Composite mandrel for autoclave curing applications
Robins , et al.
U.S. patent number 10,286,577 [Application Number 15/144,808] was granted by the patent office on 2019-05-14 for composite mandrel for autoclave curing applications. This patent grant is currently assigned to The Boeing Company. The grantee listed for this patent is The Boeing Company. Invention is credited to Panagiotis E. George, Brian G. Robins, Daniel M. Rotter, Todd J. Washburn.




| United States Patent | 10,286,577 |
| Robins , et al. | May 14, 2019 |
Composite mandrel for autoclave curing applications
Abstract
A composite mandrel includes a generally elongated mandrel body comprising a resilient mandrel core and an elastomeric mandrel outer layer disposed outside the mandrel core. A method for fabricating a contoured stiffened composite panel is also disclosed.
| Inventors: | Robins; Brian G. (Renton, WA), Rotter; Daniel M. (Lake Forest Park, WA), Washburn; Todd J. (Maple Valley, WA), George; Panagiotis E. (Lake Tapps, WA) | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Applicant: |
|
||||||||||
| Assignee: | The Boeing Company (Chicago,
IL) |
||||||||||
| Family ID: | 41504280 | ||||||||||
| Appl. No.: | 15/144,808 | ||||||||||
| Filed: | May 2, 2016 |
Prior Publication Data
| Document Identifier | Publication Date | |
|---|---|---|
| US 20160243730 A1 | Aug 25, 2016 | |
Related U.S. Patent Documents
| Application Number | Filing Date | Patent Number | Issue Date | ||
|---|---|---|---|---|---|
| 12170843 | Jul 10, 2008 | 9327467 | |||
| Current U.S. Class: | 1/1 |
| Current CPC Class: | B29D 99/0014 (20130101); B29C 33/3814 (20130101); B29C 70/865 (20130101); B29C 33/505 (20130101); B29L 2031/757 (20130101); B29L 2031/3076 (20130101) |
| Current International Class: | B29C 33/38 (20060101); B29C 33/50 (20060101); B29C 70/86 (20060101); B29D 99/00 (20100101) |
References Cited [Referenced By]
U.S. Patent Documents
| 2485898 | October 1949 | Mathews et al. |
| 3306767 | February 1967 | Snyder |
| 3610563 | October 1971 | Allen |
| 3700512 | October 1972 | Pearson et al. |
| 3764641 | October 1973 | Ash |
| 3795559 | March 1974 | Horn et al. |
| 4087502 | May 1978 | Hoffmeister |
| 4662587 | May 1987 | Whitener |
| 4675061 | June 1987 | Mead |
| 4681724 | July 1987 | Faiz et al. |
| 4780262 | October 1988 | VonVolkli |
| 4946526 | August 1990 | Petty-Galis |
| 4954209 | September 1990 | Baron |
| 5013514 | May 1991 | Azzani et al. |
| 5248242 | September 1993 | Lallo |
| 5259901 | November 1993 | Davis et al. |
| 5354195 | October 1994 | Dublinski et al. |
| 5368807 | November 1994 | Lindsay |
| 5382150 | January 1995 | Henrio |
| 5387098 | February 1995 | Wilden |
| 5397524 | March 1995 | Phillips |
| 5425628 | June 1995 | Pinckney et al. |
| 5469686 | November 1995 | Pykiet |
| 5507341 | April 1996 | Eslinger et al. |
| 5538589 | July 1996 | Jensen et al. |
| 5605195 | February 1997 | Eslinger et al. |
| 5645668 | July 1997 | Lin et al. |
| 5707576 | January 1998 | Asher |
| 5817269 | October 1998 | Younie et al. |
| 5897818 | April 1999 | Lewit et al. |
| 5922151 | July 1999 | Piper |
| 6458309 | October 2002 | Allen et al. |
| 6497190 | December 2002 | Lewit |
| 6510961 | January 2003 | Head et al. |
| 6613258 | September 2003 | Maison et al. |
| 6692681 | February 2004 | Lunde |
| 6743504 | June 2004 | Allen et al. |
| 6746642 | June 2004 | Buge et al. |
| 6749171 | June 2004 | Takagi |
| 7052572 | May 2006 | Miura et al. |
| 7074474 | July 2006 | Toi et al. |
| 7083698 | August 2006 | Engwall et al. |
| 7138031 | November 2006 | Erickson et al. |
| 7204951 | April 2007 | Simpson et al. |
| 7293737 | November 2007 | Engwall et al. |
| 7294220 | November 2007 | Anderson |
| 7338703 | March 2008 | Merriman |
