Throttle valve for an internal combustion engine provided with a conditioning circuit
Musolesi , et al. A
U.S. patent number 10,385,786 [Application Number 14/751,467] was granted by the patent office on 2019-08-20 for throttle valve for an internal combustion engine provided with a conditioning circuit. This patent grant is currently assigned to Magneti Marelli S.p.A.. The grantee listed for this patent is MAGNETI MARELLI S.p.A.. Invention is credited to Marcello Colli, Stefano Musolesi.
| United States Patent | 10,385,786 |
| Musolesi , et al. | August 20, 2019 |
Throttle valve for an internal combustion engine provided with a conditioning circuit
Abstract
A throttle valve for an internal combustion engine provided with a valve body, a tubular feeding duct defined in the valve body, a throttle plate, and an actuating device which controls rotation of the throttle plate. The actuating device includes an electric motor and an actuating device conditioning circuit defined in the valve body. The conditioning circuit includes a tube made of a first material able to conduct heat, and the valve body is entirely made of a second metal material and is provided with a seat for housing the tube, in which is provided a layer of a structural and heat-conducting resin, interposed between the seat and the tube.
| Inventors: | Musolesi; Stefano (Bologna, IT), Colli; Marcello (Reggio Emilia, IT) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Applicant: |
|
||||||||||
| Assignee: | Magneti Marelli S.p.A.
(Corbetta, IT) |
||||||||||
| Family ID: | 51589356 | ||||||||||
| Appl. No.: | 14/751,467 | ||||||||||
| Filed: | June 26, 2015 |
Prior Publication Data
| Document Identifier | Publication Date | |
|---|---|---|
| US 20160003167 A1 | Jan 7, 2016 | |
Foreign Application Priority Data
| Jun 26, 2014 [IT] | BO2014A0349 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | F02M 31/102 (20130101); F02D 9/1035 (20130101); F02D 9/108 (20130101); F02D 9/1085 (20130101); F02D 9/1075 (20130101); F02D 9/107 (20130101); Y02T 10/12 (20130101); Y02T 10/126 (20130101) |
| Current International Class: | F02D 9/10 (20060101); F02M 31/10 (20060101) |
| Field of Search: | ;123/403 ;251/305-308,248-250.5 ;264/216 ;428/457,458 |
References Cited [Referenced By]
U.S. Patent Documents
| 4934341 | June 1990 | Otsuka |
| 5052349 | October 1991 | Buelna |
| 5396920 | March 1995 | Rausch |
| 6089536 | July 2000 | Watanabe |
| 6193211 | February 2001 | Watanabe |
| 6408817 | June 2002 | Torii |
| 6516776 | February 2003 | Kai |
| 7661405 | February 2010 | Matsuura |
| 7669581 | March 2010 | Sasaki |
| 7721706 | May 2010 | Kim |
| 8247050 | August 2012 | McCrea |
| 8316830 | November 2012 | Keefover |
| 9062636 | June 2015 | Nishimori |
| 9638141 | May 2017 | Barabasch |
| 2002/0174858 | November 2002 | Kato |
| 2004/0099245 | May 2004 | Kato |
| 2007/0240676 | October 2007 | Sasaki |
| 2007/0240677 | October 2007 | Sasaki |
| 2008/0313898 | December 2008 | Kim |
| 2009/0205611 | August 2009 | Tsugami |
| 2009/0308349 | December 2009 | Apel |
| 2013/0025577 | January 2013 | Huesges |
| 2013/0140011 | June 2013 | Watanabe |
| 2013/0160736 | June 2013 | Matsuzaki |
| 2016/0025047 | January 2016 | Barabasch |
| 19625154 | Nov 1997 | DE | |||
| 102007053329 | Dec 2008 | DE | |||
| 1348850 | Oct 2003 | EP | |||
Other References
|
Search Report issued in Italian Patent Application No. BO2014A000349 dated Mar. 20, 2015. cited by applicant. |
Primary Examiner: Hamaoui; David
Assistant Examiner: Scharpf; Susan E
Attorney, Agent or Firm: Howard & Howard Attorneys PLLC
Claims
The invention claimed is:
1. A throttle valve for an internal combustion engine comprising: a valve body entirely made of a first metallic material and defined by at least a first and a second shell portion; a tubular feeding duct defined in the valve body and through which the air taken in by the internal combustion engine flows; a throttle plate arranged inside the feeding duct and splined to a shaft mounted in a rotary manner so as to rotate around a rotation axis between a maximum opening position and a closing position to open and close the feeding duct; an actuating device for controlling rotation of the throttle plate around the rotation axis, the actuating device including an electric motor and a gear drive for transmitting motion from the electric motor to the shaft of the throttle plate; an actuating device conditioning circuit defined in the valve body including a seat and a tube operatively supported in said seat for the passage of conditioning fluid, said tube in hydraulic communication with a pump that circulates the conditioning fluid and feeds it to the tube to condition the various parts of the throttle valve; said seat including an inner surface formed on at least one of said first and second shell portions, said inner surface terminating at an upper surface of said valve body; wherein the tube is made of a second material different from said first metallic material and that is able to conduct heat, wherein said second material is selected from a group including: steel, aluminum, or copper; and a substantially uniform layer of structural and heat-conducting resin interposed between the seat and the tube and applied on the entire available inner surface of the seat but wherein the upper surface of said valve body is free of said resin so as to allow fixing of the tube in said seat.
