its transition temperature Ac3, which is defined as the temperature at which transformation of ferrite into austenite is completed upon heating. By way of a specific and non-limiting example, the initial blank is heated to approximately 950.degree. C. The heated initial blank is inserted into a cooled press having a pair of die halves, which is used for both hot forming and hardening the product. The press is subsequently closed, thereby deforming the initial blank such that it conforms to contours that are defined along facing surfaces of the die halves. Deformation and concomitant rapid cooling of the initial blank within the die halves produces the product, in which the austenite structure has been transformed into martensite structure. The tensile strength and hardness of the product is substantially uniform throughout. Optionally, the die halves are not cooled, provided that a suitably rapid cooling rate of the product can still be achieved to form the martensite structure.
[0009] Subsequently, in a second thermal treatment step, a first region of the product is heated in a selective fashion to a known temperature that is lower than the transition temperature Ac3. By way of a specific and non-limiting example, the first region of the product is heated to a temperature between approximately 370.degree. C. and 800.degree. C. In an embodiment, the first region of the product is heated to a temperature within the range of temperatures between about 400.degree. C. and 700.degree. C. By way of several specific and non-limiting examples, the first region of the product is heated using one of conduction heating, resistance heating, and induction heating. The first region is then cooled in such a way that the first region attains a second tensile strength that is substantially less than the first tensile strength. The second thermal treatment at a temperature between approximately 370.degree. C. and 800.degree. C. results in a tempered martensite composition within the first region.
[0010] Optionally, the conduction heating may be performed using heating plates, such as for instance a heated die, or using a heated fluid and a suitable contacting medium, such as for instance hot compressed air and one of sand, ceramic, salt, etc. Optionally, the induction heating is performed using one or more induction coils, or alternatively the induction heating is performed using induction plates.
[0011] According to an embodiment of the instant invention, the first region of the product is gas-cooled subsequent to the second thermal treatment step. Optionally, the first region of the product is cooled using another suitable cooling technique, such as for instance one of gas-blasting, fluidized bed cooling, die cooling, water/mist cooling, and cooling with the use of cooling fans/jets.
[0012] According to an embodiment, other regions of the product are cooled or at least insulated from being heated to the known temperature as a result of the one of conduction heating, resistance heating and induction heating. For instance, the product is gripped using a cooled collar that surrounds a second region of the product that is adjacent to the first region. Alternatively, the second region of the product is protected from being heated using a curtain of a cooled gas, such as for instance air, or by spraying or misting the second region with a suitable cooling liquid, such as for instance water.
[0013] Intermediate processing, such as for instance forming and/or cutting and/or perforating, etc., optionally is performed subsequent to the hot stamping and press hardening steps but prior to the post hot-forming processing. Optionally, forming and/or cutting and/or perforating, etc. is performed subsequent to the post hot-forming processing.
[0014] According to another embodiment of the instant invention, the hot forming and press hardening steps are omitted. By way of a specific and non-limiting example, the product is roll formed from a coil of Ultra High Strength Steel and subjected subsequently to post-forming thermal treatment by the one of conduction heating, resistance heating and induction heating as described above. In particular, products may be formed having a geometry that is not sufficiently complex so as to require the use of hot forming and press hardening techniques.
[0015] Optionally, the initial blank is formed from either a coated material or an uncoated material.
[0016] In accordance with an aspect of an embodiment of the invention there is provided a method of forming a product from an initial blank, comprising: subjecting the initial blank to a hot forming and press hardening operation to form the product with substantially a uniform first tensile strength; and subsequently, subjecting the product to post hot-forming processing, comprising selectively heating a first region of the product to above a known temperature, while simultaneously maintaining below the known temperature a second region of the product that is adjacent to the first region, and then cooling the first region such that the first region attains a second tensile strength that is substantially less than the first tensile strength.
[0017] In accordance with an aspect of an embodiment of the invention there is provided a method of forming a product from an initial blank, comprising: heating the initial blank to an austenitizing temperature; hot-shaping the initial blank in a cooled pair of dies to form the product; cooling the product during a first period of time, using a rate of cooling that is sufficiently rapid to support formation of a martensitic structure within substantially the entire product; subjecting a first portion of the product to post hot-forming processing, comprising selectively heating the first portion of the product to a known temperature that is less than the austenitizing temperature, while simultaneously maintaining below the known temperature a second portion of the product that is adjacent to the first portion; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite.
