Method Of Controlling And Refining Final Grain Size In Supersolvus Heat Treated Nickel-base Superalloys
Mourer; David Paul ; et al.
U.S. patent application number 12/494896 was filed with the patent office on 2010-12-30 for method of controlling and refining final grain size in supersolvus heat treated nickel-base superalloys. This patent application is currently assigned to GENERAL ELECTRIC COMPANY. Invention is credited to Kenneth Rees Bain, David Paul Mourer.
| Application Number | 20100329883 12/494896 |
| Document ID | / |
| Family ID | 42797247 |
| Filed Date | 2010-12-30 |






| United States Patent Application | 20100329883 |
| Kind Code | A1 |
| Mourer; David Paul ; et al. | December 30, 2010 |
METHOD OF CONTROLLING AND REFINING FINAL GRAIN SIZE IN SUPERSOLVUS HEAT TREATED NICKEL-BASE SUPERALLOYS
Abstract
A gamma prime precipitation-strengthened nickel-base superalloy and method of forging an article from the superalloy to promote a low cycle fatigue resistance and high temperature dwell behavior of the article. The superalloy has a composition of, by weight, 16.0-22.4% cobalt, 6.6-14.3% chromium, 2.6-4.8% aluminum, 2.4-4.6% titanium, 1.4-3.5% tantalum, 0.9-3.0% niobium, 1.9-4.0% tungsten, 1.9-3.9% molybdenum, 0.0-2.5% rhenium, greater than 0.05% carbon, at least 0.1% hafnium, 0.02-0.10% boron, 0.03-0.10% zirconium, the balance nickel and incidental impurities. A billet is formed of the superalloy and worked at a temperature below the gamma prime solvus temperature of the superalloy so as to form a worked article, which is then heat treated above the gamma prime solvus temperature of the superalloy to uniformly coarsen the grains of the article, after which the article is cooled to reprecipitate gamma prime. The article has an average grain size of not coarser than ASTM 7 and is substantially free of critical grain growth.
| Inventors: | Mourer; David Paul; (Beverly, MA) ; Bain; Kenneth Rees; (Loveland, OH) |
| Correspondence Address: |
HARTMAN AND HARTMAN, P.C.
552 EAST 700 NORTH
VALPARAISO
IN
46383
US
|
| Assignee: | GENERAL ELECTRIC COMPANY Schenectady NY |
| Family ID: | 42797247 |
| Appl. No.: | 12/494896 |
| Filed: | June 30, 2009 |
| Current U.S. Class: | 416/241R ; 148/538; 148/556; 148/677; 148/707; 419/28 |
| Current CPC Class: | C22C 19/056 20130101; C22C 19/057 20130101; F05B 2230/21 20130101; C22F 1/10 20130101; C22C 19/03 20130101 |
| Class at Publication: | 416/241.R ; 148/677; 148/707; 148/538; 148/556; 419/28 |
| International Class: | F01D 5/28 20060101 F01D005/28; C22F 1/10 20060101 C22F001/10; C22F 1/16 20060101 C22F001/16; B22D 25/06 20060101 B22D025/06; B22F 3/24 20060101 B22F003/24 |
Claims
1. A method of forming an article from a gamma prime precipitation-strengthened nickel-base superalloy having a gamma prime solvus temperature, the method comprising the steps of: formulating the gamma prime precipitation-strengthened nickel-base superalloy to have a composition of, by weight, about 16.0-22.4% cobalt, about 6.6-14.3% chromium, about 2.6-4.8% aluminum, about 2.4-4.6% titanium, about 1.4-3.5% tantalum, about 0.9-3.0% niobium, about 1.9-4.0% tungsten, about 1.9-3.9% molybdenum, about 0.0-2.5% rhenium, greater than 0.05% carbon, at least 0.1% hafnium, about 0.02-0.10% boron, about 0.03-0.10% zirconium, the balance nickel and incidental impurities; forming a billet of the superalloy; working the billet at a temperature below the gamma prime solvus temperature of the superalloy so as to form a worked article, wherein the billet is worked to undergo deformation and to achieve a maximum strain rate that is below an upper strain rate limit to avoid critical grain growth yet sufficiently high to control average grain size; heat treating the worked article at a temperature above the gamma prime solvus temperature of the superalloy for a duration sufficient to uniformly coarsen the grains of the worked article; and cooling the worked article at a rate sufficient to reprecipitate gamma prime within the worked article, wherein the worked article has an average grain size of not coarser than ASTM 7 and is substantially free of grains in excess of three ASTM units coarser than the average grain size.
2. The method according to claim 1, wherein the forming step comprises a process chosen from the group consisting of powder metallurgy, cast and wrought, and spraycast forming techniques.
3. The method according to claim 1, wherein the forming step comprises hot isostatic pressing or extrusion consolidation of a powder of the superalloy to form the billet.
4. The method according to claim 1, wherein the superalloy contains greater than 0.1 weight percent carbon.
5. The method according to claim 1, wherein the superalloy contains greater than 0.1 weight percent up to about 0.125 weight percent carbon.
6. The method according to claim 1, wherein the superalloy contains 0.1 to 0.6 weight percent hafnium.
7. The worked article formed by the method of claim 1, wherein the worked article is a component chosen from the group consisting of turbine disks and compressor disks and blisks of gas turbine engines.
8. The method according to claim 1, wherein the maximum strain rate is at least 0.003 per second.
9. The method according to claim 8, wherein the worked article has an average grain size of not coarser than ASTM 8.
10. The worked article formed by the method of claim 9, wherein the worked article is a component chosen from the group consisting of turbine disks and compressor disks and blisks of gas turbine engines.
11. The method according to claim 1, wherein the maximum strain rate is at least 0.03 per second.
12. The method according to claim 11, wherein the worked article has an average grain size of not coarser than ASTM 8.
13. The worked article formed by the method of claim 12, wherein the worked article is a component chosen from the group consisting of turbine disks and compressor disks and blisks of gas turbine engines.