2. The valve as set forth in claim 1, wherein the tube is fixed in the seat by the layer of structural and heat-conducting resin.
3. The valve as set forth in claim 1, further including a lock for constraining the tube in the appropriate seat, the lock including a number of fixing brackets or plates distributed along the entire length of the tube.
4. The valve as set forth in claim 1, wherein the throttle plate is made of the same first metal material that makes up the valve body.
5. The valve as set forth in claim 1, wherein the seat is open on the upper side and the surface that defines the seat itself has a shape that is complementary to an outer surface of the tube.
6. The valve as set forth in claim 1, wherein the valve body includes a tubular housing arranged next to the feeding duct and housing the electric motor; and wherein the gear drive is arranged in a chamber of the valve body defined by first and second shells, the first shell defining a removable lid and the second shell arranged next to the feeding duct and next to the tubular housing.
7. The valve as set forth in claim 6, wherein the tube includes a first branch and a second branch extending in the tubular housing, and a curved connecting portion extending between the first and second branches.
8. The valve as set forth in claim 7, wherein the tube is substantially L-shaped.
Description
CROSS-REFERENCE TO RELATED APPLICATION
The present application claims priority to and all the benefits of Italian Patent Application No. BO2014A000349, filed on Jun. 26, 2014, which is hereby expressly incorporated herein by reference in its entirety.
BACKGROUND OF THE INVENTION
1. Field of the Invention
The present invention elates to a throttle valve for an internal combustion engine provided with a conditioning circuit.
2. Description of the Related Art
A throttle valve, which is arranged upstream of an intake manifold and adjusts the flow rate of the air which is fed to the cylinders, is normally provided in internal combustion engines. Conventional throttle valves typically have a valve body provided with a tubular feeding duct through which the intake or compressed air for the internal combustion engine flows. A throttle plate is housed in the feeding duct and is splined to a rotating shaft to rotate between an opening position and a closing position of the feeding duct. The rotation of the throttle valve plate is controlled by an actuator device which typically includes an electric motor coupled to the throttle valve plate shaft via a gear drive and at least one spring which pushes the throttle valve plate shaft towards the closing position (or rather towards a limp-home position close to the closing position).
The electric motor has a cylindrical body which is arranged in a tubular housing of the valve body arranged by the side of the feeding duct. The gear drive is arranged in a chamber of the valve body, which is defined by two shells: a first shell defining a removable lid and a second shell arranged next to the feeding duct and next to the tubular housing.
The valve body further includes a conditioning circuit which is defined by a channel, which may assume various conformations and routes. Where the channel is substantially L-shaped, it has a major branch provided in the upper portion of the second shell and a minor branch provided in the upper portion of the tubular housing. The channel is in hydraulic communication with a pump, which circulates conditioning fluid and feeds the channel itself for conditioning the various parts of the throttle valve.
Published European Patent No. EP1348850 describes, for example, a throttle valve provided with a heating circuit adapted to prevent the freezing of the valve itself provided with an elastically deformable tube made of a fuel and oil resistant rubberized fabric arranged in a variable section channel of an appendix of the valve body having a smaller diameter than the diameter of the elastically deformable tube which is arranged inside it. Published German Patent No. DE19625154 instead describes a device for heating a throttle valve made with an appropriately shaped tube which is connected to the valve body via mechanical fixing, such as a pair of brackets for example. Further, a layer of heat-conducting paste is interposed between the tube of the heating device and the valve body. The heat-conducting paste does not have a structural function and therefore mechanical fixing is are needed to connect the tube to the valve body.
The entire valve body of most conventional throttle valves is made of metallic material, such as aluminum, and is monolithic (i.e. is formed seamlessly in one piece).
The valve body (i.e. the second shell, the feeding duct, and the tube housing) is made by casting (normally die-casting) and, if needed, is then mechanically machined. Pinholes and/or micro air bubbles may form in the valve body because the material is injected at relatively high temperatures (in the order of 700.degree. C.), at equally high pressures (in the order of 1000 bar), and very rapidly for manufacturing the valve body by casting (normally die-casting). The pinholes and/or micro bubbles are difficult to see with unaided eye (but are visible only under X rays) and are difficult to identify during the step of setting and tuning the throttle valve.