[0018] In accordance with an aspect of an embodiment of the invention there is provided a method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-shaping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using conduction heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
[0019] In accordance with an aspect of an embodiment of the invention there is provided a method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-shaping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using resistance heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
[0020] In accordance with an aspect of an embodiment of the invention there is provided a method of forming a product from an initial blank, comprising: providing the initial blank; heating the initial blank to the austenite state; hot-shaping the initial blank in a cooled pair of dies to form the product; hardening substantially the entire product while it is still inside the pair of dies by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure; using induction heating, heating a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature; and, cooling the product such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite, wherein subsequent to cooling, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
BRIEF DESCRIPTION OF THE DRAWINGS
[0021] Exemplary embodiments of the invention will now be described in conjunction with the following drawings, in which:
[0022] FIG. 1 is a schematic diagram of a thermoforming line for a steel component, including post hot-forming processing, according to an embodiment of the instant invention;
[0023] FIG. 2 is a top view depicting a B column having substantially uniform tensile strength, as formed by a conventional hot forming process;
[0024] FIG. 3 is a top view depicting the B column of FIG. 2, with a first region thereof being subjected to post hot-forming processing, according to an embodiment of the instant invention;
[0025] FIG. 4 is a top view depicting the B column of FIG. 2, having substantially two regions of different tensile strength due to post hot-forming processing, according to an embodiment of the instant invention;
[0026] FIG. 5a is a simplified side view of a system for post hot-forming processing by conduction heating using heated plates, according to an embodiment of the instant invention;
[0027] FIG. 5b is a simplified diagram depicting a first region of a product disposed between the pair of conduction heating plates of FIG. 5a;
[0028] FIG. 6a is a simplified perspective view showing a product being subjected to conduction heating using a heated fluid and a suitable contacting medium, according to an embodiment of the instant invention;
[0029] FIG. 6b is a partial cut-away view showing the product being subjected to conduction heating by the heated fluid and the suitable contacting medium of FIG. 6a;
[0030] FIG. 7 is a simplified diagram showing a first region of a product being subjected to resistance heating, according to an embodiment of the instant invention;
[0031] FIG. 8a is a simplified diagram showing a product being subjected to induction heating using coils that are disposed along opposite sides of a first region of the product, according to an embodiment of the instant invention;
[0032] FIG. 8b is a simplified diagram showing a product being subjected to induction heating using a coil that encircles a first region of the product, according to an embodiment of the instant invention;
[0033] FIG. 9a is a simplified perspective view showing a first region of a product being subjected to induction heating using induction plates, according to an embodiment of the instant invention;
[0034] FIG. 9b is a simplified side view showing the product of FIG. 9a being subjected to induction heating using induction plates, according to an embodiment of the instant invention;
[0035] FIG. 10 is a simplified flow diagram of a method according to an embodiment of the instant invention;
[0036] FIG. 11 is a simplified flow diagram of another method according to an embodiment of the instant invention; and
[0037] FIG. 12 is a simplified flow diagram of yet another method according to an embodiment of the instant invention.
DETAILED DESCRIPTION OF EMBODIMENTS OF THE INVENTION
[0038] The following description is presented to enable a person skilled in the art to make and use the invention, and is provided in the context of a particular application and its requirements. Various modifications to the disclosed embodiments will be readily apparent to those skilled in the art, and the general principles defined herein may be applied to other embodiments and applications without departing from the scope of the invention. Thus, the present invention is not intended to be limited to the embodiments disclosed, but is to be accorded the widest scope consistent with the principles and features disclosed herein.