14. A method of forming an article from a gamma prime precipitation-strengthened nickel-base superalloy having a gamma prime solvus temperature, the method comprising the steps of: formulating the gamma prime precipitation-strengthened nickel-base superalloy to have a composition of, by weight, about 16.0-22.4% cobalt, about 6.6-14.3% chromium, about 2.6-4.8% aluminum, about 2.4-4.6% titanium, about 1.4-3.5% tantalum, about 0.9-3.0% niobium, about 1.9-4.0% tungsten, about 1.9-3.9% molybdenum, about 0.0-2.5% rhenium, greater than 0.05% to about 0.125% carbon, about 0.1-0.6% hafnium, about 0.02-0.10% boron, about 0.03-0.10% zirconium, the balance nickel and incidental impurities; forming a billet of the superalloy to have a fine grain size; working the billet at a temperature below the gamma prime solvus temperature of the superalloy so as to form a worked article, the working step being performed so that the billet undergoes non-superplastic deformation and achieves a maximum strain rate that is below an upper strain rate limit to avoid critical grain growth yet sufficiently high to control average grain size, wherein the maximum strain rate is at least 0.03 per second; heat treating the worked article at a temperature above the gamma prime solvus temperature of the superalloy for a duration sufficient to uniformly coarsen the grains of the worked article; and cooling the worked article at a rate sufficient to reprecipitate gamma prime within the worked article, wherein the worked article has an average grain size of not coarser than ASTM 7 and is substantially free of grains in excess of two ASTM units coarser than the average grain size.
15. The method according to claim 14, wherein the superalloy contains greater than 0.10 weight percent carbon.
16. The method according to claim 14, wherein the worked article has an average grain size of not coarser than ASTM 8.
17. The worked article formed by the method of claim 16, wherein the worked article is a component chosen from the group consisting of turbine disks and compressor disks and blisks of gas turbine engines.
18. The method according to claim 14, wherein the maximum strain rate is at least 0.03 to about 0.3 per second.
19. The method according to claim 18, wherein the worked article has an average grain size of not coarser than ASTM 8.
20. The worked article formed by the method of claim 19, wherein the worked article is a component chosen from the group consisting of turbine disks and compressor disks and blisks of gas turbine engines.
Description
BACKGROUND OF THE INVENTION
[0001] The present invention generally relates to nickel-base superalloys and methods for processing such superalloys. More particularly, this invention relates to a nickel-base superalloy and a method of forging an article from the nickel-base superalloy to promote a more controlled grain growth during supersolvus heat treatment, such that the article is characterized by a microstructure with a finer uniform grain size and exhibits improved low cycle fatigue behavior.
[0002] The turbine section of a gas turbine engine is located downstream of a combustor section and contains a rotor shaft and one or more turbine stages, each having a turbine disk (rotor) mounted or otherwise carried by the shaft and turbine blades mounted to and radially extending from the periphery of the disk. Components within the combustor and turbine sections are often formed of superalloy materials in order to achieve acceptable mechanical properties while at elevated temperatures resulting from the hot combustion gases. Higher compressor exit temperatures in modern high pressure ratio gas turbine engines can also necessitate the use of high performance nickel superalloys for compressor disks, blisks, and other components. Suitable alloy compositions and microstructures for a given component are dependent on the particular temperatures, stresses, and other conditions to which the component is subjected. For example, airfoil components such as blades and vanes are often formed of equiaxed, directionally solidified (DS), or single crystal (SX) superalloys, whereas turbine disks are typically formed of superalloys that must undergo carefully controlled forging, heat treatments, and surface treatments such as peening to produce a polycrystalline microstructure having a controlled grain structure and desirable mechanical properties.
[0003] Turbine disks are often formed of gamma prime (.gamma.') precipitation-strengthened nickel-base superalloys (hereinafter, gamma prime nickel-base superalloys) containing chromium, tungsten, molybdenum, rhenium and/or cobalt as principal elements that combine with nickel to form the gamma (.gamma.) matrix, and contain aluminum, titanium, tantalum, niobium, and/or vanadium as principal elements that combine with nickel to form the desirable gamma prime precipitate strengthening phase, principally Ni.sub.3(Al,Ti). Particularly notable gamma prime nickel-base superalloys include Rene 88DT (R88DT; U.S. Pat. No. 4,957,567 to Krueger et al.) and Rene 104 (R104; U.S. Pat. No. 6,521,175 to Mourer et al.), as well as certain nickel-base superalloys commercially available under the trademarks Inconel.RTM., Nimonic.RTM., and Udimet.RTM.. R88DT has a composition of, by weight, about 15.0-17.0% chromium, about 12.0-14.0% cobalt, about 3.5-4.5% molybdenum, about 3.5-4.5% tungsten, about 1.5-2.5% aluminum, about 3.2-4.2% titanium, about 0.5.0-1.0% niobium, about 0.010-0.060% carbon, about 0.010-0.060% zirconium, about 0.010-0.040% boron, about 0.0-0.3% hafnium, about 0.0-0.01 vanadium, and about 0.0-0.01 yttrium, the balance nickel and incidental impurities. R104 has a nominal composition of, by weight, about 16.0-22.4% cobalt, about 6.6-14.3% chromium, about 2.6-4.8% aluminum, about 2.4-4.6% titanium, about 1.4-3.5% tantalum, about 0.9-3.0% niobium, about 1.9-4.0% tungsten, about 1.9-3.9% molybdenum, about 0.0-2.5% rhenium, about 0.02-0.10% carbon, about 0.02-0.10% boron, about 0.03-0.10% zirconium, the balance nickel and incidental impurities. Another notable gamma prime nickel-base superalloy is disclosed in European Patent Application EP1195446, and has a composition of, by weight, about 14-23% cobalt, about 11-15% chromium, about 0.5-4% tantalum, about 0.5-3% tungsten, about 2.7-5% molybdenum, about 0.25-3% niobium, about 3-6% titanium, about 2-5% aluminum, up to about 2.5% rhenium, up to about 2% vanadium, up to about 2% iron, up to about 2% hafnium, up to about 0.1% magnesium, about 0.015-0.1% carbon, about 0.015-0.045% boron, about 0.015-0.15% zirconium, the balance nickel and incidental impurities.