| 7357166 | April 2008 | Pham et al. |
| 7419130 | September 2008 | Peery |
| 7445744 | November 2008 | Simpson et al. |
| 7459048 | December 2008 | Pham et al. |
| 7527222 | May 2009 | Biomstad et al. |
| 7790082 | September 2010 | Buge et al. |
| 7815160 | October 2010 | Stenard |
| 7824171 | November 2010 | Hanson et al. |
| 7861969 | January 2011 | Guzman et al. |
| 7879276 | February 2011 | Guzman et al. |
| 7897225 | March 2011 | Campbell et al. |
| 7972466 | July 2011 | Cerezo et al. |
| 7998299 | August 2011 | McCarville et al. |
| 9505491 | November 2016 | Byrnes |
| 2002/0056788 | May 2002 | Anderson |
| 2002/0178992 | December 2002 | Lewit |
| 2004/0070108 | April 2004 | Simpson et al. |
| 2005/0051262 | March 2005 | Erickson et al. |
| 2005/0161154 | July 2005 | Anderson |
| 2005/0230552 | October 2005 | Engwall et al. |
| 2007/0044904 | March 2007 | Mead et al. |
| 2007/0096368 | May 2007 | Hanson et al. |
| 2008/0131716 | June 2008 | Ridges |
| 2008/0277531 | November 2008 | Ackermann et al. |
| 2008/0290214 | November 2008 | Guzman |
| 2008/0302912 | December 2008 | Yip et al. |
| 2009/0127393 | May 2009 | Guzman et al. |
| 2009/0206504 | August 2009 | Campbell et al. |
| 2009/0294040 | December 2009 | Fernandez et al. |
| 2010/0006739 | January 2010 | Robins et al. |
| 2010/0009124 | January 2010 | Robins et al. |
| 2010/0024964 | February 2010 | Ingram, Jr. et al. |
| 2010/0129589 | May 2010 | Senibi et al. |
| 2013/0175731 | July 2013 | Doddman |
| 03085680 | Apr 1991 | JP | |||
| H0671654 | Mar 1994 | JP | |||
| WO9851481 | Nov 1998 | WO | |||
| WO2005105402 | Nov 2005 | WO | |||
| WO2008003715 | Jan 2008 | WO | |||
| WO2008003721 | Jan 2008 | WO | |||
| WO2008003733 | Jan 2008 | WO | |||
| WO2010005811 | Jan 2010 | WO | |||
Other References
|
International Search Report dated Oct. 2, 2009, regarding Application No. PCT/US2009/048889 (WO2010005811) 3 pages. cited by applicant . "Unitary", Webster's New Collegiate Dictionary, G. & C. Merriam Co., Springfield, Massachsettes, 1977, pp. 1279-1280. cited by applicant . Office Action, dated Sep. 27, 2010, regarding U.S. Appl. No. 12/170,843, 10 pages. cited by applicant . Final Office Action, dated Feb. 8, 2011, regarding U.S. Appl. No. 12/170,843, 11 pages. cited by applicant . Office Action, dated Nov. 9, 2011, regarding U.S. Appl. No. 12/350,928, U.S. Appl. No. 12/170,843, 12 pages. cited by applicant . Final Office Action, dated Apr. 25, 2012, regarding U.S. Appl. No. 12/170,843, 28 pages. cited by applicant . Office Action, dated May 1, 2014, regarding U.S. Appl. No. 12/170,843, 18 pages. cited by applicant . Final Office Action, dated Oct. 10, 2014, regarding U.S. Appl. No. 12/170,843, 13 pages. cited by applicant . Office Action, dated Sep. 16, 2015, regarding U.S. Appl. No. 12/170,843, 10 pages. cited by applicant . Office Action, dated Dec. 30, 2015, regarding U.S. Appl. No. 12/170,843, 15 pages. cited by applicant . Office Action, dated Jun. 30, 2011, regarding U.S. Appl. No. 12/350,928, 16 pages. cited by applicant . Final Office Action, dated Dec. 20, 2011, regarding U.S. Appl. No. 12/350,928, 12 pages. cited by applicant . Final Office Action, dated Aug. 7, 2012, regarding U.S. Appl. No. 12/350,928, 28 pages. cited by applicant . Office Action, dated May 16, 2013, regarding U.S. Appl. No. 12/350,928, 13 pages. cited by applicant . Office Action, dated Nov. 3, 2014, regarding U.S. Appl. No. 12/350,928, 17 pages. cited by applicant . Notice of Allowance, dated Sep. 4, 2015, regarding U.S. Appl. No. 12/350,928, 10 pages. cited by applicant . PCT application PCT/US2009/048889, filed Jun. 26, 2009, 26 pages. cited by applicant. |
Primary Examiner: Gupta; Yogendra N
Assistant Examiner: Luk; Emmanuel S
Attorney, Agent or Firm: Yee & Associates, P.C.