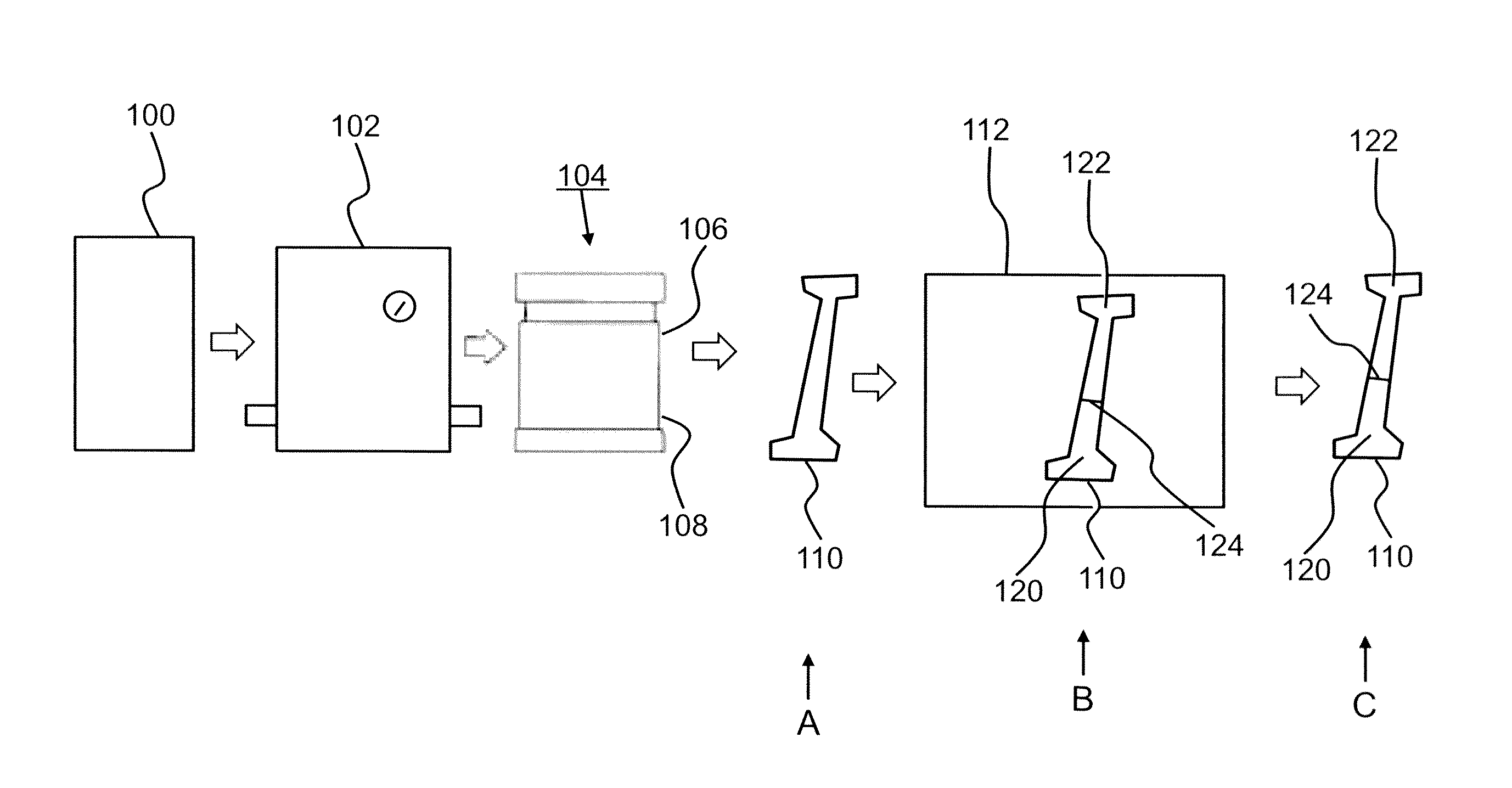
[0039] Referring to FIG. 1, shown is a schematic diagram of a thermoforming line for a steel component, according to an embodiment of the instant invention. By way of a specific and non-limiting example, the component that is produced in FIG. 1 is a B column for an automobile. Of course, other types of components may be produced in a similar fashion, and the specific example of the B column is provided merely for illustrative purposes and in order to facilitate a better understanding of the embodiments of the instant invention.
[0040] An initial blank 100 is provided. For instance, the initial blank 100 is stamped from a sheet of hardenable steel, such as Usibor.RTM. 1500P, Usibor.RTM. 1500, another suitable boron steel or any suitable hot stamp press hardened material. Optionally, the initial blank 100 is pre-shaped specifically for producing a B column, such as for instance by an additional cutting step or an additional cold forming step (not shown in FIG. 1). The entire initial blank 100 is then heated in an oven 102 to a temperature above the Ac3 temperature. By way of a specific and non-limiting example, the oven 102 is a roller-hearth or a batch style oven. Once the initial blank 100 is in the austenite state it is transferred rapidly to a die set shown generally at 104, the die set 104 having an upper die half 106 and a lower die half 108. The die set 104 optionally is cooled in order to ensure that a sufficiently rapid cooling rate of the initial blank 100 is achieved, such that martensite is formed. By way of a specific and non-limiting example, channels are defined through the upper die half 106 and through the lower die half 108 for flowing a cooling fluid, such as for instance water, oil, saline, etc., through the die halves to achieve the rapid cooling rate of the product that is being formed from the initial blank 100. For instance, a typical cooling rate is in the range of about 30.degree. C./second to about 100.degree. C./second. The product is held inside the die set during cooling, so as to maintain the desired shape of the product while it is being cooled and hardened. After being removed from the die set 104, the product (shown at 110) is further cooled to about room temperature, or at least to a temperature between about 20.degree. C. and about 250.degree. C. At this stage, the product 110 has substantially a uniform martensite structure.