[0004] Disks and other critical gas turbine engine components are often forged from billets produced by powder metallurgy (P/M), conventional cast and wrought processing, and spraycast or nucleated casting forming techniques. Gamma prime nickel-base superalloys formed by powder metallurgy are particularly capable of providing a good balance of creep, tensile, and fatigue crack growth properties to meet the performance requirements of turbine disks and certain other gas turbine engine components. In a typical powder metallurgy process, a powder of the desired superalloy undergoes consolidation, such as by hot isostatic pressing (HIP) and/or extrusion consolidation. The resulting billet is then isothermally forged at temperatures slightly below the gamma prime solvus temperature of the alloy to approach superplastic forming conditions, which allows the filling of the die cavity through the accumulation of high geometric strains without the accumulation of significant metallurgical strains. These processing steps are designed to retain the fine grain size originally within the billet (for example, ASTM 10 to 13 or finer), achieve high plasticity to fill near-net-shape forging dies, avoid fracture during forging, and maintain relatively low forging and die stresses. (Reference throughout to ASTM grain sizes is in accordance with the scale established in ASTM Standard E 112.) In order to improve fatigue crack growth resistance and mechanical properties at elevated temperatures, these alloys are then heat treated above their gamma prime solvus temperature (generally referred to as supersolvus heat treatment), to cause significant, uniform coarsening of the grains.
[0005] Forged gas turbine engine components often contain grains with sizes of about ASTM 9 and coarser, such as ASTM 2 to 9, though a much tighter range is typically preferred, such as grain sizes within a limited range of 2 to 3 ASTM units. Such a limited range can be considered uniform, which as used herein refers to grain size and growth characterized by the substantial absence of non-uniform critical grain growth. As used herein, critical grain growth (CGG) refers to localized excessive grain growth in an alloy that results in the formation of grains outside typical uniform grain size distributions whose size sufficiently exceeds the average grain size in the alloy (such as regions as coarse as ASTM 00 in a field of ASTM 6-10) to negatively affect the low cycle fatigue (LCF) properties of an article formed from the alloy, manifested by early preferential crack nucleation in the CGG regions. Critical grain growth can also have a negative impact on other mechanical properties, such as tensile strength. Critical grain growth occurs during supersolvus heat treatment following hot forging operations in which a wide range of local strains and strain rates are introduced into the material. Though not wishing to be held to any particular theory, critical grain growth is believed to be driven by excessive stored energy within the worked article, and may involve individual grains, multiple individual grains within a small region, or large areas of adjacent grains. The grain diameters of the effected grains are often substantially coarser than the desired grain size. Disks and other critical gas turbine engine components forged from billets produced by powder metallurgy and extrusion consolidation have appeared to exhibit a lesser propensity for critical grain growth than if forged from billets produced by conventional cast and wrought processing or spraycast forming techniques, but in any event are susceptible to critical grain growth during supersolvus heat treatment.
[0006] The above-noted U.S. Pat. No. 4,957,567 to Krueger et al. teaches a process for eliminating critical (abnormal) grain growth in fine grained component formed of R88DT by controlling the localized strain rates experienced during the hot forging operation. Strain rate is defined as the instantaneous rate of change of geometric strain with time. Krueger et al. teach that local strain rates must generally remain below a critical value, {dot over (.epsilon.)}.sub.c, in order to avoid detrimental critical grain growth during subsequent supersolvus heat treatment. According to Krueger et al., the maximum strain rate is composition, microstructure, and temperature dependent, and can be determined for a given superalloy by deforming test samples under various strain rate conditions, followed by a suitable supersolvus heat treatment. The maximum (critical) strain rate is then defined as the strain rate that, if exceeded during deformation and working of a superalloy and accompanied by a sufficient amount of total strain, will result in critical grain growth after supersolvus heat treatment.
[0007] Another processing limitation identified by Krueger et al. as avoiding critical grain growth in a nickel-base superalloy having a gamma prime content of, for example, 30-46 volume percent and higher, is to ensure superplastic deformation of the billet during forging. For this purpose, the billet is processed to have a fine grain microstructure that achieves a minimum strain rate sensitivity (m) of about 0.3 or greater for the superalloy within the forging temperature and strain rate ranges. As known in the art, the ability of a fine grain billet to deform superplastically is dependent on strain rate sensitivity, and superplastic materials exhibit a low flow stress as represented by the following equation:
.sigma.=K{dot over (.epsilon.)}.sup.m
where .sigma. is the flow stress, K is a constant, {dot over (.epsilon.)} is the strain rate, and m is the strain rate sensitivity, with higher values of m corresponding to greater superplasticity.
[0008] Further improvements in the control of final grain size have been achieved with the teachings of commonly-assigned U.S. Pat. No. 5,529,643 to Yoon et al. and U.S. Pat. No. 5,584,947 to Raymond et al. In addition to the requirement for superplasticity during forging (in other words, maintaining a high m value), Raymond et al. teach the importance of a maximum strain rate in combination with chemistry control, particularly the carbon and/or yttrium content of the alloy to achieve grain boundary pinning in alloys having a gamma prime content of up to 65 volume percent. In a particular example, Raymond et al. cites an upper limit strain rate of below about 0.032 per second (s.sup.-1) for R88DT (identified by Raymond et al. as Alloy D). In addition to maintaining a high m value, Yoon et al. also identifies a maximum strain rate of not more than about 0.032 s.sup.-1, particularly in reference to forging R88DT (identified in Yoon et al. as Alloy A). Yoon et al. further place an upper limit on the maximum strain rate gradient during forging, and requires extended annealing of the forging at a subsolvus temperature to remove stored strain energy prior to performing a supersolvus heat treatment. Finally, Yoon et al. achieve optimum superplasticity by forming the billet to have a grain size of finer than about ASTM 12, and maintaining the billet microstructure to achieve a minimum strain rate sensitivity of about m=0.3 within the forging temperature range.
