Spray nozzle apparatus for spray-drying applications
Erdmann , et al. A
U.S. patent number 10,391,505 [Application Number 15/540,502] was granted by the patent office on 2019-08-27 for spray nozzle apparatus for spray-drying applications. This patent grant is currently assigned to Societe des Produits Nestle S.A.. The grantee listed for this patent is NESTEC S.A.. Invention is credited to Peter Erdmann, Peter Fankhauser, Martin Nydegger, Dale Richard Sanders, Christian Schmied, Michael Stranzinger, Gerhard Walthert.





View All Diagrams
| United States Patent | 10,391,505 |
| Erdmann , et al. | August 27, 2019 |
Spray nozzle apparatus for spray-drying applications
Abstract
The invention provides for an spray nozzle apparatus (1) for a spray drying apparatus comprising a nozzle provided with at least one nozzle orifice (26) for outputting spray droplets of a product to be dried and a least one inlet orifice (24) for transferring said product into a nozzle chamber (22), including an apparatus for adjusting the size of outputted droplets inline during the spray drying process.
| Inventors: | Erdmann; Peter (Bern, CH), Fankhauser; Peter (Konolfingen, CH), Nydegger; Martin (Konolfingen, CH), Sanders; Dale Richard (Courgevaux, CH), Schmied; Christian (N/A), Stranzinger; Michael (Munsingen, CH), Walthert; Gerhard (Aeschlen, CH) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Applicant: |
|
||||||||||
| Assignee: | Societe des Produits Nestle
S.A. (Vevey, CH) |
||||||||||
| Family ID: | 52292727 | ||||||||||
| Appl. No.: | 15/540,502 | ||||||||||
| Filed: | December 23, 2015 | ||||||||||
| PCT Filed: | December 23, 2015 | ||||||||||
| PCT No.: | PCT/EP2015/081224 | ||||||||||
| 371(c)(1),(2),(4) Date: | June 28, 2017 | ||||||||||
| PCT Pub. No.: | WO2016/107817 | ||||||||||
| PCT Pub. Date: | July 07, 2016 |
Prior Publication Data
| Document Identifier | Publication Date | |
|---|---|---|
| US 20180036749 A1 | Feb 8, 2018 | |
Foreign Application Priority Data
| Dec 31, 2014 [EP] | 14200754 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | F26B 3/12 (20130101); B05B 1/34 (20130101); B05B 1/3426 (20130101); B05B 1/3452 (20130101); B05B 1/3468 (20130101); B05B 1/3026 (20130101); F16K 31/047 (20130101); B05B 1/3402 (20180801); F16K 31/508 (20130101); A23C 1/04 (20130101) |
| Current International Class: | B05B 1/30 (20060101); F26B 3/12 (20060101); B05B 1/34 (20060101); F16K 31/50 (20060101); A23C 1/04 (20060101); F16K 31/04 (20060101) |
References Cited [Referenced By]
U.S. Patent Documents
| 2592297 | April 1952 | Pierre |
| 2761646 | September 1956 | Noon |
| 3212715 | October 1965 | Cocks |
| 3347424 | October 1967 | Boris |
| 3393873 | July 1968 | Larson |
| 3981957 | September 1976 | Van Brederode et al. |
| 5711488 | January 1998 | Lund |
| 7647883 | January 2010 | Maruyama |
| 7770815 | August 2010 | Green |
| 7980483 | July 2011 | Stretch |
| 9981200 | May 2018 | Sorensen et al. |
| 2006/0226265 | October 2006 | Miller |
| 2011/0253809 | October 2011 | Bamber |
| 935495 | Nov 1955 | DE | |||
| 19617685 | Nov 1997 | DE | |||
| 9748496 | Dec 1997 | WO | |||
Other References
|
ESPACEnet translation of DE 935495 Obtained Dec. 6, 2018, (Year: 2018). cited by examiner. |
Primary Examiner: Miller; Jonathan
Attorney, Agent or Firm: K&L Gates LLP
Claims
The invention claimed is:
1. A single phase spray nozzle apparatus for a spraying apparatus, the nozzle apparatus comprising: a nozzle provided with at least one nozzle orifice for outputting spray droplets of a product to be dried and at least one inlet orifice for transferring the product into a nozzle chamber, the nozzle chamber comprising walls defining a volume of the nozzle chamber, the nozzle chamber further comprising an apparatus for adjusting a size of the outputted spray droplets inline during a spray drying process, the apparatus comprises a plunger for adjusting the volume of the nozzle chamber based on spray drying process parameters and product parameters obtained inline during the spray drying process, the walls of the nozzle chamber do not have a turbulence generating surface, and the product to be dried has a viscosity between 1 and 1000 mPas; an electric drive for adjusting geometry of the nozzle chamber, the electric drive controlled by a control device based on the spray drying process parameters and the product parameters obtained inline; and a connecting sleeve releasably fixed to the electrical drive and providing a longitudinal bore for rotatably accommodating a hollow shaft which transfers a rotating motion of an output shaft of the electrical drive to an adjusting pin driving the plunger into and out of the nozzle chamber, wherein the nozzle chamber is provided by a swirl chamber body inserted into an inner chamber of a nozzle body, the nozzle body releasably fixed to the connecting sleeve, the swirl chamber body is provided with an opening channel arranged in correspondence to the at least one inlet orifice for introducing the product into a swirl chamber of the swirl chamber body, the swirl chamber is provided with a helicoidal spiral-type tightening guiding face for accelerating the product into the direction of the at least one nozzle orifice.
2. The nozzle apparatus according to claim 1, wherein the plunger is movable into and out of the nozzle chamber by the electric drive, thereby adjusting a volume and a height of the nozzle chamber.
3. The nozzle apparatus according to claim 2, wherein the electric drive comprises an electric motor rotatably driving the output shaft, the rotation being transformed into a longitudinal motion of the plunger via a threaded engagement between the output shaft and the plunger.
4. The nozzle apparatus according to claim 1, wherein the plunger is axially movable, and the adjusting pin is provided with a longitudinally extending axial bore with an inner thread in engagement with an outer thread of the plunger such that a rotating motion of the adjusting pin is transformed into a longitudinal motion of the plunger.
5. The nozzle apparatus according to claim 1, wherein the at least one inlet orifice extends radially to the longitudinal axis of the nozzle such that the product is transferred to the nozzle via a tubing connected with the at least one inlet orifice.
6. The nozzle apparatus according to claim 1, wherein the at least one nozzle orifice is equipped with a releasably mounted orifice plate such that an opening diameter of the at least one nozzle orifice is variable by replacing the orifice plate by a different diameter orifice plate.
7. The nozzle apparatus according to claim 1, wherein a cone angle of a spray mist produced by the outputted spray droplets and the size of the outputted spray droplets are variable by axially moving the plunger relative to the nozzle chamber.
8. A spray-drying apparatus comprising: a nozzle having at least one nozzle orifice for outputting spray droplets of a product to be dried and at least one inlet orifice for transferring the product into a nozzle chamber, the nozzle chamber comprising walls defining a volume of the nozzle chamber, the nozzle chamber further comprising an apparatus for adjusting a size of the outputted spray droplets inline during a spray drying process, the apparatus comprises a plunger for adjusting the volume of the nozzle chamber based on spray drying process parameters and product parameters obtained inline during the spray drying process, the walls of the nozzle chamber do not have a turbulence generating surface, and the product to be dried has a viscosity between 1 and 1000 mPas; an electric drive for adjusting geometry of the nozzle chamber, the electric drive controlled by a control device based on the spray drying process parameters and the product parameters obtained inline; and a connecting sleeve releasably fixed to the electrical drive and providing a longitudinal bore for rotatably accommodating a hollow shaft which transfers a rotating motion of an output shaft of the electrical drive to an adjusting pin driving the plunger into and out of the nozzle chamber, wherein the nozzle chamber is provided by a swirl chamber body inserted into an inner chamber of a nozzle body, the nozzle body releasably fixed to the connecting sleeve, the swirl chamber body is provided with an opening channel arranged in correspondence to the at least one inlet orifice for introducing the product into a swirl chamber of the swirl chamber body, the swirl chamber is provided with a helicoidal spiral-type tightening guiding face for accelerating the product into the direction of the at least one nozzle orifice.