Parent Case Text
This application is a divisional application of U.S. Pat. No. 9,327,467, filed Jul. 10, 2008, and issued May 3, 2016.
Claims
What is claimed is:
1. A composite mandrel, comprising: a generally elongated mandrel body comprising: a resilient mandrel core; and an elastomeric mandrel outer layer disposed outside the resilient mandrel core, wherein a cross-sectional area and type of foam used for the resilient mandrel core is engineered to impart compression compliance under autoclave pressure to offset a combined thermal expansion behavior of the resilient mandrel core and the elastomeric mandrel outer layer.
2. The composite mandrel of claim 1, wherein the resilient mandrel core comprises foam.
3. The composite mandrel of claim 1 wherein the generally elongated mandrel body has a generally triangular cross-section.
4. The composite mandrel of claim 3 wherein the resilient mandrel core comprises a core base, a pair of core sides extending from said core base and a core apex extending between said pair of core sides.
5. The composite mandrel of claim 4 wherein the core apex of the resilient mandrel core is rounded.
6. The composite mandrel of claim 4 wherein the elastomeric mandrel outer layer comprises a mandrel base disposed adjacent to the core base of the resilient mandrel core; a pair of mandrel sides disposed adjacent to the pair of core sides, respectively, of the resilient mandrel core; and a mandrel apex disposed adjacent to the core apex of the resilient mandrel core.
7. The composite mandrel of claim 6 wherein the mandrel apex of the elastomeric mandrel outer layer is rounded.
8. The composite mandrel of claim 1, wherein the generally elongated mandrel body has a trapezoidal cross-section.
9. The composite mandrel of claim 1, wherein the elastomeric mandrel outer layer has a substantially constant thickness, and wherein the elastomeric mandrel outer layer is configured to expand uniformly during curing.
10. The composite mandrel of claim 1, wherein the elastomeric mandrel outer layer is configured to be deformed for removal from a composite structure.
11. The composite mandrel of claim 1, wherein the elastomeric mandrel outer layer conforms to pad-ups and ramps.
12. The composite mandrel of claim 1, wherein the elastomeric mandrel outer layer is in contact with and substantially co-extensive with the resilient mandrel core.
13. A composite mandrel for fabricating an aircraft part, comprising: a generally elongated one-piece mandrel body configured to provide structural support to a cavity of the aircraft part during a curing step in an autoclave and configured to be extracted from the cavity after the curing step, the generally elongated one-piece mandrel body comprising: a resilient mandrel core; and an elastomeric mandrel outer layer disposed outside and in contact with the resilient mandrel core.
14. The composite mandrel of claim 13 wherein the resilient mandrel core comprises foam.
15. The composite mandrel of claim 13, wherein the generally elongated one-piece mandrel body has a generally trapezoidal cross-section, wherein the resilient mandrel core comprises a core base, a pair of core sides extending from the core base and a generally planar core top extending between the pair of core sides.
16. The composite mandrel of claim 15 wherein the elastomeric mandrel outer layer comprises a mandrel base disposed adjacent to the core base of the resilient mandrel core; a pair of mandrel sides disposed adjacent to the pair of core sides, respectively, of the resilient mandrel core; and a mandrel top surface disposed adjacent to the core top of the resilient mandrel core.
17. The composite mandrel of claim 13, wherein the elastomeric mandrel outer layer is configured to be deformed for removal from the cavity.
18. The composite mandrel of claim 13, wherein a cross-sectional area and type of foam used for the resilient mandrel core is engineered to impart compression compliance under autoclave pressure to offset a combined thermal expansion behavior of the resilient mandrel core and the elastomeric mandrel outer layer.