Such pinholes and/or micro bubbles are particularly dangerous because with the aging of the valve body and, in the case of relatively high pressures involved, the passage of conditioning fluid in the conditioning circuit channel may put different micro bubbles into mutual communication and thereby cause the formation of channels for the passage of conditioning fluid towards the other components, in particular towards the electric motor, towards the feeding duct, or towards the outside environment.
SUMMARY OF THE INVENTION
It is the object of the present invention to provide a throttle valve for an internal combustion engine provided with a conditioning circuit, where the throttle valve is free from the drawbacks of the prior art and is easy and cost-effective to make at the same time.
It is a further object of the present invention to provide a method for making a throttle valve for an internal combustion engine which is free from the drawbacks of the prior art and which is easy and cost-effective to implement at the same time.
The present invention overcomes the disadvantages in the related art in a throttle valve for an internal combustion engine. The throttle valve includes a valve body entirely made of a first metallic material. A tubular feeding duct is defined in the valve body, and air taken in by the internal combustion engine flows through the tubular feeding duct. A throttle plate arranged inside the feeding duct is splined to a shaft mounted in a rotary manner so as to rotate around a rotation axis between a maximum opening position and a closing position to open and close the feeding duct. An actuating device controls the rotation of the throttle plate around the rotation axis and includes an electric motor and a gear drive transmits motion from the electric motor to the shaft of the throttle plate. An actuating device conditioning circuit is defined in the valve body and includes a tube for the passage of a conditioning fluid. The valve body includes a seat for housing the tube. The tube is made of a second material able to conduct heat and may be selected from a group including steel, aluminum, or copper. A substantially uniform layer of a structural and heat-conducting resin is provided interposed between the seat and the tube and applied on the entire available surface of the seat so as to allow fixing of the tube in the seat.
The present invention is also directed toward a method of manufacturing the throttle plate. The method includes the steps of: manufacturing the valve body provided with the seat by causing the second metal material to undergo a die casting process; applying a trace of the structural and thermosetting resin on the bottom of the seat; and inserting the tube into the seat so as to obtain a substantially uniform layer of the structural and thermosetting resin, which is interposed between the seat and the tube.
BRIEF DESCRIPTION OF THE DRAWINGS
Other objects, features, and advantages of the present invention will be readily appreciated as the same becomes better understood after reading the subsequent description taken in connection with the accompanying drawing wherein:
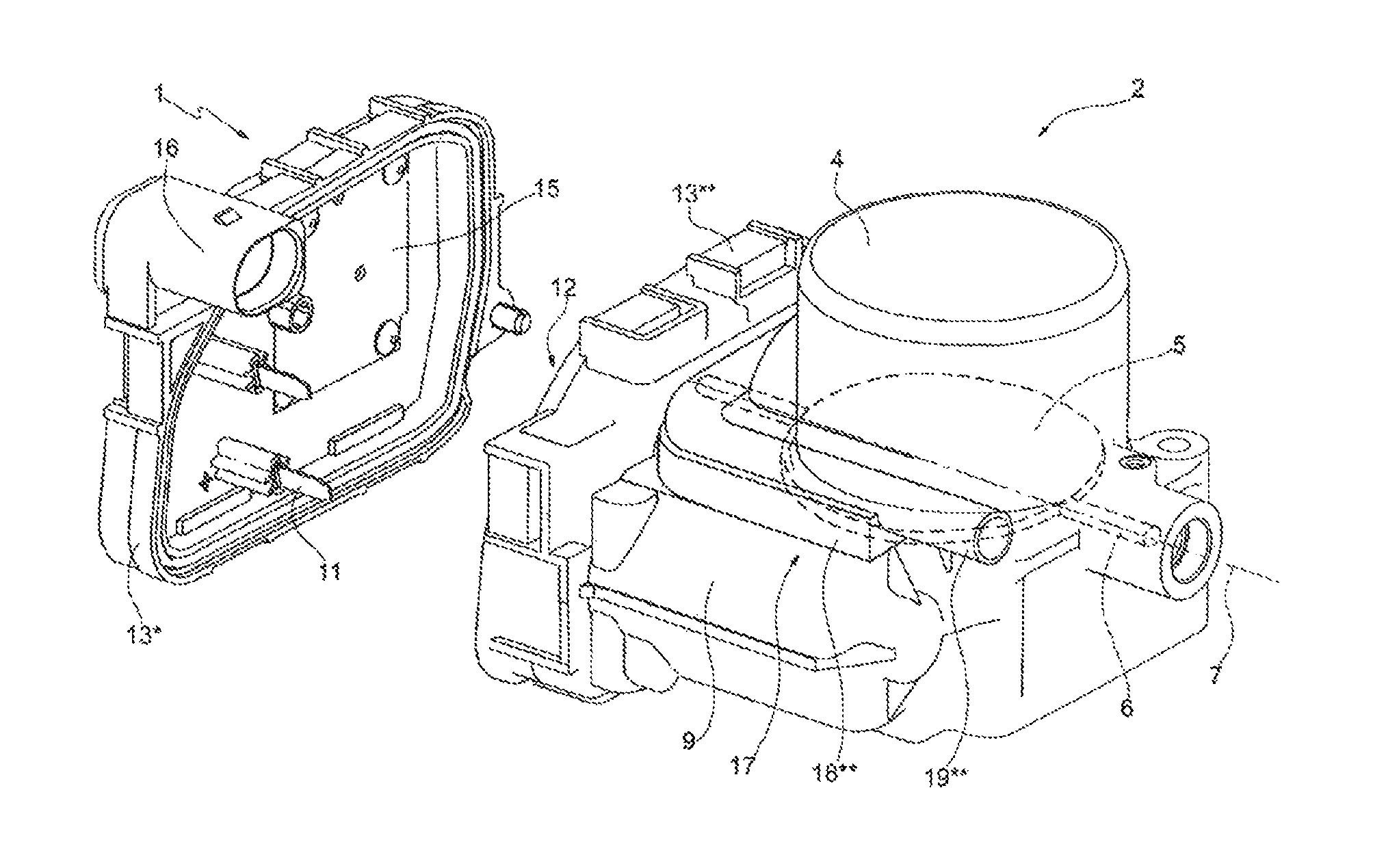
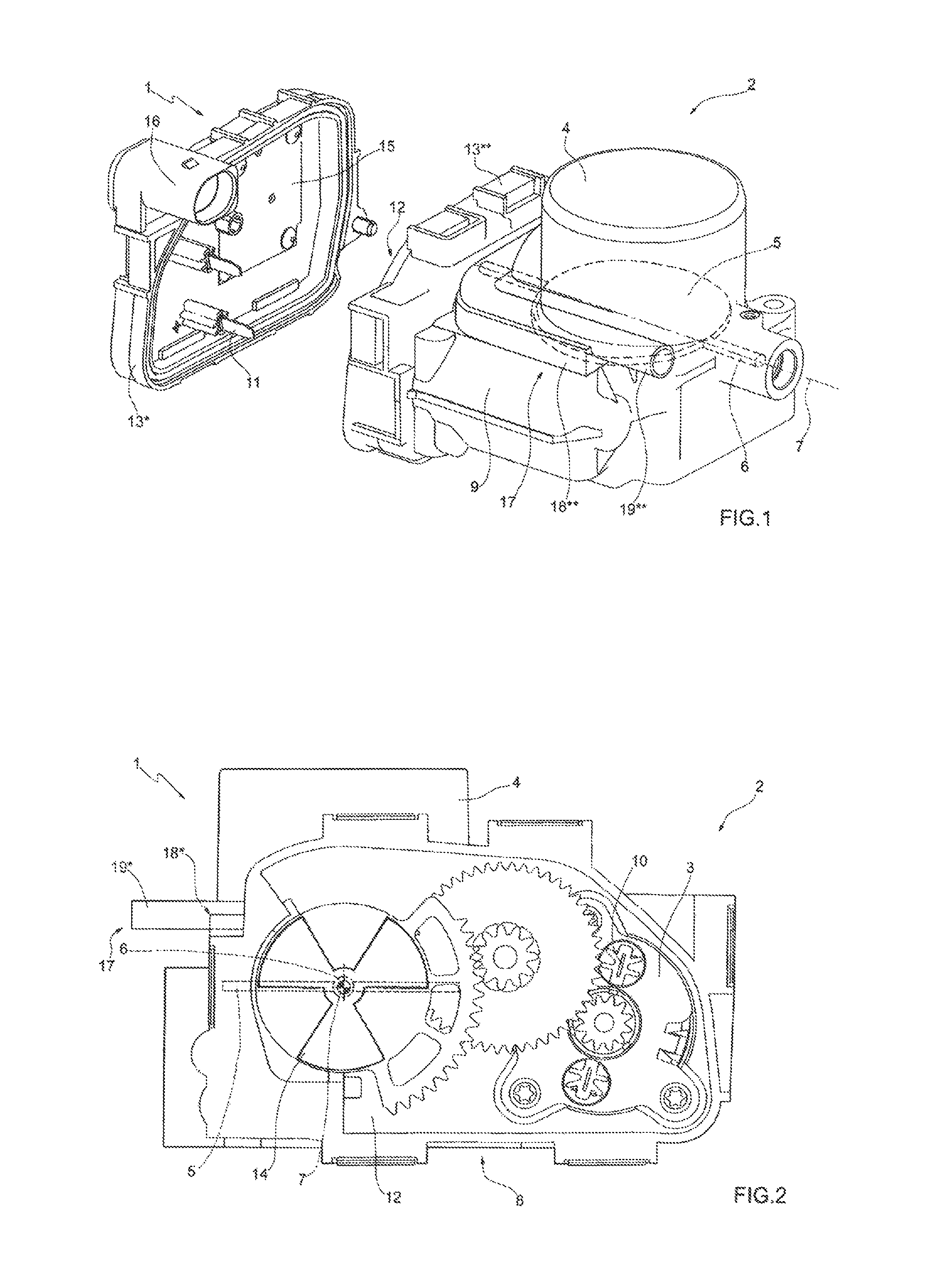
FIG. 1 is a perspective, partially exploded view with parts removed for clarity of a throttle valve made according to the present invention.