9. The spray-drying apparatus according to claim 8, wherein the product is a paste, and the apparatus comprises an inline differential pressure drop measuring apparatus for continuous determination of a shear viscosity of the paste, the inline differential pressure drop measuring apparatus provided in a bypass to a processing line upstream of the nozzle.
10. The spray-drying apparatus according to claim 9, wherein the bypass comprises a pump, a flow meter, and a differential pressure tube.
11. A spray-drying process comprising: spraying a paste of a product using a spray nozzle provided with at least one nozzle orifice for outputting spray droplets of a product to be dried and at least one inlet orifice for transferring the product into a nozzle chamber, the nozzle chamber comprising walls defining a volume of the nozzle chamber, the nozzle chamber further comprising an apparatus for adjusting a size of the outputted spray droplets inline during the spray drying process, the apparatus comprises a plunger for adjusting the volume of the nozzle chamber based on spray drying process parameters and product parameters obtained inline during the spray drying process, the walls of the nozzle chamber do not have a turbulence generating surface, and the product to be dried has a viscosity between 1 and 1000 mPas, the product is sprayed into a drying chamber; adjusting geometry of the nozzle chamber using an electric drive controlled by a control device based on the spray drying process parameters and the product parameters obtained inline, wherein the adjusting of the geometry of the nozzle chamber comprises transferring a rotating motion of an output shaft of the electrical drive to an adjusting pin driving the plunger into and out of the nozzle chamber, wherein a connecting sleeve is releasably fixed to the electrical drive and provides a longitudinal bore for rotatably accommodating a hollow shaft which transfers the rotating motion, and the nozzle chamber is provided by a swirl chamber body inserted into an inner chamber of a nozzle body, the nozzle body releasably fixed to the connecting sleeve, the swirl chamber body is provided with an opening channel arranged in correspondence to the at least one inlet orifice for introducing the product into a swirl chamber of the swirl chamber body, the swirl chamber is provided with a helicoidal spiral-type tightening guiding face for accelerating the product into the direction of the at least one nozzle orifice and providing hot gas to the drying chamber to dry the paste to a powder.
Description
CROSS REFERENCE TO RELATED APPLICATIONS
The present application is a National Stage of International Application No. PCT/EP2015/081224, filed on Dec. 23, 2015, which claims priority to European Patent Application No. 14200754.1, filed on Dec. 31, 2014, the entire contents of which are being incorporated herein by reference.
The present invention is directed to a single phase spray nozzle apparatus for spray-drying applications comprising a nozzle provided with at least one nozzle orifice for outputting spray droplets of a product to be dried and at least one inlet orifice for transferring said product into a nozzle chamber and having an apparatus for adjusting the size of outputted droplets inline during the pray-drying process. The invention also relates to a spray-drying apparatus comprising such a spray nozzle and a spray-drying process in which such a spray nozzle is used.
The manufacturing of food powders is realized to a great extent by means of spray drying. This process converts emulsions, suspensions and dispersions into powder. Spray nozzles create droplets, which are dried in hot air by evaporating water. The final powder quality, the final powder texture, the dryer process design, the drying efficiency, the walls fouling behaviour, the operational safety, to name only a few characteristics, are directly linked to the spray quality and thus the atomization process.
A variety of nozzles can be used. Single phase nozzles are advantageous because, no addition of liquid or gas is required to support the atomization of the product to be spray-dried. However, atomization of high viscosity products is more difficult with such single phase nozzles.
Known spray drying processes use atomization nozzles with fixed geometries which cannot be adjusted inline to the process and product conditions during start-up, manufacturing operation and shut-down. Instead operators change the nozzle geometries prior to the production cycle without the possibility to cover all the manufacturing situations. Such nozzles are chosen according to water tables. The manufacturing of food powders happens at significantly higher viscosities compared to water. In addition, it is desired to carry out the spray-drying process with the highest possible total solid content in order to reduce the cost and energy consumption of the process. Increasing the total solids in turn increases the viscosity of the product to be spray-dried. Typical spray viscosities of foods concentrate with high total solids are within a range comprised between 1 to 1000 mPas. There is no known single phase nozzle apparatus capable to compete with such a wide range and in particular with the highest viscosities.
As an example, for dairy emulsions at concentrate total solids above 50%, the concentrate viscosity increases in an exponential slope with further increase of total solids. This fact causes problems to spray-drying, if the concentrate viscosity exceeds a design limit of the single phase atomizer nozzles. The design limit is described by means of an atomizer air-core break-down, which stops the creation of droplets and thus stops efficient spray-drying and agglomeration of powders with a required texture. Using prior art spray nozzle apparatus, air-core break downs within atomizer nozzles cannot be determined visually, thus there is currently no means to operate the spray-drying process at its best point without facing issues, such as powder blockages in cones and cyclones, wall fouling or atomizer beard formation, to name just a few issues.
From WO 2007/071235 A1 there is known a nozzle arrangement and a method of mounting the nozzle arrangement in the wall of a spray drying apparatus.
This known nozzle arrangement comprises a longitudinally extending nozzle lance through which material to be dried can be fed to the nozzle orifice where it gets outputted in the form of droplets by a stream of drying gas of a suitable kind.
At a longitudinal end of the known nozzle arrangement there are arranged two discs which can be rotated in a manner relative to one another. Both of the discs comprise a tapered inner cross section such that a rotation of the discs relatively to each other makes the distance between the discs becoming greater or smaller.
Since the upper one of these two discs is in abutment to a nozzle tube which in turn carries the nozzle lance, the distance between the end of the nozzle lance and the nozzle orifice can be varied. Before starting the production process with this known nozzle arrangement the two discs are rotated relative to each other to adjust the above-mentioned distance.
Thus this known nozzle arrangement is similar to the nozzle arrangement as described above in so far as the nozzle arrangement has to be adjusted before the beginning of the manufacturing process and can not be readjusted without an interruption of the manufacturing process.
Since however the product and process conditions change from start-up to shut-down of the process the quality of the product achieved varies and product build-up can happen on the nozzle itself and the walls of the drying chamber.
There is therefore a need for a spray nozzle apparatus which helps to avoid these drawbacks.
According to a first aspect of the invention there is provided a single phase spray nozzle apparatus for a spraying apparatus comprising a nozzle provided with at least one nozzle orifice for outputting spray droplets of a product to be dried and at least one inlet orifice for transferring said product into a nozzle chamber, characterized by an apparatus for adjusting the size of outputted droplets inline during the spray drying process, characterized in that the apparatus comprises a plunger for adjusting the volume of said nozzle chamber based on spray drying process parameters and product parameters obtained inline during the spray drying process, further characterized in that the walls of the nozzle chamber do not have a turbulence generating surface and in that the product to be dried has a viscosity comprised between 1 and 1000 mPas, preferably between 20 and 1000 mPas.
This means that the spray nozzle apparatus according to the invention gives an inline means to control spray droplet sizes during spray drying. The spray quality can be judged in terms of the droplet size distribution and its corresponding droplet size mean diameter, i.e. the Sauter diameter D.sub.32.
The spray nozzle according to the invention helps to achieve the following main manufacturing objectives: a minimum Sauter diameter for fastest and equilibrium water evaporation, an optimum powder agglomeration for consistent powder quality, an equilibrium powder particle size distribution for consistent powder quality, the elimination of scorched particles for consistent powder quality, minimal powder wall fouling, minimal spray nozzle fouling and increased dryer safety because of the elimination of dripping and elimination of scorched particles, as well as an operation window for the atomizing nozzles, to spray within the design limits without exceeding the so called air-core break-down.
According to an advantageous embodiment of the invention, the apparatus comprises means for adjusting the nozzle chamber geometry based on spray drying process parameters, like spray mass flow rate, spray pressure and product parameters, like product density, product shear viscosity, which parameters are obtained or evaluated inline during the spray drying process.
Thus it is possible to adjust the nozzle geometry inline on the basis of parameters responsible for the process yield and the quality of the product achieved. Furthermore the downtimes of a spray drying apparatus equipped with a spray nozzle apparatus according to the invention can be reduced since cleaning times are cut significantly thanks to minimised equipment fouling.
It is further advantageous that the walls of the nozzle chamber have no turbulence-generating surfaces as such surfaces would disturb the liquid film generation within the swirl chamber and thus disturb the control of the droplet size.