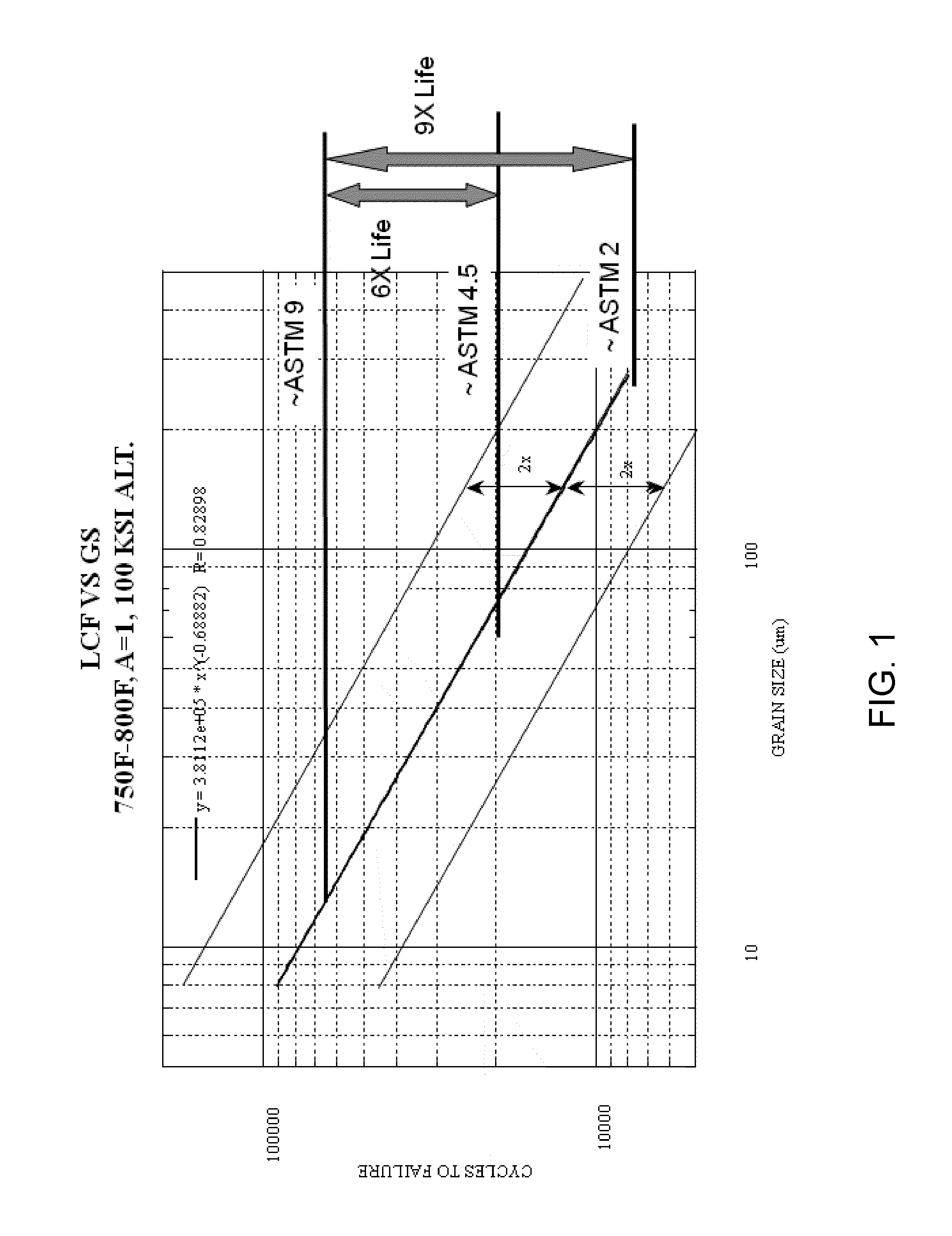
[0009] In addition to the absence of critical grain growth, mechanical properties of components forged from fine grain nickel-base superalloys further benefit from improved control of the grain size distribution to achieve a distribution and average grain size that are, respectively, as narrow and fine as possible. Such a capability is particularly beneficial for high temperature, high gamma prime content (e.g., about 30 volume percent and above) superalloys, such as R88DT and R104, for which a desired uniform grain size is generally not coarser than ASTM 6 for gas turbine disks. Though prior forging practices of the type described above have achieved grain sizes in a range of ASTM 5 to 8, less than optimal mechanical properties can still result. For example, FIG. 1 is a graph evidencing that low cycle fatigue life tends to decrease with coarser average grain sizes, even if uniform. The impact of average grain size on low cycle fatigue properties of supersolvus heat treated P/M superalloys is most apparent at low to intermediate temperatures, such as in a range of about 400.degree. F. to about 800.degree. F. (about 200.degree. C. to about 425.degree. C.) for R104. While the overall temperature capability and balance of properties that R104 and other P/M alloys offer are very attractive and relied on for the most advanced current engine applications, even more benefit from these alloys could be obtained if their low cycle fatigue properties and tensile behavior at low to intermediate temperatures could be improved.
BRIEF DESCRIPTION OF THE INVENTION
[0010] The present invention provides a gamma prime precipitation-strengthened nickel-base superalloy and a method of forging an article from the superalloy to promote a more controlled grain growth during supersolvus heat treatment, such that the article is characterized by a microstructure with a finer uniform grain size and exhibits improved low cycle fatigue behavior.