[0041] After the product 110 has cooled to the desired temperature, it is subjected to a post hot-forming process 112. The post hot-forming process 112 includes heating a first region 120 of the product 110, which is to have reduced tensile strength in the finished product (i.e., "a soft zone"), to a known temperature. The known temperature is in the range between about 370.degree. C. and about 800.degree. C., and in particular between about 400.degree. C. and about 700.degree. C.
[0042] Referring still to FIG. 1, the first region 120 of the product 110 is heated using one of conduction heating, resistance heating, and induction heating. Heating by conduction heating is described in greater detail with reference to FIGS. 5a, 5b, 6a and 6b, heating by resistance heating is described in greater detail with reference to FIG. 7, and heating by induction heating is described in greater detail with reference to FIGS. 8a, 8b, 9a and 9b. The first region 120 is heated to the known temperature between about 370.degree. C. and about 800.degree. C., and in particular between about 400.degree. C. and about 700.degree. C. Optionally, a second region 122 adjacent to the first region 120 is cooled and/or insulated, so as to prevent substantial heating of the second region 122 during the post hot-forming processing. For instance, the second region 122, which is to have high tensile strength in the finished product, is protected from being heated using a curtain of cooled gas (such as for instance cooled air) or by spraying or misting with a cooling liquid (such as for instance water).
[0043] At the end of the post hot-forming processing, the first region 120 of the product 110 is cooled to room temperature. According to one embodiment of the instant invention, the first region 120 is gas-cooled. Optionally, a fixture is used to maintain the dimensions of the product 110 during the cooling process. Further optionally, the first region 120 is cooled using another suitable cooling technique, such as for instance one of gas-blasting, fluidized bed cooling, die cooling, water/mist cooling, and cooling with the use of cooling fans/jets, etc. Optionally, additional not illustrated post processing is performed subsequent to cooling, such as for instance trimming or perforating, etc. Optionally, the additional not illustrated post processing is performed subsequent to the hot forming and press hardening steps, but prior to the post hot-forming processing.
[0044] The post hot-forming processing results in the formation of tempered martensite within the first region 120 of the product 110, due to the metal within that region being reheated to between about 370.degree. C. and about 800.degree. C. and then cooled. On the other hand, the second region 122 of the product 110 is not reheated and cooled in this way, such that tempered martensite is not formed within the second region 122. Instead, the original martensite structure that is formed during the hot forming and press hardening operation is retained within the second region 122 in the finished product. Of course, a transition zone (not illustrated) of finite width exists along the "boundary" 124 between the first region 120 and the second region 122. The tensile strength of the product 110 within the transition zone is intermediate the tensile strength within the first region 120 and the tensile strength within the second region 122.
[0045] Optionally, additional cycles of heating the product 110, followed by cooling the product 110, are performed in order to form additional "soft zones" within different regions of the product 110. Alternatively, two or more non-contiguous regions of the product 110 are heated at the same time, such that two or more "soft zones" are formed in a single pass.
[0046] Referring now to FIG. 2, shown is the product 110 that is obtained at point "A" of the thermoforming line of FIG. 1. The product 110 at point "A" is substantially uniformly of martensite structure. Referring now to FIG. 3, shown is the product 110 corresponding to point "B" of the thermoforming line of FIG. 1. The structure of the product 110 at point "B" is also substantially uniformly of martensite structure, but the first region 120 of the product 110 is being subjected to post hot-forming processing. FIG. 4 illustrates that two regions of substantially different tensile strength are obtained at point "C" of the thermoforming line of FIG. 1, following the completion of post hot-forming processing of the product 110. More particularly, subsequent to being reheated and then cooled to room temperature, the second region 122 on one side of boundary 124 retains the original martensite structure, whereas tempered martensite has been formed within the first region 120 on the other side of the boundary 124. As discussed supra a transition zone (not illustrated) of finite width exists along the "boundary" 124 between the first region 120 and the second region 122.