The nozzle apparatus can be provided with an electrical drive adjusting the chamber geometry, the drive being controlled by a control device on the basis of spray drying process parameters and product parameters as mentioned above. To modify the chamber geometry, according to an advantageous embodiment of the invention, the apparatus comprises a plunger for adjusting the volume of the nozzle swirl-chamber.
By moving the plunger into and out of the nozzle chamber by the electric drive an adjustment of the height of the nozzle swirl-chamber is achieved. Thus by moving the plunger, the geometry of the nozzle chamber can be modified inline during the manufacturing process in relation to the product and process parameters as mentioned above.
Movement of the plunger is achieved by the electric drive which in turn is controlled by a control device like a programmable circuit. This circuit transmits control signals to the electric drive as a function of the above-mentioned parameters.
In order to achieve the above, according to an advantageous embodiment of the invention the electric drive comprises an electric motor rotatably driving an output shaft, the rotation being transformed into a longitudinal motion of the plunger via a threaded engagement between the output shaft and the plunger. Thus a mechanical stable and easy to handle configuration is achieved.
According to an embodiment of the invention, a connecting sleeve is provided which is releasably fixed to the electric drive and is equipped with a longitudinal bore for rotatably accommodating a hollow shaft which transfers the rotating motion of an output shaft of the electric drive to an adjusting pin driving the plunger axially into and out of the nozzle chamber.
The adjusting pin is provided with a longitudinally extending bore with an inner thread in engagement with an outer thread of the plunger such that a rotating motion of the adjusting pin is transformed in to a longitudinal motion of the axially movable plunger.
According to an advantageous embodiment of the invention, the nozzle chamber is provided by a swirl chamber body being inserted into an inner chamber of a nozzle body, the nozzle body being releasably fixed to the connecting sleeve mentioned above and the swirl chamber body is provided with an opening channel which is arranged in correspondence to the orifice for entering the material into the swirl chamber of the swirl chamber body. This material can for example be a paste for the production of dairy and nutrition products.
The swirl chamber can be provided with a helicoidally tightening guiding face for accelerating the paste into the direction of the nozzle orifice to output the material droplets with high speed. Since the material is incompressible, by the adjustable movement of the plunger within the swirl chamber the cone angle of the spray cone and the droplet diameter can be modified according to the product and process parameters inline during the manufacturing process of the product to be achieved.
According to an advantageous embodiment of the invention, the orifice for inducing the material into the nozzle chamber extends radially to the longitudinal axis of the nozzle and the product material is being transferred to the nozzle via a tube being connected to the orifice.
To enable a basic modification of the output characteristics of the spray nozzle, the nozzle body is equipped with a releasably mounted orifice plate such that the opening diameter of the nozzle orifice is variable by replacing the orifice plate by a different diameter orifice plate.
According to a preferred characteristic, a cone angle of a spray mist produced by product droplets and the droplet size are variable by axially moving the plunger relative to the nozzle chamber.
The spray nozzle of the invention allows controlling of the process in an automated way, which enables to operate the atomization of spray-dryers within the design limits. As a consequence a better and more consistent process performance is achieved, with reduced rework and more consistent powder quality properties. The spray nozzle of the invention, which provides active atomization control preferably triggered by an automation control software has been identified to achieve best-point operation of spray-dryers.
According to a second aspect, the invention provides a spray-drying apparatus comprising a spray nozzle of the invention as described herein and further comprising an inline differential pressure drop measuring apparatus for continuous determination of the shear viscosity (.eta.) of a product paste having a viscosity in the range of 1 to 1000 mPas, provided in a bypass to the processing line upstream of the spray nozzle.
In an advantageous embodiment, the bypass comprises a pump, a flow meter, a differential pressure tube and optionally a pulsation damper. In another preferred embodiment, in the bypass, the shear rate is greater than 1000 s.sup.-1 and the Reynolds number is smaller than 2300.
The shear viscosity is used as input parameter to control the spray nozzle. It allows inline control of the spray nozzle. Thus, it allows inline control of the spray droplet size, via a stability criterion composed of the spray mass flow rate Qm, the spray pressure P the product density (.rho.) and the product viscosity (.eta.).
Furthermore, the control of the spray nozzle thanks to in line determination of the shear viscosity enables to achieve a consistent powder agglomeration in the product during a production cycle independent of the total amount of solid particles (TS) or independent of mass flow rate fluctuations. By this method, a process automation can be achieved through improved and simplified reproducibility and reliability of product properties for different spray-dryer types. A competitive production control is achieved via advanced design of final powder properties like powder moisture, tap density, final agglomerate size and agglomerate stability. Due to the automation the production economy and process efficiency (best-point operation) is also enhanced.
The inline differential pressure drop measuring apparatus enables inline recording of product shear viscosities e.g. of coffee and milk products before atomization with its specific product characteristics such as highly viscous (for example above 1, preferably above 20, more preferably above 100 mPas) and shear-thinning flow behaviour (determination of 2.sup.nd Newtonian plateau viscosity (n)). The inline shear viscosity information is necessary to operate a controllable evaporator or spray-nozzle inline in order to determine the best point configuration of the evaporator or atomizer and warn in case of design limit achieved. The inline differential pressure measurement apparatus allows a calibration of the shear viscosity for Newtonian and in particular Non-Newtonian shear-thinning fluids based on laboratory rheometers.
Other techniques to measure the shear viscosity inline are either underestimating or overestimating the predefined product shear viscosities of dairy and nutrition products (via laboratory rheometer). In particular for shear-thinning fluids, the frequency-based measuring technique, the Coriolis forced measuring method and the quartz-viscosimetry method do not give the possibility to determine the 2nd Newtonian plateau viscosity of shear-thinning fluids due to the lack of information concerning the applied flow field of the method (and thus unknown shear rates).
Thus, inline recording of the so called second Newtonian plateau viscosity of Non-Newtonian food fluids is possible with the differential pressure drop measuring apparatus and thus allows calibration with predefined product shear viscosity rheograms, which are found from laboratory rheometer measurements.
BRIEF DESCRIPTION OF THE FIGURES
In the following the invention will be described in further detail by means of an embodiment thereof and the appended drawings.