[0011] The method includes formulating the superalloy to have a composition of, by weight, about 16.0-22.4% cobalt, about 6.6-14.3% chromium, about 2.6-4.8% aluminum, about 2.4-4.6% titanium, about 1.4-3.5% tantalum, about 0.9-3.0% niobium, about 1.9-4.0% tungsten, about 1.9-3.9% molybdenum, about 0.0-2.5% rhenium, greater than 0.05% and in certain embodiments greater than 0.1% carbon, at least 0.1% hafnium, about 0.02-0.10% boron, about 0.03-0.10% zirconium, the balance nickel and incidental impurities. The superalloy is similar in composition to R104, with the notable exceptions that R104 does not contain hafnium and has a carbon content of 0.02-0.10 weight percent. A billet is formed of the superalloy and worked at a temperature below the gamma prime solvus temperature of the superalloy so as to form a worked article. In particular, the billet is worked while maintaining strain rates as high as possible to control average grain size, but below an upper strain rate limit of greater than 0.03 per second to avoid critical grain growth. The worked article is then heat treated at a temperature above the gamma prime solvus temperature of the superalloy for a duration sufficient to uniformly coarsen the grains of the worked article, after which the worked article is cooled at a rate sufficient to reprecipitate gamma prime within the worked article. The cooled worked article has an average grain size of not coarser than ASTM 7 and preferably not coarser than ASTM 8, and is substantially free of grains in excess of three ASTM units coarser than the average grain size.
[0012] In view of the above, the superalloy has a sufficiently high carbon content and is forged at sufficiently high local strain rates so that, following a supersolvus heat treatment, the resulting forged component is characterized by a fine and substantially uniform grain size distribution. Also preferably avoided is critical grain growth that would produce individual grains or small regions of grains having grain sizes of more than five and preferably three ASTM units coarser than the average grain size in the component, or large regions that are uniform in grain size but with a grain size coarser than a desired grain size range of about two ASTM units. As a result, the forged component is capable of exhibiting improved mechanical properties, particularly low cycle fatigue behavior. Though not wishing to be held to any particular theory, it is believed that formulating a superalloy to have a chemistry similar to R104 but formulated to contain relatively high carbon levels, especially carbon levels above the upper limit of R104 (0.10 weight percent), allows the use of high strain rates, resulting in a forged component capable of exhibiting a more refined average grain size and substantially free of critical grain growth, which together improve the low cycle fatigue life of the component. Low cycle fatigue life can be particularly improved within a temperature range of about 400.degree. F. to about 800.degree. F. (about 200.degree. C. to about 425.degree. C.) relative to R104 with a conventional carbon content of up to 0.10 weight percent. Other benefits of the finer average grain size achieved with this invention include improved sonic inspection capability due to lower sonic noise, and improved yield behavior in service due to improved yield strength with finer grain size.
[0013] Other aspects and advantages of this invention will be better appreciated from the following detailed description.
BRIEF DESCRIPTION OF THE DRAWINGS
[0014] FIG. 1 is a schematic graph representing low cycle fatigue versus average grain size data for a variety of nickel-base superalloys.
[0015] FIG. 2 is a perspective view of a turbine disk of a type used in gas turbine engines.
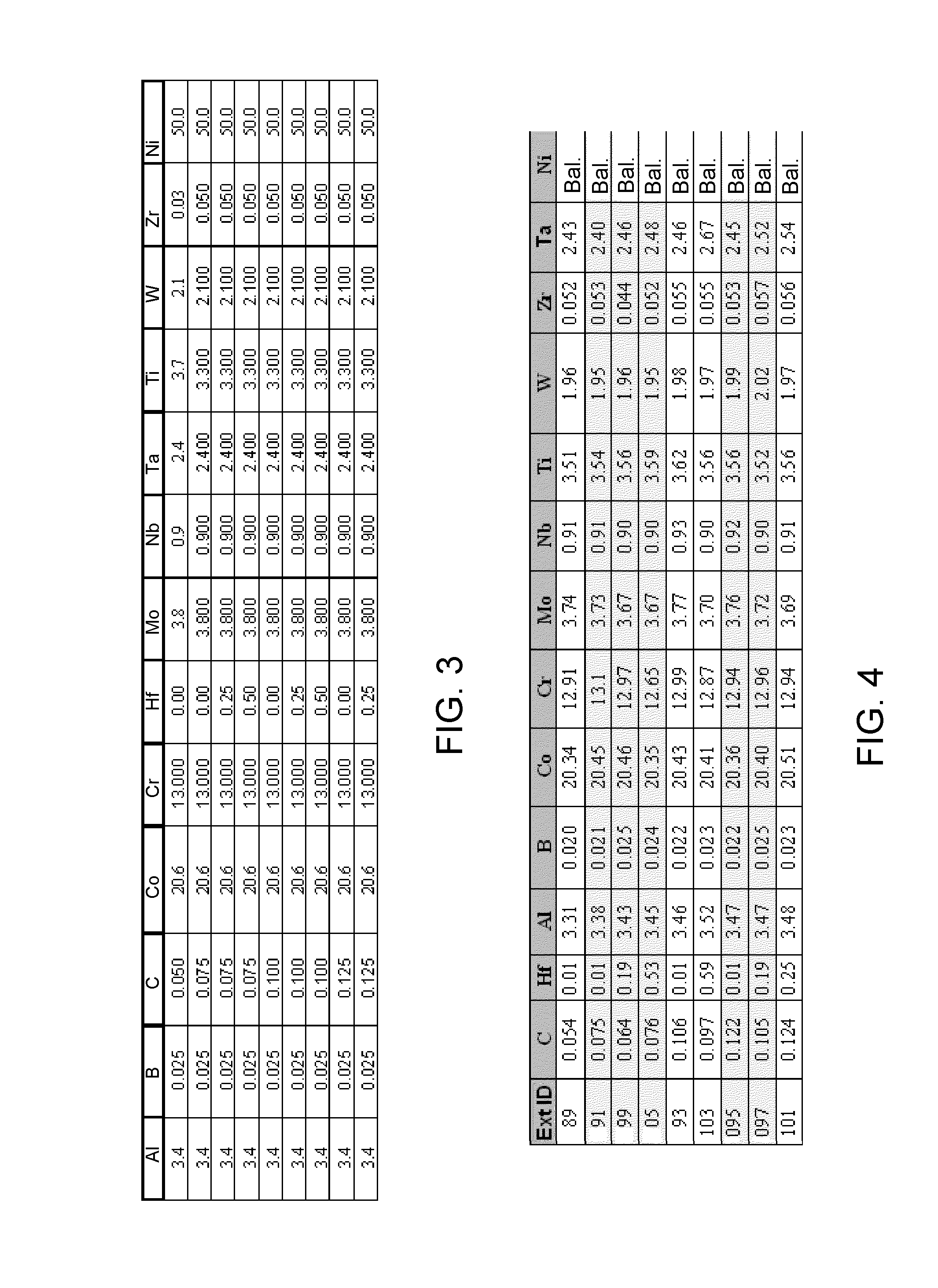
[0016] FIG. 3 is a table listing a series of nickel-base superalloy compositions initially identified to evaluate the effects of carbon and hafnium contents on the low cycle fatigue behavior and hold time fatigue crack growth rate behavior.