[0047] The first region 120 of the product 110 may be heated by one of conduction heating, resistance heating, and induction heating. Each heating method will now be described in greater detail, below.
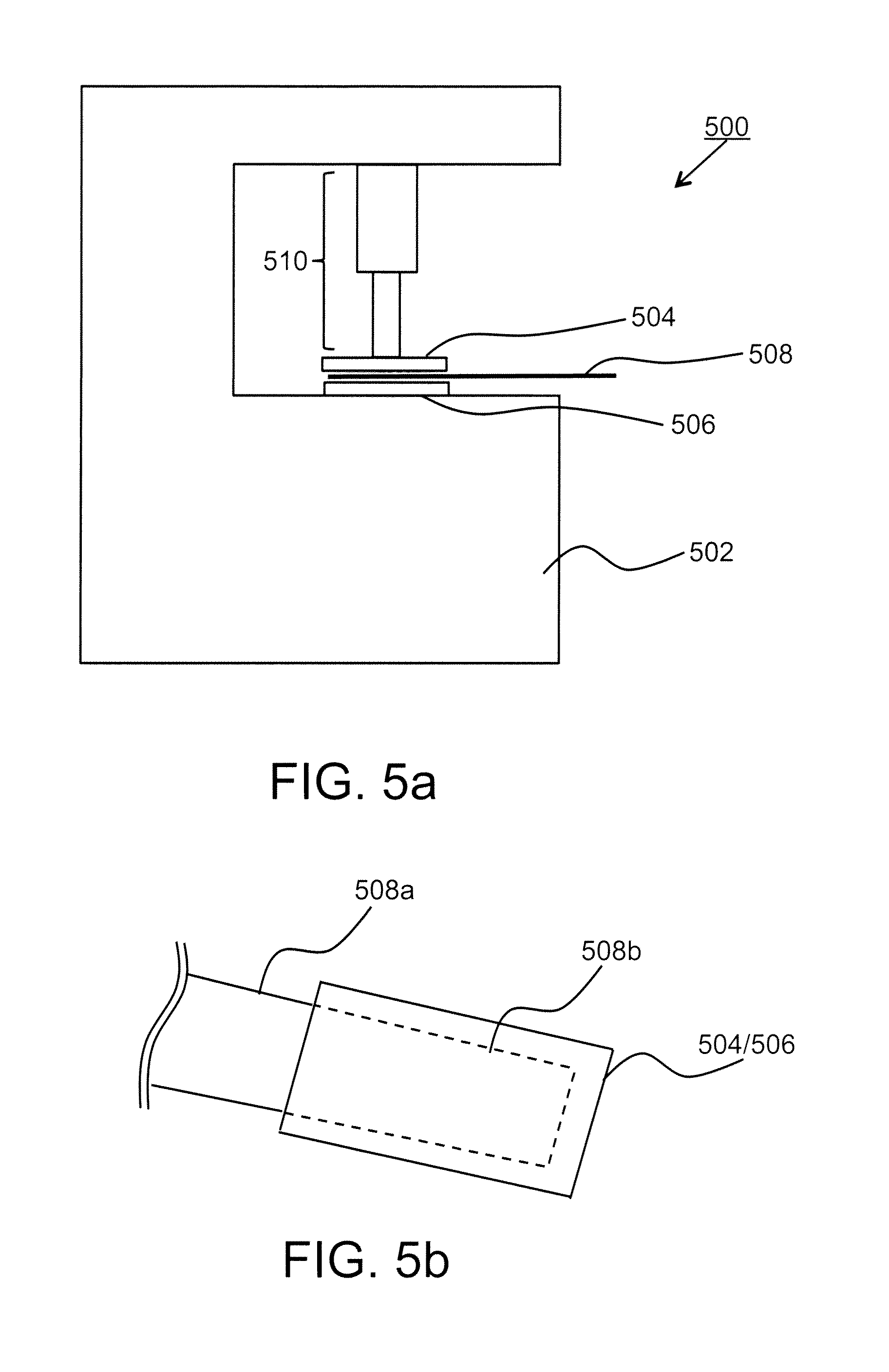
[0048] Referring to FIG. 5a, shown is a simplified side view of a system 500 for post hot-forming processing by conduction heating using heated plates. The system 500 comprises a press 502 having an upper heated plate 504 and a lower heated plate 506. A product 508 that is to be subjected to post hot-forming processing is positioned in the press, such that a first region thereof is disposed between the upper heated plate 504 and the lower heated plate 506. This positioning is illustrated more clearly in FIG. 5b, which shows a first region 508a of the product 508 disposed in a stacked-arrangement between the upper and lower heated plates 504 and 506. A second region 508b, which is adjacent to the first region 508a, is positioned externally with respect to the heated plates 504/506.