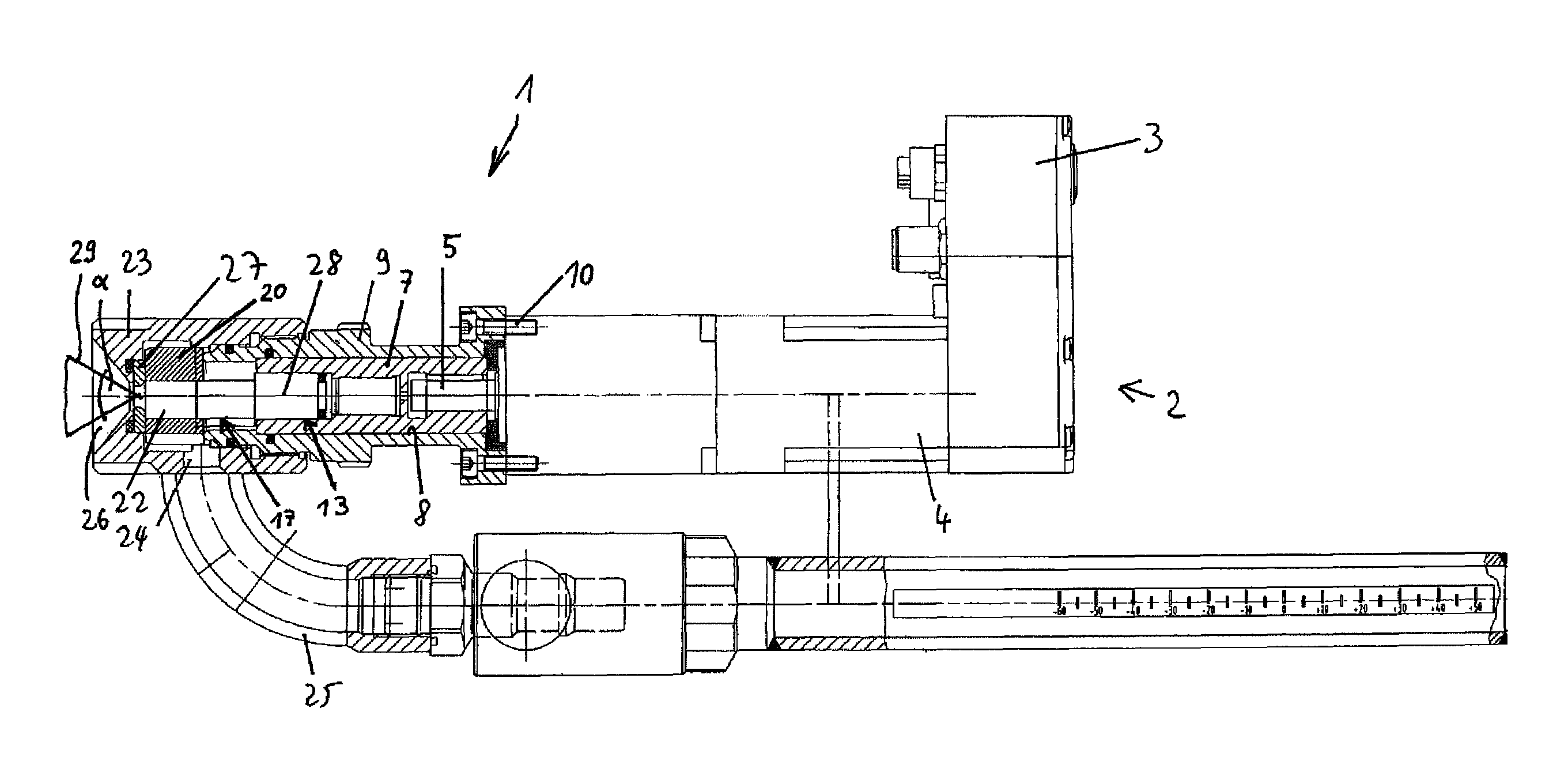
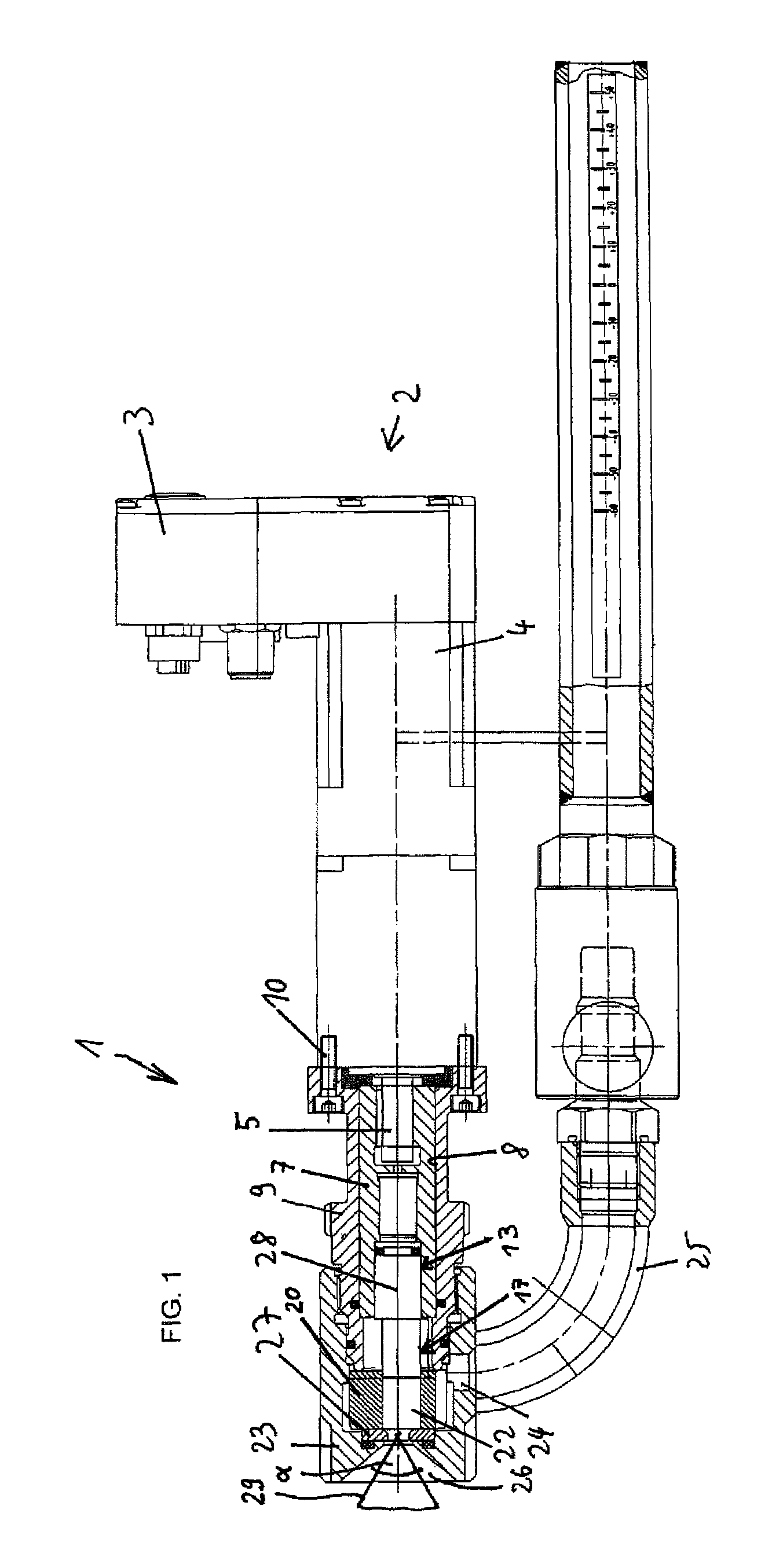
FIG. 1 shows a partial sectional side view of an embodiment of a spray nozzle apparatus according to the invention;
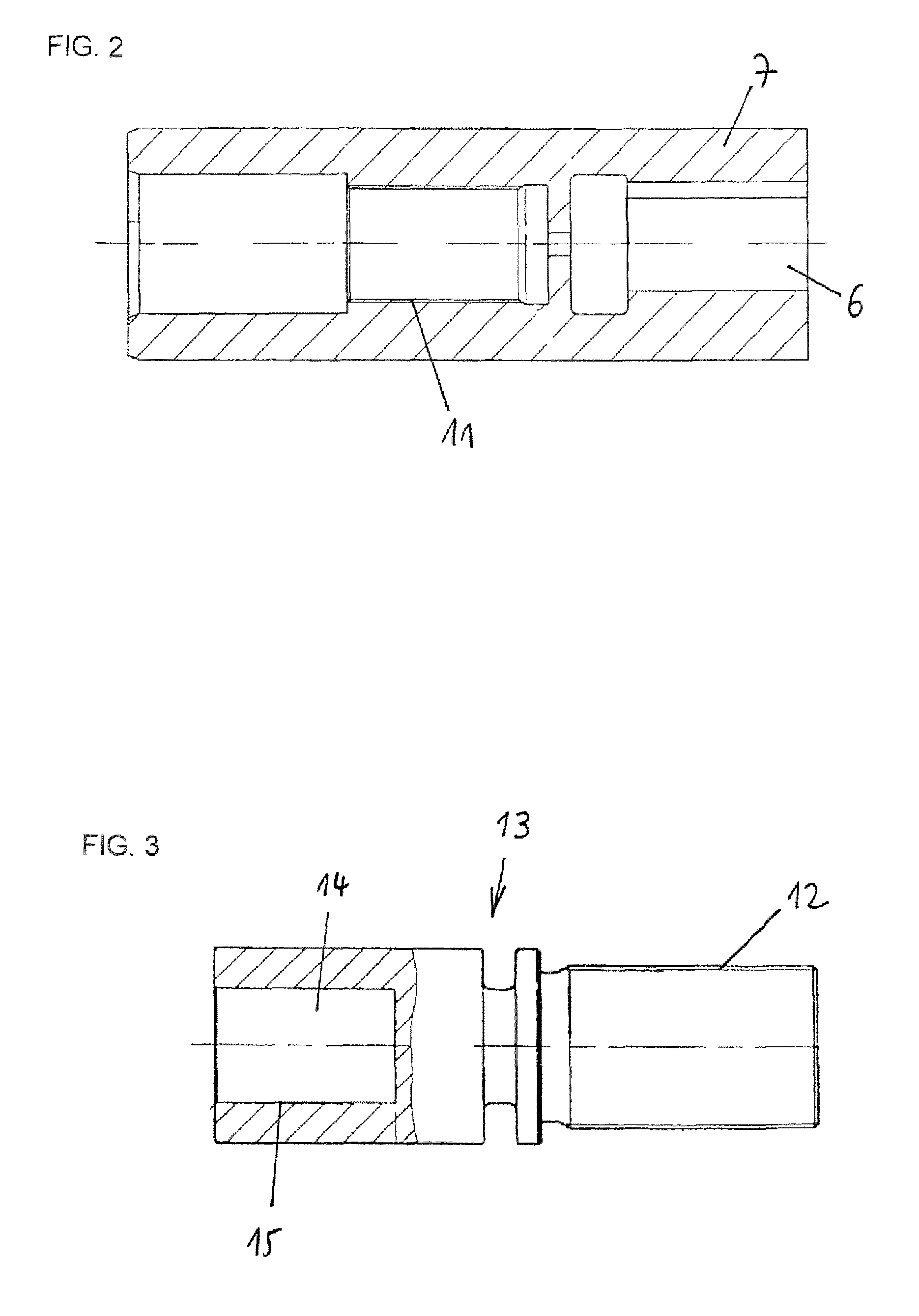
FIG. 2 shows a cross sectional view of a hollow shaft of the spray nozzle apparatus of FIG. 1;
FIG. 3 shows a partial sectional view of an adjusting pin;
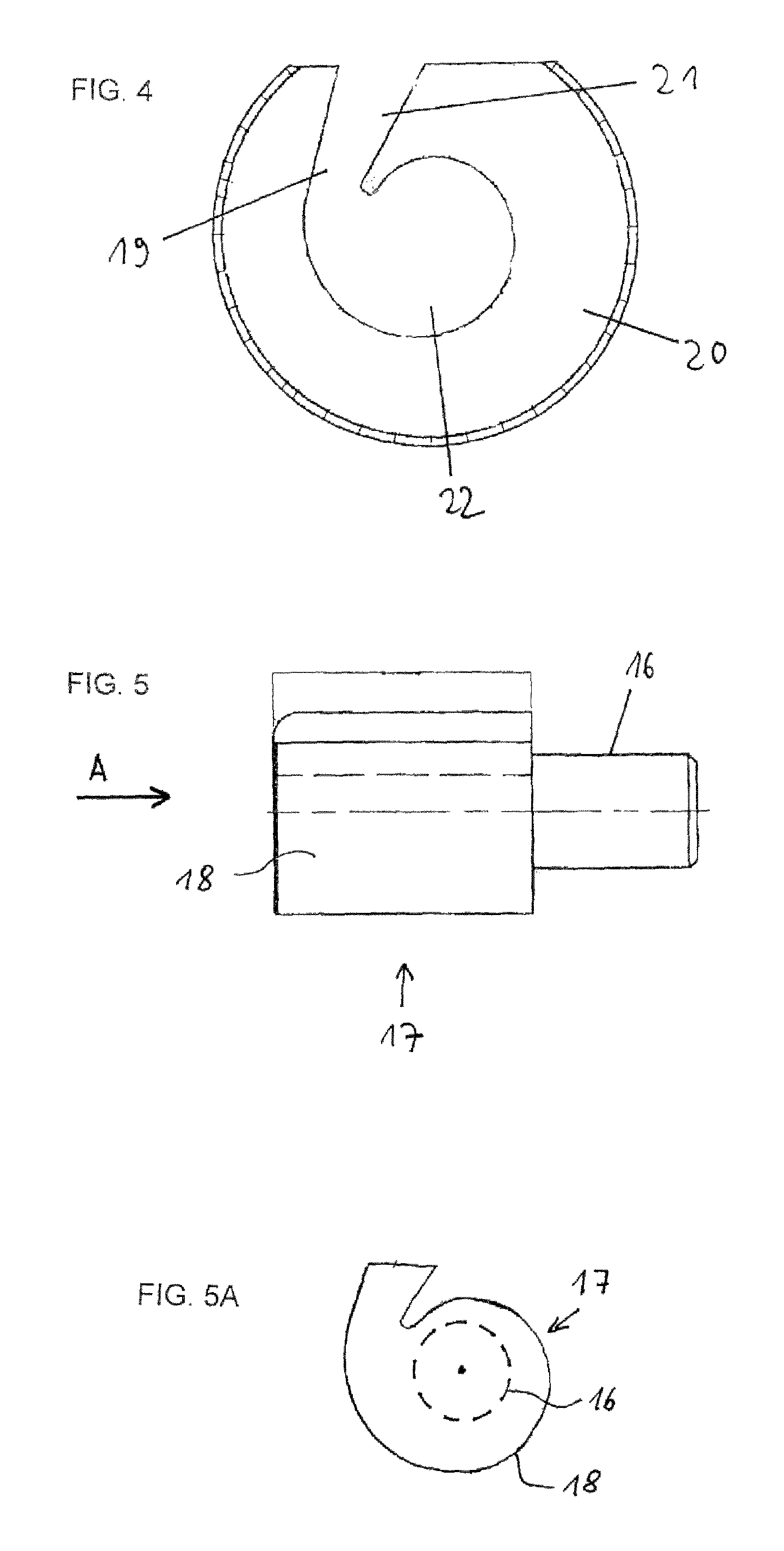