[0017] FIG. 4 is a table listing a series of nickel-base superalloy compositions obtained and thermomechanically processed under various conditions, including those in accordance with embodiments of the present invention.
[0018] FIG. 5 is a table listing the compositions of FIG. 4 and average grain size resulting from the use of different forging conditions.
[0019] FIG. 6 shows four scanned images of two specimens from FIG. 4.
[0020] FIG. 7 is a graph plotting average grain size versus carbon content, forging temperature, and forging rate for R104 and the specimens of FIG. 4.
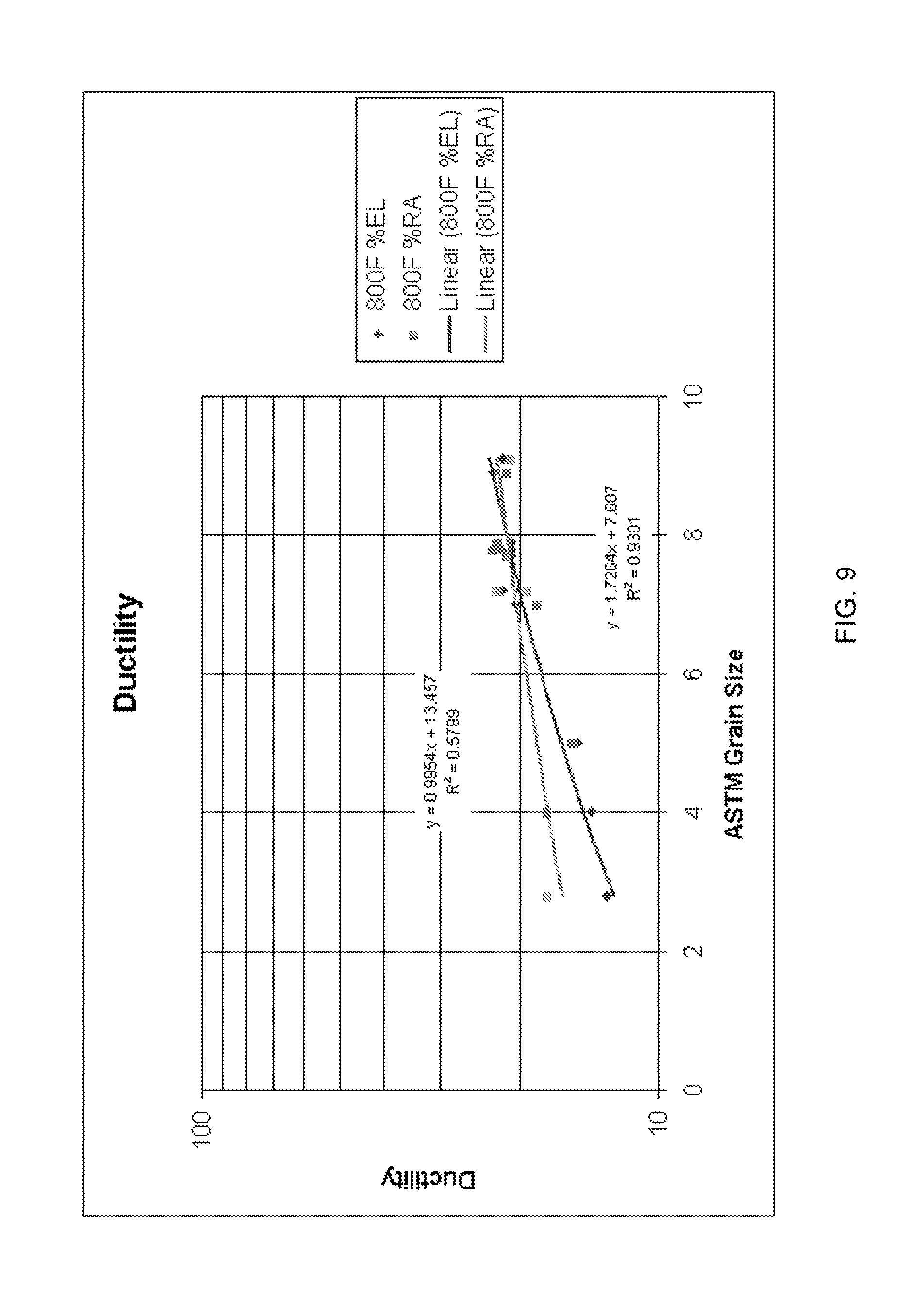
[0021] FIGS. 8 and 9 are graphs plotting the tensile strength behavior of three specimens of FIG. 5 versus ASTM grain size whose variation was achieved by the use of carbide enhanced grain size control.