[0049] An actuator, for instance a hydraulic cylinder 510, moves the upper heated plate into and out of contact with the first region 508a of the product 508, and additionally applies sufficient pressure to ensure conduction of heat from the upper and lower heated plates 504 and 506 into the first region 508a of the product 508. Optionally, the first region 508a is soaked for a predetermined amount of time after it reaches a desired temperature, prior to the upper heated plate 504 being withdrawn by the action of the actuator 510. Further optionally, the system 500 includes a not illustrated cooling sub-system, which prevents substantial heating of the second region 508b of the product 508.
[0050] The upper and lower heated plates 504 and 506 are fabricated from a suitable, thermally conductive material, such as for instance copper. Although FIGS. 5a and 5b show a product 508 with a substantially flat second region 508b disposed between flat upper and lower heated plates 504 and 506, it is to be understood that optionally the upper and lower heated plates 504 and 506 are shaped with contours matching any contours of the second region 508b of the product 508. In other words, the upper and lower heated plates 504 and 506 may be upper and lower die halves that are similar to the upper die half 106 and a lower die half 108, respectively, used to hot form and press harden the product 110 as described with reference to FIG. 1.
[0051] In order to provide improved clarity, FIG. 5a does not show a power source or electrical wiring extending between the power source and the upper and lower heated plates 504 and 506. Additionally, suitable temperature controllers and/or temperature sensors have been omitted from FIG. 5a. Of course, numerous modifications of the system that is shown in FIG. 5a may be envisaged, such as for instance replacing the hydraulic actuator 510 with another type of actuator, or moving the lower heated plate 506 instead of or in addition to moving the upper heated plate 504, etc.
[0052] Referring now to FIG. 6a, shown is a simplified perspective view of a product 600 that is being subjected to conduction heating using a heated fluid and a suitable contacting medium 602. The product 600 is partially immersed in the heated fluid/contacting medium 602, which is contained within a containing vessel 604. The fluid may be a gas, such as for instance hot compressed air, and the contacting medium may be any suitable particulate such as for instance sand, ceramic or salt. By way of a specific and non-limiting example, the heated fluid/contacting medium 602 is set to a desired temperature between about 370.degree. C. and about 800.degree. C., and in particular in the range of between about 400.degree. C. and about 700.degree. C.
[0053] FIG. 6b is a partial cut away view showing the product 600 being subjected to conduction heating using the heated fluid/contacting medium 602 of FIG. 6a. In particular, a first region 600a of the product 600 is immersed in the heated fluid/contacting medium 602. The first region 600a of the product 600 is left immersed in the heated fluid/contacting medium 602 until the first region 600a reaches the desired temperature in the range of between about 370.degree. C. to about 800.degree. C., and may or may not be soaked at that temperature for a period of time. Optionally, a second region 600b of the product 600 is protected from being heated, for instance using a collar box that is arranged around the second region 600b for cooling/insulating the second region. Optionally, the second region 600b is protected from being heated using a curtain of cooled gas (such as for instance cooled air) or by spraying or misting with a cooling liquid (such as for instance water).
[0054] The product 600 is subsequently removed from the heated fluid/contacting medium 602, and the product 600 is cooled to room temperature. According to one embodiment of the instant invention, the first region 600a is gas-cooled. Optionally, a fixture is used to maintain the dimensions of the product 600 during the cooling process. Further optionally, the first region 600a is cooled using another suitable cooling technique, such as for instance one of gas-blasting, fluidized bed cooling, die cooling, water/mist cooling, and cooling with the use of cooling fans/jets, etc.
[0055] In order to provide improved clarity, FIGS. 6a and 6b do not show an inlet or an outlet of the containing vessel 604, which are used when a flow of the heated fluid is being provided through the containing vessel 604. Additionally, suitable temperature controllers, temperature sensors, compressed air sources, etc. have been omitted from FIGS. 6a and 6b.