FIG. 4 shows a front view of the swirl chamber body of the spray nozzle apparatus of FIG. 1; and
FIGS. 5 and 5A depict a side view and a front view (in the direction of arrow A) of the plunger of the spray nozzle apparatus of FIG. 1.
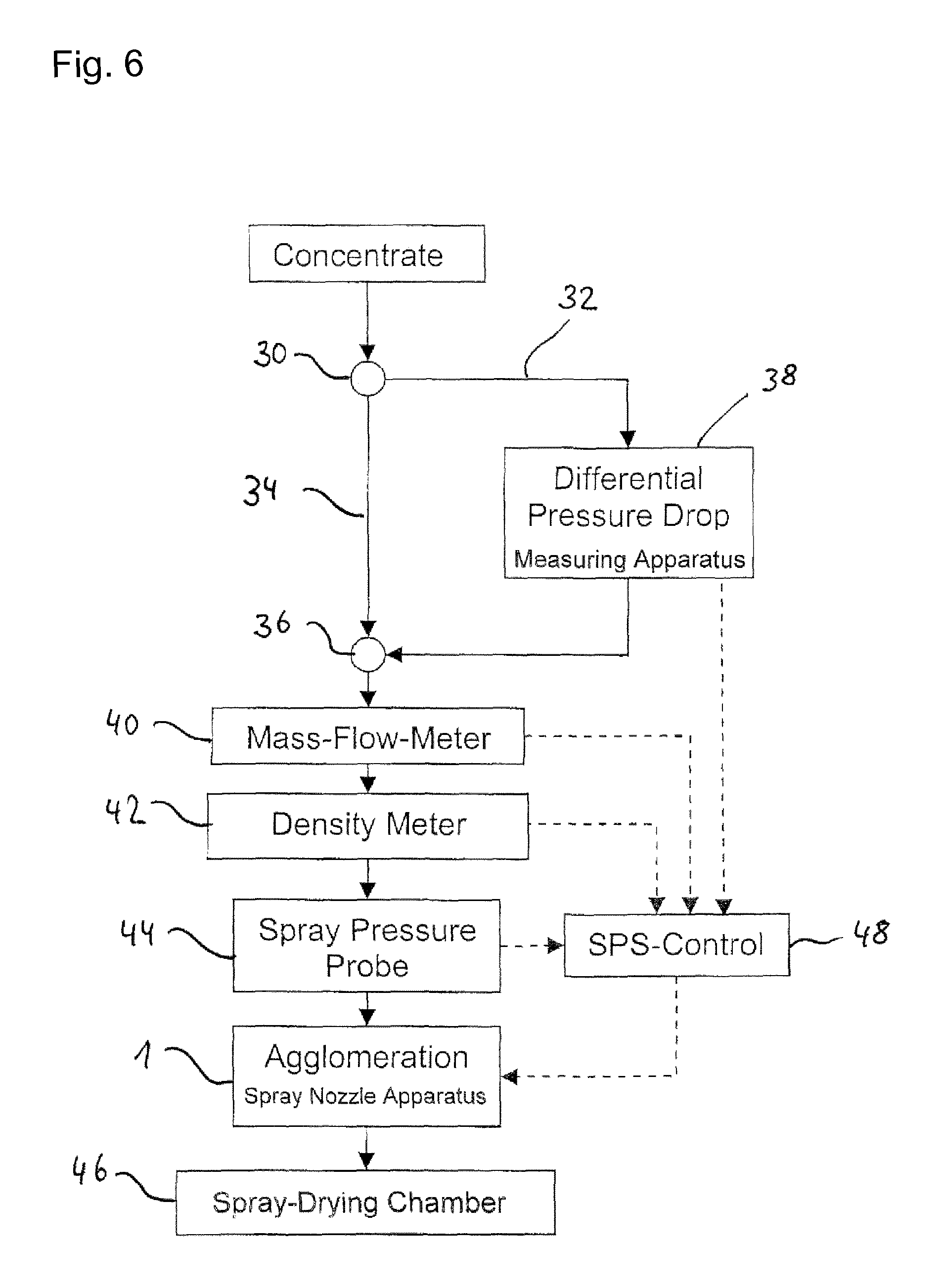
FIG. 6 is a flow chart of a process for controlling the spray droplet size of a spray nozzle apparatus of the invention;