19. A composite mandrel for fabricating an aircraft part, comprising: a generally elongated mandrel body configured to provide structural support to a cavity of the aircraft part during a curing step in an autoclave and configured to be extracted from the cavity after the curing step, the generally elongated mandrel body having a generally trapezoidal cross-section and comprising: a resilient foam mandrel core having a core base, a pair of core sides extending from said core base and a generally planar core top extending between said pair of core sides; and an elastic rubber mandrel outer layer disposed outside and in contact with the resilient foam mandrel core and having a mandrel base disposed adjacent to said core base of the resilient foam mandrel core; a pair of mandrel sides disposed adjacent to said core sides, respectively, of the resilient foam mandrel core; and a mandrel top surface disposed adjacent to said core top of the resilient foam mandrel core.
Description
TECHNICAL FIELD OF THE INVENTION
The disclosure relates to mandrels for forming cavities in composite materials. More particularly, the disclosure relates to a composite mandrel which is suitable for autoclave curing applications in the formation of cavities in composite materials.
BACKGROUND OF THE INVENTION
When composite materials are molded into shapes with cavities, such as hat stringers, for example, there may be a need for some type of tooling that can apply pressure from the cavity outward during the curing step and can be extracted from the cavity after curing. The existing tooling used for this purpose may include without limitation inflatable rubber mandrels; solid mandrels such as metal, rubber or composite mandrels; or dissolvable mandrels. However, the inflatable rubber mandrels may be prone to leaking, which may lead to widespread porosity in the resulting composite laminate. The solid rubber mandrel may result in a cavity with a distorted cross-sectional shape or exert an uneven pressure on the composite laminate and may be too heavy for fabrication of large parts. The solid metal or composite mandrels may not have sufficient flexibility to be removed from parts having any degree of curvature or complexity. The dissolvable mandrels may be expensive to make and difficult to remove from large parts. Existing mandrel designs may not accommodate the dimensional changes of the composite part which occurs during application of heat to the surrounding tooling and part materials at the curing step. This can cause undesirable part material movement resulting in such distortions as waviness, wrinkling and/or bridging in the composite material.
Therefore, a mandrel is needed which is suitable for curing applications in the formation of cavities in composite materials and overcomes some or all of the limitations of conventional composite mandrels.
SUMMARY OF THE INVENTION
The disclosure is generally directed to a composite mandrel. An illustrative embodiment of the composite mandrel includes a generally elongated mandrel body comprising a resilient mandrel core and an elastomeric mandrel outer layer disposed outside the mandrel core. The mandrel may combine the desired characteristics of foam and rubber to produce a manufacturing aid for airplane stringers or other similar open cavity parts made from fiber/resin composite materials. The manufacturing aid which is embodied in the composite mandrel may be less costly, more durable and less prone to failures than current inflatable bladder technologies.
BRIEF DESCRIPTION OF THE ILLUSTRATIONS
FIG. 1 is a top view of an illustrative embodiment of the composite mandrel.
FIG. 2 is a cross-sectional view, taken along section lines 2-2 in FIG. 1, of the composite mandrel.
FIG. 3 is a cross-sectional view of an alternative illustrative embodiment of the composite mandrel.
FIG. 4 is an exploded top view of a composite assembly, more particularly illustrating insertion of multiple composite mandrels into respective stiffening elements in the composite assembly preparatory to curing of the composite assembly.
FIG. 5 is a cross-sectional view, taken along section lines 5-5 in FIG. 4, of the composite assembly.
FIG. 6 is a top view of the composite assembly, with the composite mandrels inserted in the respective stiffening elements of the assembly.
FIG. 7 is a top view of the composite assembly, contained in vacuum bagging preparatory to curing of the assembly.
FIG. 8 is an exploded top view of the composite assembly, more particularly illustrating removal of the composite mandrels from the respective stiffening elements in the composite assembly after curing of the composite assembly.
FIG. 9 is a flow diagram which illustrates an illustrative method for fabricating a contoured stiffened composite panel.