[0056] Optionally, the post hot-forming processing is performed using conduction heating in which the product is contacted with hot oil or hot gas, or another suitable solid or fluid medium for transferring heat selectively to the first region that is to become a "soft zone" in the final product. Optionally, the post hot-forming processing is performed using conduction heating in which the product is contacted with one or more of a flame, plasma, microwave radiation, infrared radiation, etc.
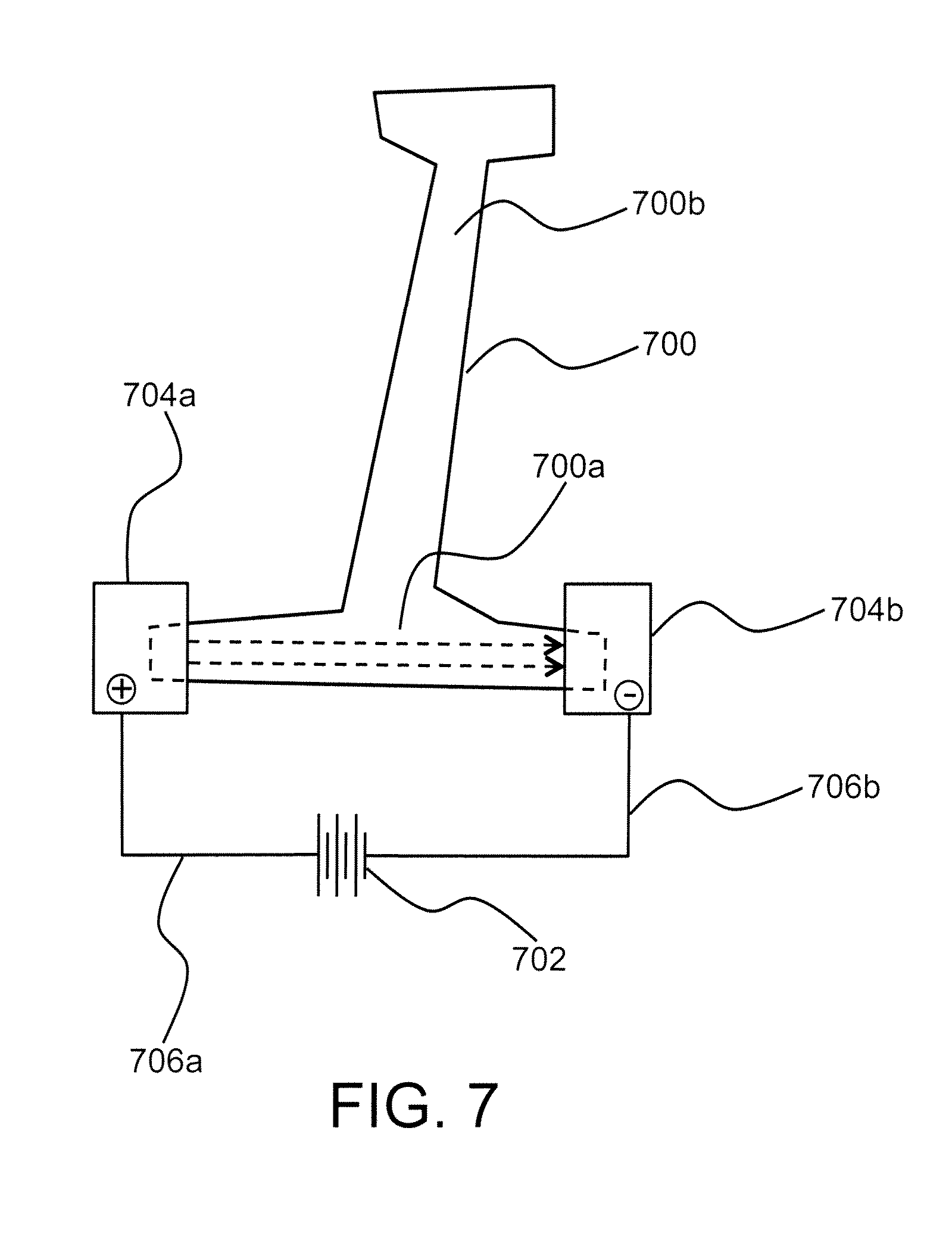
[0057] Referring now to FIG. 7, shown is a simplified diagram of a product 700 being subjected to post hot-forming processing, in which resistance heating is used to heat a first region 700a of the product 700. A power source 702 is electrically coupled to the first region 700a of the product 700 via contacts 704a and 704b and conductors 706a and 706b. In the example that is shown in FIG. 7, the contacts 704a and 704b are electrically conductive clamps.