DETAILED DESCRIPTION OF THE INVENTION
[0022] The present invention is directed to gamma prime nickel-base superalloys, and particular those suitable for components produced by a hot working (e.g., forging) operation to have a polycrystalline microstructure. A particular example represented in FIG. 2 is a high pressure turbine disk 10 for a gas turbine engine. The invention will be discussed in reference to processing of a high-pressure turbine disk for a gas turbine engine, though those skilled in the art will appreciate that the teachings and benefits of this invention are also applicable to compressor disks and blisks of gas turbine engines, as well as numerous other components that are subjected to stresses at high temperatures and require low cycle fatigue and high temperature dwell capabilities.
[0023] Disks of the type shown in FIG. 2 are typically produced by isothermally forging a fine-grained billet formed by powder metallurgy (PM), a cast and wrought processing, or a spraycast or nucleated casting type technique. Such processes are carried out to yield a billet with a fine grain size, typically about ASTM 10 or finer, to achieve low flow stresses during forging. In a preferred embodiment utilizing a powder metallurgy process, the billet can be formed by consolidating a superalloy powder, such as by hot isostatic pressing (HIP) or extrusion consolidation. The billet is typically forged at a temperature at or near the recrystallization temperature of the alloy but less than the gamma prime solvus temperature of the alloy, and under conditions to enable filling of the forging die cavity through the accumulation of high geometric strains without the accumulation of significant metallurgical strains. While superplastic forming conditions (corresponding to a strain rate sensitivity (m) of 0.3 or higher at the forging temperature) are often employed for this purpose, an aspect of the invention is that the billet can be worked without the forging process being fully superplastic, i.e., at strain rate sensitivity values of less than about 0.3, for example, non-superplastically at a strain rate sensitivity value of about 0.2 at the working (e.g., forging) temperature. After forging, a supersolvus (solution) heat treatment is performed, during which grain growth occurs. The supersolvus heat treatment is performed at a temperature above the gamma prime solvus temperature (but below the incipient melting temperature) of the superalloy to recrystallize the worked grain structure and dissolve (solution) the gamma prime precipitates in the superalloy. Following the supersolvus heat treatment, the component is cooled at an appropriate rate to re-precipitate gamma prime within the gamma matrix or at grain boundaries, so as to achieve the particular mechanical properties desired. The component may also be aged using known techniques with a short stress relief cycle at a temperature above the aging temperature of the alloy if desirable to reduce residual stresses.
[0024] In the case of the nickel-base superalloy R104, a supersolvus heat treatment of a type described above has typically yielded an acceptable but not wholly optimal average grain size range of about ASTM 5 to 7, with the result that the low cycle fatigue behavior of the resulting turbine disk is less than optimal, particularly at temperatures of about 400.degree. F. to about 800.degree. F. (about 200.degree. C. to about 425.degree. C.). The present invention provides modifications to the chemistry of R104 to control and limit grain growth during supersolvus heat treatment to achieve and maintain a finer grain size following supersolvus heat treatment, as well as avoid critical grain growth. According to one aspect of the invention, a finer and more controllable average grain size can be achieved by modifying the R104 alloy to have a relatively high carbon content, for example, greater than 0.05 weight percent carbon and in some cases greater than 0.1 weight percent carbon. According to a second aspect of the invention, improved high temperature dwell behavior can be achieved by modifying the R104 alloy to contain at least 0.1 weight percent hafnium. According to additional aspects of the invention, grain refinement can be further promoted by utilizing relatively high strain rates and relatively low temperatures during forging. The teachings of U.S. Pat. Nos. 4,957,567 to Krueger et al., 5,529,643 to Yoon et al., and 5,584,947 to Raymond et al. are incorporated herein by reference, particularly regarding the use of high strain rates during forging and the placement of an upper limit on the strain rate (critical strain rate) to avoid critical grain growth during supersolvus heat treatment.
[0025] In an investigation leading to the present invention, a series of targeted alloy compositions were defined (by weight percent) as set forth in a table in FIG. 3. For reference, the first two compositions listed in the table fall within the disclosed range for R104. The targeted compositions reflect the intent to evaluate alloys with carbon contents at and above the maximum carbon content of 0.1 weight percent for R104, as well as additions of hafnium. On the basis of these targeted compositions, nine alloys were procured whose actual chemistries are indicated in a table in FIG. 4. Processing of the alloys included consolidating a powder of the alloy compositions to produce multiple billets of each alloy, which were then hot worked (forged) followed by a supersolvus heat treatment. Two sets of forging conditions were used. A first, referred to as "Hot/Slow" in FIG. 5, entailed forging conditions that included a maximum strain rate of about 0.003/sec at a forging temperature of about 2060.degree. F. (about 1130.degree. C.). The second, referred to as "Conventional" in FIG. 5, entailed forging conditions that included a conventional maximum strain rate of about 0.03/sec at a forging temperature of about 1925.degree. F. (about 1050.degree. C.). The supersolvus heat treatments were performed at a temperature of about 2140.degree. F. (about 1170.degree. C.), which is above the gamma prime solvus temperature (but below the incipient melting temperature) of R104. During the heat treatment, the worked grain structures of the forged specimens were recrystallized and the gamma prime precipitates were dissolved (solutioned).
[0026] Following the supersolvus heat treatment, the specimens were cooled at rates that ensured re-precipitation of gamma prime within the gamma matrix or at grain boundaries. A controlled air cooling was employed to yield an approximately constant cooling rate of about 200.degree. F./minute for all specimens. Finally, the specimens were aged at about 1550.degree. F. (about 845.degree. C.) for about four hours, followed by about eight hours at about 1400.degree. F. (about 760.degree. C.).