FIG. 2 is a front view with parts removed for clarity of the throttle valve in FIG. 1.
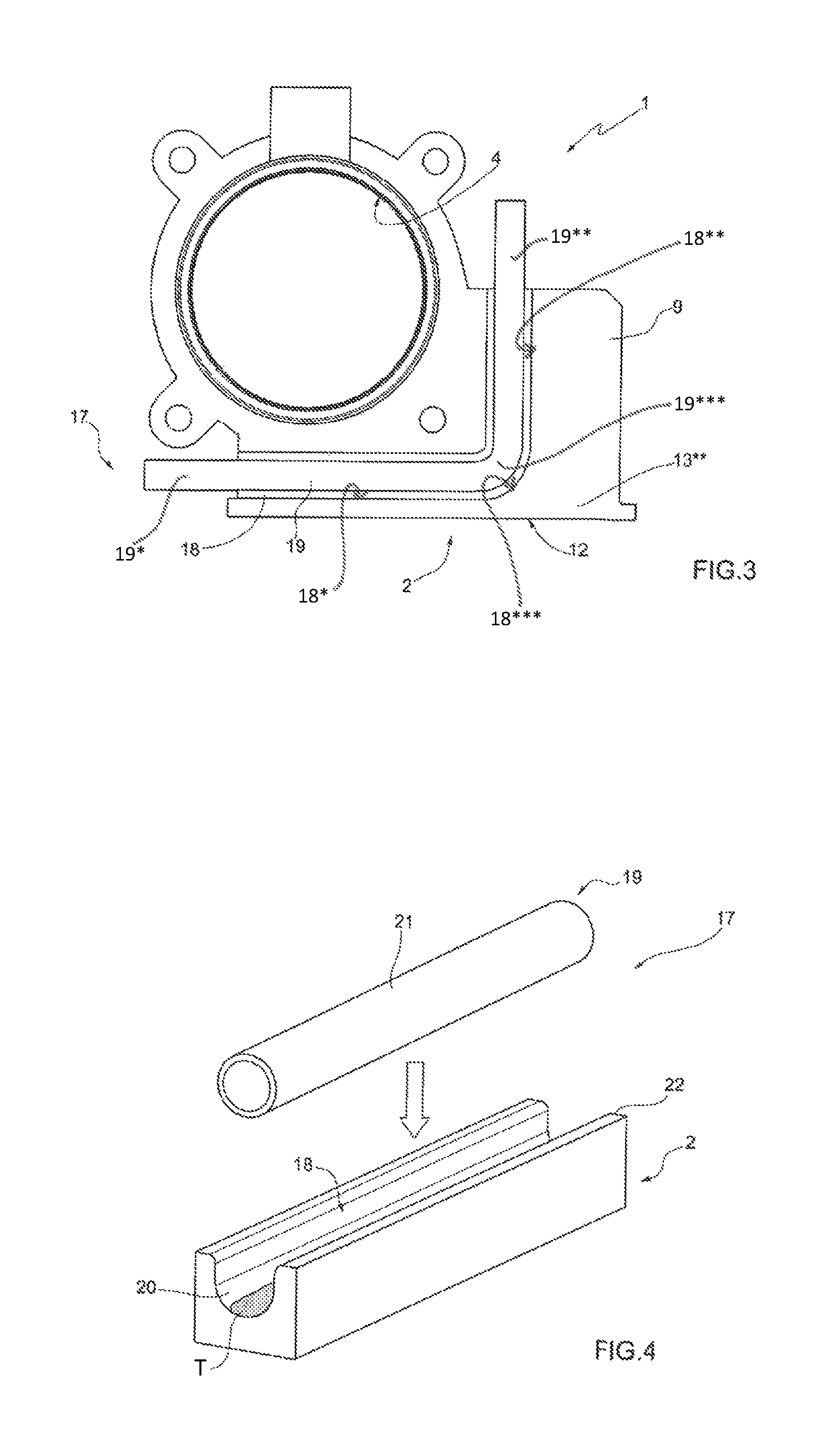
FIG. 3 is a plan view with parts removed for clarity of the throttle valve in FIG. 1.