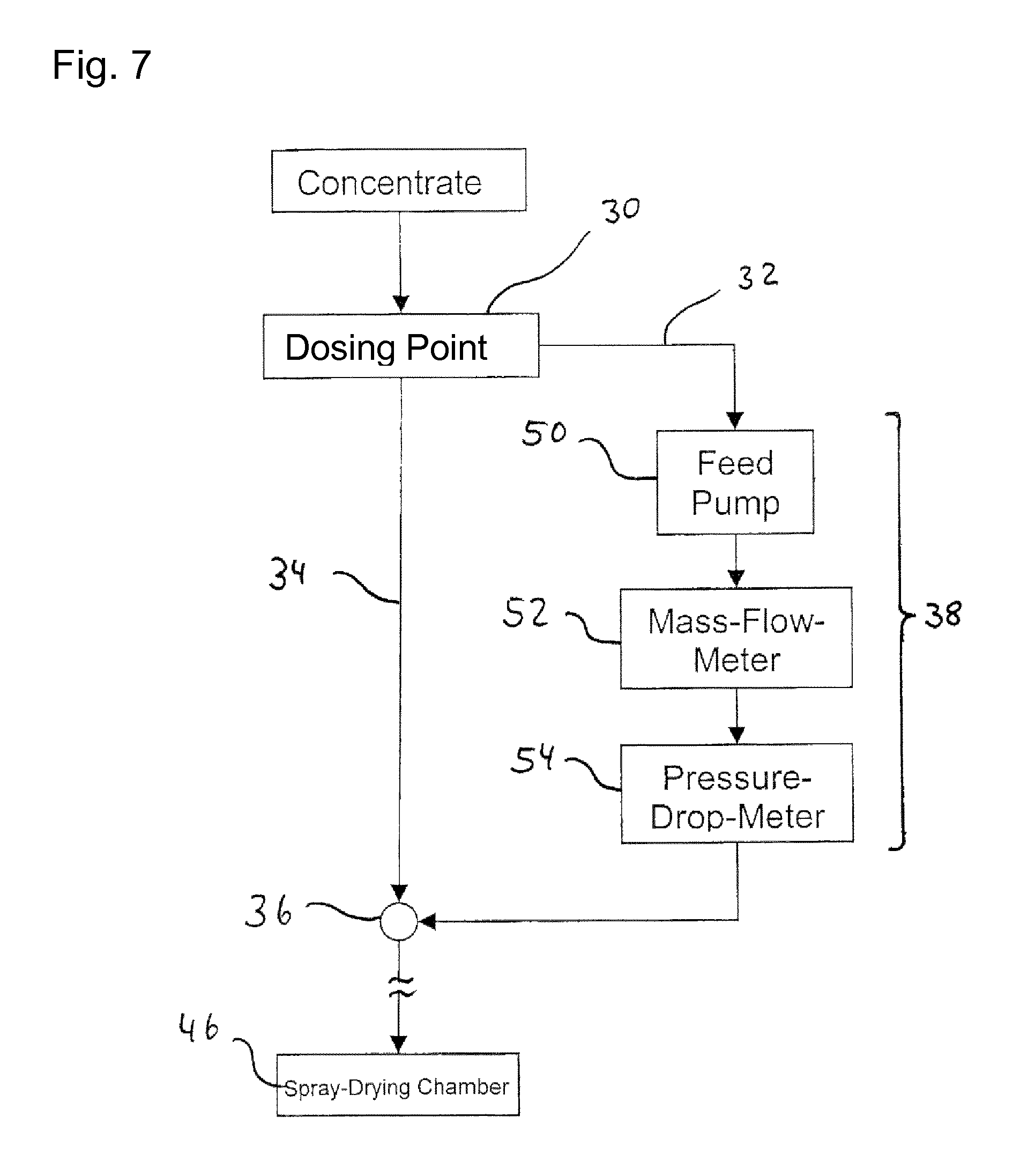
FIG. 7 is a flow chart of a differential pressure drop method that can be carried out with the differential pressure drop measuring apparatus as used in a preferred embodiment of the present invention;
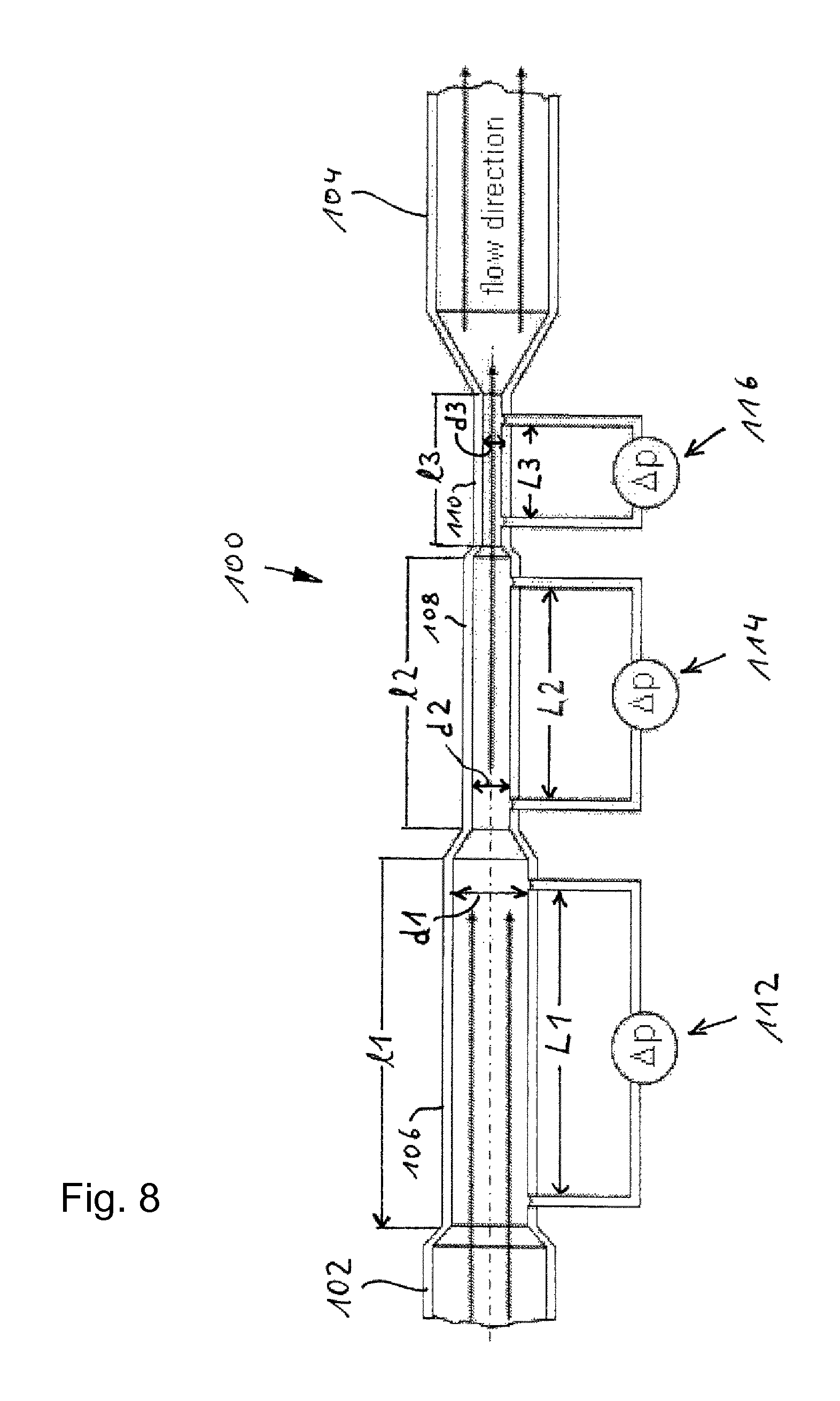
FIG. 8 shows a principle of a differential pressure drop measuring apparatus as used in a preferred embodiment of the present invention.