[0027] As noted above and well known in the art, in addition to grain recrystallization and solutioning gamma prime precipitates, the supersolvus heat treatment also resulted in grain growth (coarsening), typically resulting in grain sizes coarser than the original billet grain size. FIG. 5 indicates the average ASTM grain size observed for each alloy composition. From FIG. 5, it can be seen that the "Hot/Slow" forging method produced significantly coarser grains than the "Conventional" forging method. The finer average grain sizes observed in the latter, which were typically ASTM 8 or finer, would be expected to promote improved mechanical properties of the forged specimens, including low cycle fatigue resistance, tensile strength, fatigue strength, and other mechanical properties desired for a turbine or compressor disk. In addition, uniform average grain sizes within a range of about two or three ASTM units were obtained, which would be further expected to promote the low cycle fatigue resistance and other mechanical properties of the specimens. The absence of excessively large grains caused by critical grain growth was attributed to maintaining strain rates during forging of the specimens below a critical (maximum) strain rate for the superalloy compositions, though at rates higher than those taught by Krueger et al. According to Krueger et al., the critical strain rate of a gamma prime nickel-base superalloy is composition, microstructure, and temperature dependent, and can be determined for a given superalloy by deforming test samples under various strain rate conditions, and then performing suitable supersolvus heat treatments. The critical strain rate is then defined as the strain rate that, if exceeded during deformation and working of a superalloy and accompanied by a sufficient amount of total strain, will result in critical grain growth after supersolvus heat treatment. In the present investigation, it was concluded that the upper strain rate limit for the alloy specimens is greater than 0.03 per second, and possibly as high as 0.32 per second.
[0028] FIG. 6 contains scanned images of two microphotographs of the forged specimen identified as 101B in FIG. 5, as well as scanned images of two microphotographs of a forged R104 specimen. The images evidence that the carbide network within the 101B specimen was significantly increased over that of R104. The increased carbide network was attributed to the high carbon content and the presence of hafnium in the 101B specimen. Without wishing to be held to any particular theory, because hafnium is a strong primary MC carbide former the hafnium content of the 101B specimen may have promoted the formation of highly stable carbides, contributing to high temperature carbide stability and aiding in the ability to control grain size by the dispersion of primary MC carbides in the matrix. FIG. 7 is a plot comparing ASTM average grain size versus carbon content, and evidences the significant influence carbon content had on average grain size in the forged specimens. For example, at forging temperatures of about 2060.degree. F. (about 1130.degree. C.) carbon contents above 0.1 weight percent resulted in average grain sizes of finer than ASTM 7, and at forging temperatures of about 1925.degree. F. (about 1050.degree. C.) carbon contents above 0.05 weight percent and above 0.1 weight percent resulted in average grain sizes of finer than ASTM 8 and ASTM 8.5, respectively. On the basis of FIG. 1, the finer average grain sizes achieved with the higher carbon contents would be expected to correspond to improved low cycle fatigue resistance. FIG. 7 also evidences that significantly finer average grain sizes were obtained by forging at higher maximum strain rates and lower forging temperatures. From these results, it was concluded that finer average grain sizes can be achieved with increasing carbon content above the disclosed upper limit for R104. In part, the effect of the increased carbon content is believed to be an increased pinning force that inhibits abnormal grain growth. Generally, the finely dispersed carbides observed in FIGS. 6(a) and 6(b) were concluded to have restricted grain boundary motion during supersolvus heat treatment, such that the grains are not permitted to grow excessively and/or randomly to the extent that critical grain growth occurs. From this investigation, another benefit appears to be the ability to perform the forging operation at relatively low temperatures, for example, about 1925.degree. F. (about 1050.degree. C.) and likely in a range of about 1875 to about 1975.degree. F. (about 1025 to about 1080.degree. C.).
[0029] A relationship between ASTM grain size and tensile behavior of the forged specimens is evidenced in FIGS. 8 and 9, which show tensile behavior and ductility at about 800.degree. F. (about 425.degree. C.) versus ASTM grain size. Improved tensile properties were attributed to the presence of increased carbon and the forging technique used, resulting in refining of the specimen grain size.
[0030] In view of the above results, broad, narrower, and preferred compositions and weight percent ranges were devised for the purpose of obtaining improvements in low cycle fatigue resistance and dwell crack growth behavior over the conventional R104 superalloy. These compositions and ranges are set forth below in Table I.
TABLE-US-00001 TABLE I Broad Narrower Preferred Co 16.0-22.4 18 to 22 20.2 to 20.9 Cr 6.6-14.3 10 to 14 12.3 to 13.3 Al 2.6-4.8 2.5 to 4.0 3.1 to 3.7 Ti 2.4 to 4.6 3.0 to 4.2 3.4 to 3.8 W 1.9-4.0 1.9 to 3.0 1.7 to 2.2 Mo 1.9-3.9 2.5 to 3.9 3.5 to 3.9 Nb 0.9-3.0 0.9 to 2.0 0.9 to 1.0 Ta 1.4-3.5 1.7 to 3.0 2.1 to 2.6 Hf at least 0.1 0.1 to 0.6 0.2 to 0.5 C >0.05 >0.10 to 0.125 0.11 to 0.12 B 0.02-0.10 0.02 to 0.05 0.02 to 0.03 Zr 0.03-0.10 0.03 to 0.08 0.04 to 0.06 Ni Balance Balance Balance
[0031] While the invention has been described in terms of particular processing parameters and compositions, the scope of the invention is not so limited. Instead, modifications could be adopted by one skilled in the art, such as by modifying the disclosed processing by substituting other processing steps or including additional processing steps. Accordingly, the scope of the invention is to be limited only by the following claims.
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
D00007
D00008
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.