FIG. 4 is a perspective view of a conditioning circuit of the throttle valve in FIG. 1.
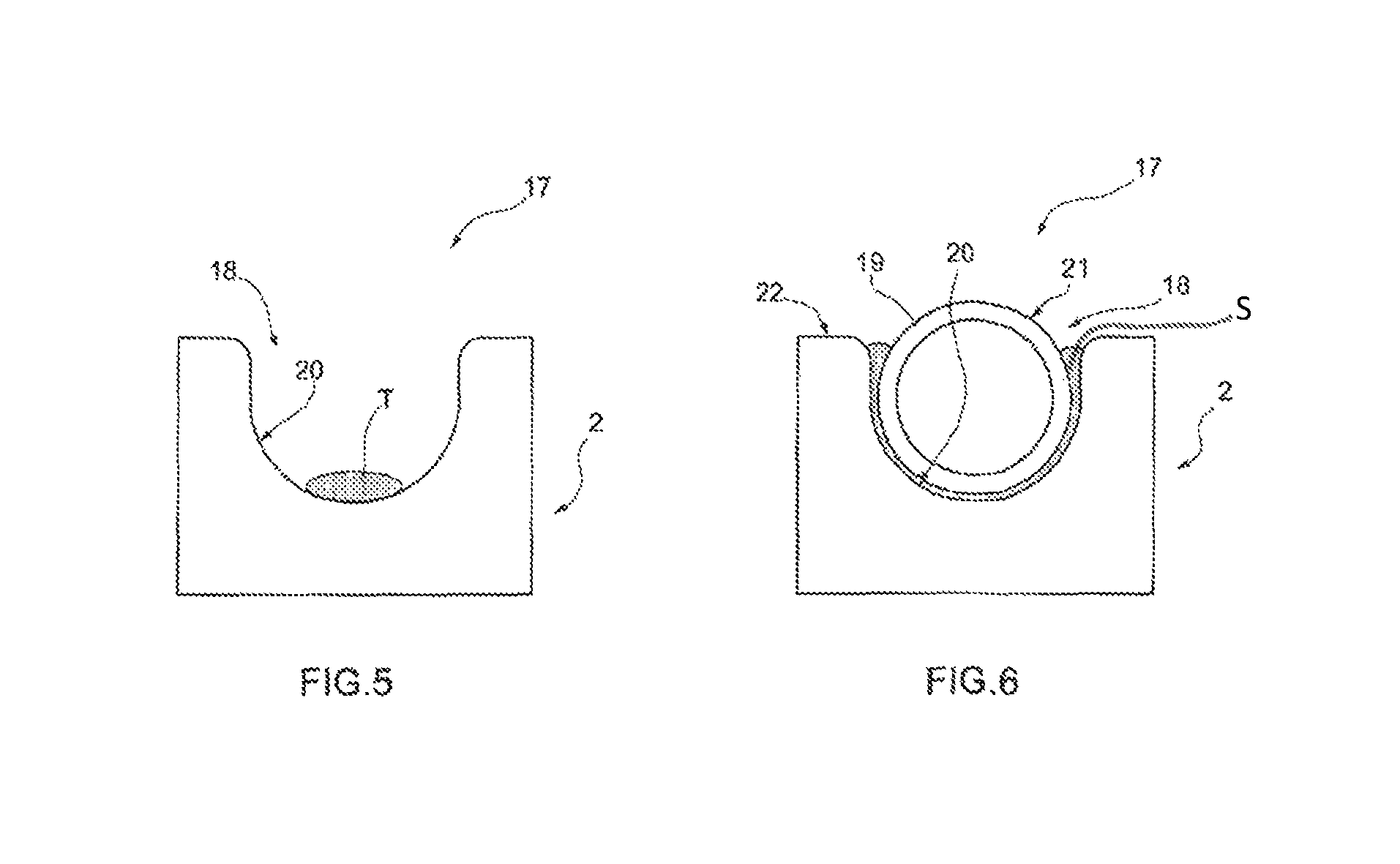
FIGS. 5 and 6 illustrate the detail of the conditioning circuit in FIG. 4 in various different, subsequent steps of the manufacturing method of the throttle valve in FIG. 1 from the front.