The spray nozzle apparatus 1 according to FIG. 1 comprises an electric drive 2 provided with an interface (such as a Profibus interface or Ethernet/IP interface) and a power supply (such as a 24V-DC power supply) at 3 and an electric motor 4 including a transmission connected with 3.
The electric motor 4 drives an output shaft 5 in a rotating manner. The output shaft 5 extends into a longitudinally extending inner bore 6 of a hollow shaft 7 which is depicted in more detail in FIG. 2.
The hollow shaft 7 is rotatably accommodated in a longitudinally extending inner bore 8 of a connecting sleeve 9 which can be fixed to the housing of transmission 4 by bolts 10.
The inner bore 6 of the hollow shaft 7 is equipped with an inner thread 11 which can be brought into a threaded engagement with an outer thread 12 provided on an end piece of an adjusting pin 13--shown in more detail in FIG. 3--which can be inserted into the inner bore 6 of the hollow shaft 7.
Opposite to the threaded terminal end 12 of the adjusting pin 13 there is provided a receiving section of the adjusting pin 13, which is formed with an inner bore 14 equipped with an inner thread 15.
The inner thread 15 of the adjusting pin 13 serves to be brought into a threaded engagement with an outer thread 16 of a plunger 17 more clearly shown in FIGS. 5 and 5A.
As can be seen from FIGS. 5 and 5A, the plunger 17 comprises an outer circumferential surface section 18 with a helicoidally shaped cross section corresponding to the shape and size of a receiving section 19 of a swirl chamber body 20 accommodated in a nozzle body 23 which is mounted to the connecting sleeve 9 as shown in FIG. 4.
The swirl chamber body 20 comprises a lateral or tangential inlet channel 21 for introducing paste material or the like into the swirl chamber 22 of the swirl chamber body 20.
Material to be transported through the inlet channel 21 into the swirl chamber 22 can enter the nozzle body 23 via a first orifice 24 or inlet orifice which extends radially to the common longitudinal axis 28 of the nozzle body 23 and the connecting sleeve 9. To this end there is a tube 25 connected to the first orifice 24 of the nozzle body 23 defining an inlet opening of the apparatus 1.
Paste or paste like material delivered to the nozzle body 23 via the tube 25 enters the nozzle body 23 via the first orifice 24 and enters the swirl chamber 22 via the inlet channel 21.
The swirl chamber 22 is equipped with an axially extending through hole having an inner circumferential surface section with a helicoidally shaped cross section, thus forming a helicoidal, spiral type guiding face that serves to accelerate the material into the direction of a second orifice 26 or nozzle orifice of the nozzle body 23 defining an outlet opening of the apparatus 1. There is an orifice plate 27 provided between the axial outlet of the swirl chamber 22 and the second orifice 26 by which orifice plate 27 the opening angle of the spray cone can be adjusted.
FIG. 1 shows the plunger 17 closing the first orifice 24. Driving the motor 3 makes the hollow shaft 7 rotate and thus also makes the adjusting pin 13 rotate about its longitudinal axis. The plunger 17 is connected to the inner thread 15 of the adjusting pin 13 via the outer thread 16 and can only execute a movement relative to the swirl chamber body 20 along the longitudinal axis of the plunger 17 but can not rotate relative to the swirl chamber body 20. Thus a rotation of the adjusting pin 13 is transformed into an axial movement of the plunger 19 relative to the swirl chamber body 20.
By this movement of the plunger 18 the axial width of the first orifice 24 and the geometry of the swirl chamber 22 and thus the nozzle chamber can be modified. Since the electric drive 2 is controlled by process and product parameters which in turn are obtained or evaluated inline during the manufacturing process of the powder to be achieved, the control takes place inline with the manufacturing process of the powder. To achieve this, the control circuit provides the electric drive 2 with signals such that the plunger 17 is being moved axially in the direction of the longitudinal axis 28 as shown in FIG. 1. By this movement of the plunger 17 the spray droplet size of the material to be atomized can be adjusted towards the minimum Sauter diameter possible for a given set of input parameters.
Measuring these input parameters inline with the production process of the powder enables it to adjust the droplet size towards the minimum Sauter diameter possible inline and thus makes it possible to consider the complete range of spray viscosities during the production process of the powder to be produced.
In a particularly preferred embodiment of the present invention, the input parameters which are measured inline with the production process are as follows: flow rate of the product into the spraying apparatus pipes towards the nozzle, pressure of the product into the pipes towards the nozzle, viscosity of the product measured in the pipes towards the nozzle, and/or finally density of the product, that is also measured in the pipes of the apparatus leading to the nozzle.
The product paste entering the swirl chamber through the inlet channel 21 follows a helicoidal and spiral way due to the spiral-type cross section design of the swirl chamber in a combined circumferential and axial direction towards the nozzle orifice 26. This design accelerates the traveling speed of the product paste flow in the swirl chamber, provided that the mass flow of the product paste is constant. The product paste is exiting the spray nozzle through the orifice plate 27 and the nozzle orifice 26 as a cone-shaped film 29 with a cone tip angle .alpha. wherein the film 29 atomizes into droplets forming a spray mist. The cone tip angle .alpha. is directly proportional to the traveling speed of the product paste in the nozzle orifice 26, i.e. the higher the traveling speed is, the larger the cone tip angle becomes and the smaller the droplets size.
A cone tip angle .alpha. of 0.degree. generates no atomization and, in a realized example, a cone tip angle .alpha. of 100.degree. generates droplets having a Sauter-diameter of D.sub.32=30 .mu.m. The wider the cone tip angle .alpha. is, the smaller the droplets become so that the droplet size can be controlled by the cone tip angle .alpha. and thus by the traveling speed of the product paste in the nozzle orifice 26. The invention should not be regarded as being limited to the embodiment shown and described in the above but various modifications and combinations of features may be carried out without departing from the scope of the following claims.
FIG. 6 is a flowchart of a process for controlling the spray droplet size of an agglomeration spray nozzle apparatus of the invention, when the processing line is provided with an inline differential pressure drop measuring apparatus. The product paste in FIG. 6 indicated as "concentrate" is delivered to a dosing point 30, which leads a part of the product paste stream into a bypass line 32. The majority of the product paste stream is directed into a main product paste line 34. The bypass line 32 is redirected into the main product paste line 34 at a line junction 36 downstream of a differential pressure drop measuring apparatus 38 provided in the bypass line 32.
Downstream of the line junction 36 a mass flow meter 40, a density meter 42 and a spray pressure probe 44 are provided in the main product paste line. Downstream of the spray pressure probe 44 the main product paste line 34 enters a spray nozzle apparatus 1 through tube 25. The product paste delivered to the spray nozzle apparatus 1 is then sprayed into a spray drying chamber 46.
The differential pressure drop measuring apparatus 38 determines the shear rate and the shear viscosity .eta. of the product paste delivered to the spray nozzle, according to one preferred embodiment of the invention. The data of the shear rate and shear viscosity .eta. are delivered from the differential pressure drop measuring apparatus 38 to a control device (SPS-control) 48. In the same manner, the product paste mass flow rate Q.sub.m determined in the mass flow meter 40, the product paste density .rho. determined in the density meter 42 and the spray pressure P of the product paste determined in the spray pressure probe 44 are also delivered to the control device 48. The shear rate has to be greater than 1000 s.sup.-1.