[0058] During use, electrical current is passed through the first region 700a of the product 700 (as illustrated using dashed arrows in FIG. 7), thereby heating the first region 700a of the product 700 to a desired temperature. By way of a specific and non-limiting example, the first region 700a is heated to a desired temperature between about 370.degree. C. and about 800.degree. C., and in particular in the range of between about 400.degree. C. and about 700.degree. C. Optionally, the second region 700b is protected from being heated, such as for instance by using a curtain of cooled gas (e.g., cooled air) or by spraying or misting with a cooling liquid (i.e., water).
[0059] Referring now to FIGS. 8a and 8b, shown are simplified diagrams of a product 800 being subjected to post hot-forming processing, in which induction heating is used to heat a first portion 800a of the product 800. FIGS. 9a and 9b are simplified diagrams of a product 900 being subjected to post hot-forming processing, in which induction heating is used to heat a first portion 900a of the product 900.
[0060] In general, induction heating is the process of heating an electrically conducting object by electromagnetic induction, where eddy currents are generated within the object and resistance leads to Joule heating. Induction heating can produce high power densities, which allow short interaction times to reach the desired temperature. This gives tight control of the heating pattern, with the pattern following the applied magnetic field quite closely and allows reduced thermal distortion and damage. The depth of induction heating can be controlled through the choice of induction-frequency, power-density, and interaction time.
[0061] Referring now specifically to FIG. 8a, a system is shown for heating the first portion 800a of the product 800 by induction heating using a pair of induction coils 802 and 804. The induction coils 802 and 804 are disposed, one each, along opposite sides of the first portion 800a of the product 800.
[0062] Referring now to FIG. 8b, a system is shown for heating the first portion 800a of the product 800 by induction heating using a single induction coil 806. As is shown in FIG. 8b, the induction coil 806 encircles the first portion 800a of the product 800.
[0063] Referring now to FIG. 9a, a system is shown for heating the first portion 900a of the product 900 by induction heating using induction plates 904 and 906.
[0064] FIG. 9b is a simplified side view showing the first portion 900a of the product 900 being heated by induction heating using the induction plates 904 and 906 of the system of FIG. 9a.
[0065] Referring now to FIG. 10, shown is a simplified flow diagram of a method according to an embodiment of the instant invention. At 1000 an initial blank is subjected to a hot forming and press hardening operation to form a product with substantially a uniform first tensile strength. At 1002 the product is subjected to post hot-forming processing. The post hot-forming processing includes selectively heating a first region of the product to above a known temperature, while simultaneously maintaining below the known temperature a second region of the product that is adjacent to the first region, and then cooling the first region such that the first region attains a second tensile strength that is substantially less than the first tensile strength.
[0066] Referring now to 11, shown is a simplified flow diagram of a method according to an embodiment of the instant invention. At 1100 the initial blank is heated to an austenitizing temperature. At 1102 the initial blank is hot-shaped in a cooled pair of dies to form the product. At 1104 the product is cooled during a first period of time, using a rate of cooling that is sufficiently rapid to support formation of a martensitic structure within substantially the entire product. At 1106 a first portion of the product is subjected to post hot-forming processing, comprising selectively heating the first portion of the product to a known temperature that is less than the austenitizing temperature, while simultaneously maintaining below the known temperature a second portion of the product that is adjacent to the first portion. At 1108 the product is cooled such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite.
[0067] Referring now to FIG. 12, shown is a simplified flow diagram of a method according to an embodiment of the instant invention. The initial blank is provided at 1200. At 1202 the initial blank is heated to the austenite state. At 1204 the initial blank is hot-shaped in a cooled pair of dies so as to form the product. At 1206 the entire product is hardened, while it is still inside the pair of dies, by cooling the product using a rate of cooling that is sufficiently fast to form a martensitic structure. At 1208 one of conduction heating, resistance heating and induction heating is used to heat a first portion of the product to at least a predetermined first temperature, while at the same time maintaining a second portion of the product below a predetermined second temperature that is lower than the first temperature. At 1210 the product is cooled such that tempered martensite is formed within the first portion of the product while at the same time the second portion of the product remains substantially free of tempered martensite. In a product that is formed according to the method that is described with reference to FIG. 12, a tensile strength of the first portion of the product is less than a tensile strength of the second portion of the product.
[0068] Numerous other embodiments may be envisaged without departing from the scope of the instant invention.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
D00009
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.