DETAILED DESCRIPTION OF THE INVENTION
With reference now to the drawing(s), in FIGS. 1 and 2, numeral 1 indicates as a whole an electronically controlled throttle valve for an internal combustion engine (not shown, but generally known in the art). The throttle valve 1 includes a valve body 2 housing an electric motor 3 (see FIG. 2), a tubular circular section feeding duct 4 through which the air aspirated by the internal combustion engine flows, and a throttle valve plate 5 (diagrammatically shown with a dashed line), which is circular, engages the feeding duct 4, and rotates between an opening position and a closing position of the feeding duct 4 under the bias of the actuator device. The throttle valve plate 5 is splined onto a shaft 6 having a longitudinal rotation axis 7 to rotate between the opening position and the closing position under the bias of the actuator device.
As shown in FIG. 2, the actuator device includes the electric motor 3 which is coupled to the shaft 6 itself via a gear drive 8, a return spring coupled to the shaft 6 (not shown) and adapted to rotate the throttle valve 5 towards the closing position, and a contrast spring coupled to the shaft 6 (not shown) and adapted to rotate the throttle valve plate 5 towards a partial opening position or limp-home position defined by a stopper body (not shown) against the bias of the return spring.
The electric motor 3 has a cylindrical body, which is arranged in a tubular housing 9 (shown in FIG. 1) of the valve body 2 arranged by the side of the feeding duct 4 and is maintained in a determined position in the tubular housing 9 by a metallic plate provided with a pair of female electric connectors 10 (see FIG. 2), which are electrically connected to the electric motor 3 and are adapted to be engaged with a pair of respective male electric connectors 11 (see FIG. 1).
The gear drive 8 is arranged in a chamber 12 (see FIG. 2) of the valve body 2, which is defined by a first shell 13* and a second shell 13**. The first shell 13* defines a removable lid 13* (see FIG. 1) and a second shell 13** is arranged by the side of the feeding duct 4 and next to the tubular housing 9.
As shown in FIGS. 1 and 2, the throttle valve 1 includes an inductive contactless type position sensor, which is coupled to the shaft 6 and is adapted to detect the angular position of the shaft 6 (and, thus, of the throttle valve plate 5) to allow a feedback control of the position of the throttle valve plate 5 itself. The position sensor includes a rotor 14 (see in FIG. 2) integral with the shaft 6, and a stator 15 (see FIG. 1) supported by the removable lid 13* and arranged facing the rotor 14 in use.
As shown in FIG. 1, the removable lid 13* is provided with a female electric connector 16, which includes a series of electric contacts (not shown in detail): two electric contacts are connected to the male electric connectors 11 adapted to supply the electric motor 3, while other electric contacts are connected to the stator 15 of the position sensor.
The valve body 2 is entirely made of a first material, internally defines the feeding duct 4, and includes the tubular housing 9, which is arranged by the side of the feeding duct 4 and houses the electric motor 3 and the chamber 12, which houses the gear transmission 8 and is closed by the removable lid 13*. In other words, the shell 13**, the feeding duct 4, and the tubular housing 9 are made of the first material
In one embodiment, the valve body 2 (i.e. the shell 13**, the feeding duct 4, and the tubular housing 9) is made of a metallic material, such as aluminum. Advantageously, the throttle valve 5 is made of the first metallic material of which the valve body 2 is made. Alternatively, the throttle valve plate 5 is made of a metallic material which is different from the metallic material of which the valve body 2 is made, but which behaves similarly to the first metallic material of which the valve body 2 is made. In this manner, the two parts which cooperate to define the closing of the feeding duct 4 are made of the same material (or in cases of mutually similar metallic materials) and thus have substantially the same type of behavior to heat variations and to aging.
As shown in FIG. 3, the valve body 2 includes a conditioning circuit 17 which, in turn, includes a seat 18 and a tube 19. In plan view, the seat 18 is substantially L-shaped and has a major branch 18* provided in the upper portion of the shell 13**, a minor branch 18** provided in the upper portion of the tubular housing 9, and a curved connecting stretch 18*** between the major branch 18* and the minor branch 18**. The seat 18 accommodates the tube 19 inside, which is made of a second material and is also substantially L-shaped having a major branch 19*, a minor branch 19**, and a curve connecting stretch 19*** between the major branch and the minor branch. In one embodiment, the second material of which the tube 19 is made is chosen from a group including: steel (advantageously, stainless steel), copper, aluminum, or any other material with good heat exchange capacity. As shown in detail in FIGS. 5 and 6, in section, the seat 18 is circular segment shaped, is open on the top, and the shape of the inner surface 20 which defines the seat 18 itself is substantially complementary to the outer surface 21 of the tube 19. The tube 19 is in hydraulic communication with a pump (not shown) which circulates conditioning fluid and feeds fluid to the tube 19 to condition the various parts of the throttle valve 1.