Control device 48 comprises a computer which calculates an output control parameter based on the above data delivered to the control device 48 and on the basis of known spray nozzle geometry parameters stored in a memory of the control device 48. The output control parameter is delivered to the spray nozzle apparatus 1 in order to adjust the swirl chamber piston 17 (plunger) to a calculated position in order to obtain a desired swirl chamber volume.
The following equations 1-7 describe the solving procedure how to control the plunger position (given with h.sub.sc) based on a change in the paste shear viscosity .eta..
Accordingly the solving procedure is applied for a change in mass flow rate Qm and paste density .rho..
Universal Massflow-Characterisation of Pressure Swirl Nozzle Flows:
.eta..times..times..times..times..times..times..times..rho..times..eta. ##EQU00001## The relation between spray pressure P and axial position of the plunger (given with h.sub.sc) is derived for the example of a shear viscosity change from .eta..sub.old to .eta..sub.new:
.eta..eta..times..eta..eta..times. ##EQU00002## Solved for the spray pressure ratio:
.eta..eta..times. ##EQU00003## In order to find a direct relation between plunger position h.sub.sc and shear viscosity .eta., the spray pressure ratio has to be found from another equation, see equations 4-6 below: Universal Spray Droplet Size Characterisation of Pressure Swirl Nozzle Sprays:
.times..times..times..function..times. ##EQU00004## Again, one can derive the Spray Pressure Ratio with the consistency conditions that D.sub.32-global-old and D.sub.32-global-new remain constant:
.times..times..times..eta..eta..times..times..times. ##EQU00005## And hence the solution, how to control the plunger height h.sub.sc,new based on a current position h.sub.sc,old:
.eta..eta. ##EQU00006## Combining equations 3 and 6 one receives the solution, how to control the spray pressure:
.eta..eta. ##EQU00007##
FIG. 7 is a flowchart of the differential pressure drop method that can be applied with the inline differential pressure drop measuring apparatus 38. A feed pump 50 is provided in the bypass line 32 downstream of dosing point 30. The feed pump 50 ensures a constant feed-flow-rate in the differential pressure drop measuring apparatus 38 to enable shear rates which cover the second Newtonian viscosity plateau. Downstream of the feed pump 50 a mass flow meter 52 is provided through which the product paste in the bypass line 32 is directed into a pressure drop meter 54. The shear viscosity (.eta.) of the product paste in the bypass line 32 is calculated from the mass flow measured in the mass flow meter 52, the known product density of the product paste and the pressure drop measured in the pressure drop meter 54. This calculation is either made in a computer (not shown) of the differential pressure drop measuring apparatus 38 or, the respective data are delivered to the control device 48 and the shear viscosity .eta. is calculated in the computer of the control device 48. In order to consider the fact that the pressure drop is measured in a bypass line 32 the bypass mass flowrate is adjusted by the feed pump 50 until the shear-rate is above 1000 s.sup.-1, so that the second Newtonian plateau viscosity can be measured by the pressure drop-meter 54 within laminar flow conditions.
A pulsation damper is also preferably provided in the bypass to reduce the noise in the pressure determination.
In the present example the dosing point 30 regulates the bypass flow rate to keep the bypass flow pressure <20 bar at laminar flow conditions, with a Reynolds number below 2300.
FIG. 8 shows the principle of an inline differential pressure drop measuring apparatus (pressure drop meter) that can advantageously be provided upstream of the nozzle of the invention.
The pressure drop meter 100 comprises a tube having a fluid inlet section 102 and a fluid outlet section 104 and three pressure drop measuring sections 106, 108, 110 provided between the inlet section 102 and the outlet section 104. The first pressure drop measuring section 106 which is close to the inlet section 102 has a first internal diameter d.sub.1 and a first axial length l.sub.1. A first differential pressure meter 112 measuring a first pressure drop .DELTA.p.sub.1 is connected to the first pressure drop measuring section 106 in a commonly known matter wherein the axial distance L.sub.1 between the two static pressure measuring openings in the wall of the first pressure drop measuring section 106 is substantially equal to the length l.sub.1 of the first pressure drop measuring section 106.
The second pressure drop measuring section 108 is provided downstream of the first pressure drop measuring section 106. The internal diameter d.sub.2 of the second pressure drop measuring section 108 is smaller than the diameter d.sub.1 of the first pressure drop measuring section. The length l.sub.2 of the second pressure drop measuring section 108 is shorter than the length of the first pressure drop measuring section 106. The second pressure drop measuring section 108 comprises a second differential pressure meter 114 measuring a second pressure drop .DELTA.p.sub.2 wherein the distance L.sub.2 between the two static pressure measuring openings in the wall of the second pressure drop measuring section 108 is shorter than the distance L.sub.1 of the first differential pressure meter 112.
A third pressure drop measuring section 110 is provided downstream of the second pressure drop measuring section 108 and the third pressure drop measuring section 110 opens into the outlet section 104. The internal diameter d.sub.3 of the third pressure drop measuring section 110 is smaller than the diameter d.sub.2 of the second pressure drop measuring section 108 and the length l.sub.3 of the third pressure drop measuring section is shorter than the length l.sub.2 of the second pressure drop measuring section. The third pressure drop measuring section 110 comprises in a commonly known manner a third differential pressure meter 116 measuring a third pressure drop .DELTA.p.sub.3. The distance L.sub.3 between the two static pressure measuring openings in the wall of the third pressure drop measuring section 110 is shorter than the distance L.sub.2 of the second differential pressure meter 114.
The differential pressure drop meter 100 allows the measurement of three independent pressure drop recordings of the first, the second and the third differential pressure drop meters. Utilizing these three differential pressure drop probes in series, a single mass flow rate causes three increasing wall shear rates with the decreasing tube diameter.
The following equation 8 is used to calculate the shear viscosity .eta. for laminar tube flows (Re<2300), applied to all 3 differential pressures .DELTA.p.sub.1, .DELTA.p.sub.2 and .DELTA.p.sub.3 (respectively measured at 112, 114 and 116, FIG. 8), by replacing .DELTA.p.sub.i and the corresponding tube dimensions (R.sub.i and L.sub.i) in equation 8:
Only, if the shear viscosity .eta..sub.i is equal (.eta..sub.1=.eta..sub.2=.eta..sub.3) between the 3 differential pressures, the 2.sup.nd Newtonian shear viscosity is found and used e.g. in equation 1 and 7, etc.
.eta..pi..DELTA..times..times..rho. ##EQU00008## with following definitions of symbols: R.sub.i: tube radius (R.sub.1, R.sub.2 and R.sub.3) in [m] .DELTA.p.sub.i: tube pressure drop (.DELTA.p.sub.1, .DELTA.p.sub.2 and .DELTA.p.sub.3) in [Pa] .rho.: product density in [kg/m3] Qm: mass flow rate in [kg/s] L.sub.i: tube length (distance L.sub.1, L.sub.2 and L.sub.3) in [m]
TABLE-US-00001 TABLE 1 Abbreviations and formula Symbol, Abbreviation Description Units D.sub.32,global Global Sauter diameter as found [m] from PDA measurements of spray d.sub.sc Swirl chamber diameter [m] (smallest diameter of swirl chamber spiral) h.sub.sc Swirl chamber height [m] (axial height of swirl chamber) d.sub.or Orifice diameter [m] (diameter of opening made in orifice plate) b.sub.ch Width of swirl chamber inlet [m] channel (smallest width of inlet channel which leads into the swirl chamber) We Weber number .rho..times..times..sigma. ##EQU00009## -- Eu Euler number .rho..times. ##EQU00010## -- Re Reynolds number .rho..times..times..mu. ##EQU00011## -- u.sub.bulk Bulk velocity at swirl chamber inlet .rho..times..times. ##EQU00012## [m/s] Qm Mass flow rate [kg/s] P Spray pressure [Pa] .rho..sub.liquid Liquid density [kg/m.sup.3] .eta..sub.liquid Liquid shear viscosity [Pa s] .sigma..sub.liquid Surface tension [N/m] PDA Phase-Doppler Anemometry --
* * * * *
D00000
D00001
D00002
D00003
D00004
D00005
D00006
M00001
M00002
M00003
M00004
M00005
M00006

M00007

M00008

M00009

M00010
M00011
M00012

XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.