The valve body 2 (i.e. the shell 13**, the feeding duct 4, and the tube housing 9) is made by casting (normally die-casting) and, if needed, is then mechanically machined. In other words, the first material of which the valve body 2 (i.e. the shell 13**, the feeding duct 4, and the tubular housing 9) is made by injection co-molding so as to define the seat 18 provided for housing the tube 19.
As shown in detail in FIGS. 3-6, the tube 19 is inserted in the seat 18 provided in the valve body 2 once the casting process of the valve body 2 itself is completed.
A trace T of structural and heat-conducting resin is applied once the casting process of the valve body 2 is completed. The trace T of the structural and heat-conducting resin is deposited with a specific application tool, advantageously on the bottom of the seat 18 itself (as shown in FIGS. 4 and 5). In one embodiment, a structural and heat-conducting resin is used, the basic fluidity of which is variable from liquid to semi-solid. In one embodiment, a structural heat-conducting and thermosetting resin is used. In other alternative embodiments, the structural heat-conducting resin is epoxy, or polyurethane or acrylic based.
It will be appreciated that the resin used for the trace T has structural value to allow the anchoring of the tube 19 in the seat 18 and, at the same time, allows the transmission of heat between the conditioning fluid which circulates the tube 19 and the various parts of the throttle valve 1.
After having deposited the trace T of the structural and heat-conducting resin, the tube 19 is inserted in the seat 18. The resin present on the bottom of the seat 18 moves upwards so as to completely skim the inner surface 20 of the seat 18 and partially the outer surface 21 of the tube 19 so as not to protrude from the seat 18 towards an upper surface 22 of the valve body 2. A substantially uniform layer S of structural and heat-conducting resin is thus formed between the seat 18 and the tube 19 (see FIG. 6).
In one embodiment, the valve body 2 is substantially subjected to a thermal treatment (e.g. via infrared, induction, or via passage in polymerization ovens) to allow to complete the polymerization of the structural and heat-conducting resin. Alternatively, the structural and heat-conducting resin may be of the thermosetting type. A monocomponent structural and heat-conducting resin or a bicomponent structural and heat-conducting resin may be advantageously applied; the polymerization temperature of the structural and heat-conducting resin is variable as a function of the components of the structural and heat-conducting resin itself.
Once polymerized, the resin can constrain the tube 19 to the seat 18 and further allows the heat exchange between the conditioning fluid and the air aspirated by the internal combustion engine which flows through the tubular feeding duct 4 defined in the valve body 2. Furthermore, the structural and heat-conducting resin has a high resistance to thermal shocks and relatively high working temperatures (in the order of 380.degree. C.) equal to double the temperatures which can be found in the valve body 2.
In one embodiment, the seat 18 is open on the top and the tube 19 is rigidly constrained to the seat 18 exclusively via the structural and heat-conductive resin. In other words, there are no mechanical locks constraining the tube 19 in the specific seat 18.
In one variant, a mechanical lock (not shown) of the tube 19 in the specific seat 18 are provided, as for example a number of fixing brackets or plates distributed along the entire length of the tube 19.
It will be appreciated that the conditioning circuit 17 may have alternatively different conformations from the substantially L-shape conformation described above. In particular, according to alternative variants, the conditioning circuit 17 (i.e. the seat 18 and tube 19) has a rectilinear shape and is provided in the upper portion of the shell 13** or in the upper portion of the tubular housing 9.
The throttle valve 1 described above has many advantages. In particular, the valve body 2 of the throttle valve 1 described above is simple and cost-effective to make because it can be easily made by injection molding the valve body 2 (i.e. the shell 13**, the feeding duct 4, and the tubular housing 9) and subsequently applying the resin for locking the tube 19 in the seat 18. Furthermore, the valve body 2 of the throttle valve 1 described above has extremely low weight and manufacturing costs. Moreover, the throttle valve 1 allows to prevent the passage of conditioning fluid used in the conditioning circuit and contained in the tube 19 towards, for example, the electric motor 3, the feeding duct 4, or towards the outside environment during use, independently from aging in use.
The invention has been described in an illustrative manner. It is to be understood that the terminology which has been used is intended to be in the nature of words of description rather than of limitation. Many modifications and variations of the invention are possible in light of the above teachings. Therefore, within the scope of the appended claims, the invention may be practiced other than as specifically described.
* * * * *
D00000
D00001
D00002
D00003
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.