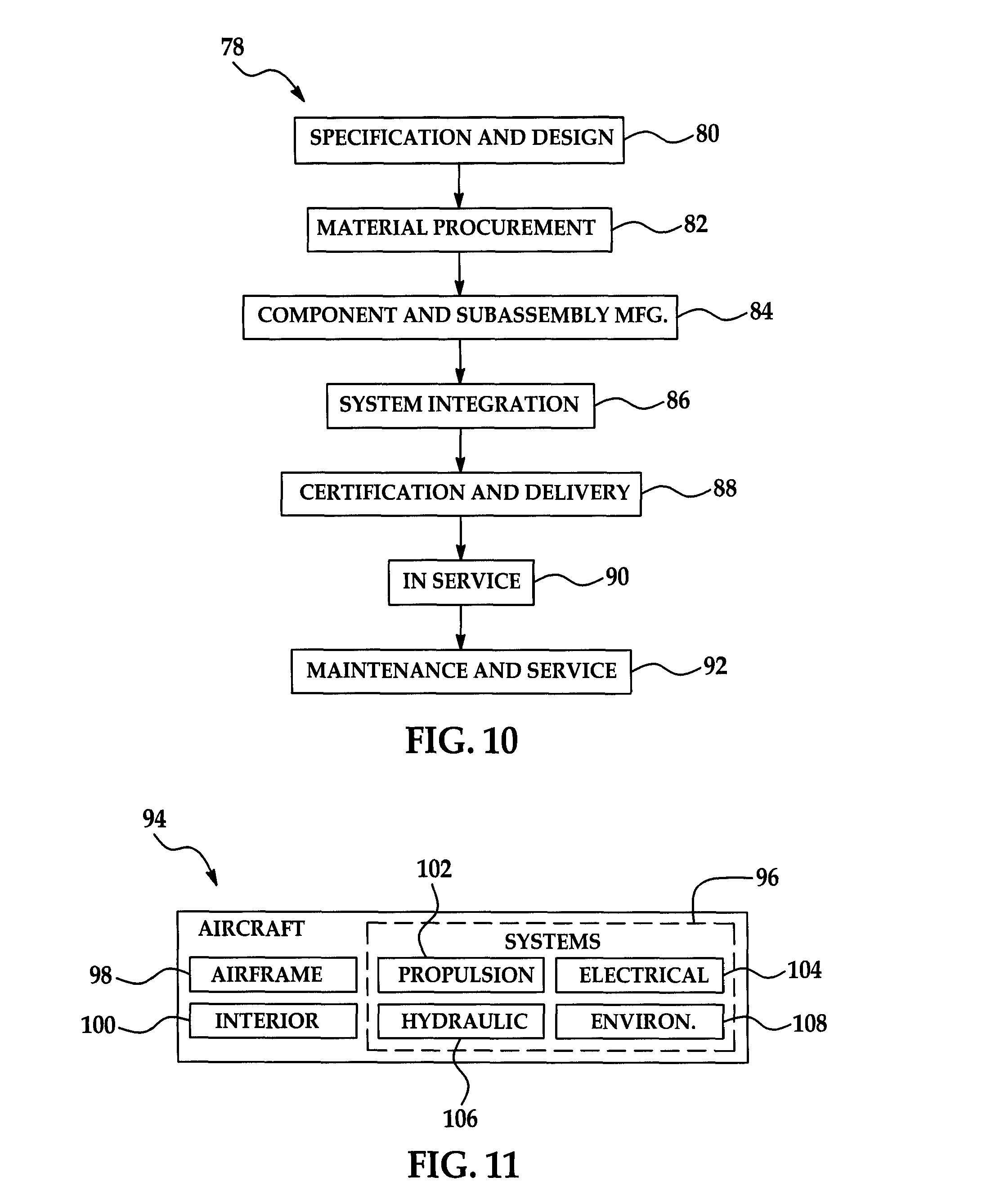
FIG. 10 is a flow diagram of an aircraft production and service methodology.
FIG. 11 is a block diagram of an aircraft.
DETAILED DESCRIPTION
Referring initially to FIGS. 1 and 2, an illustrative embodiment of the composite mandrel is generally indicated by reference numeral 1. The composite mandrel 1 may be used to fill a cavity (not shown) in an airplane stringer or other open-cavity part (not shown) made from fiber/resin composite materials to prevent collapse of the cavity during curing of the composite materials. The composite mandrel 1 may be less costly, more durable and more effective and reliable than current inflatable bladder mandrel technologies.
The composite mandrel 1 includes a generally elongated mandrel body 7 having a mandrel core 2 which is a resilient material and a mandrel outer layer 10 which is disposed outside the mandrel core 2, as shown in FIG. 2, and is an elastomeric material. In some embodiments, the mandrel core 2 is foam or other such material which incorporates open space and/or air pockets to prevent bulk modulus behavior during thermal expansion and the mandrel outer layer 10 may be an elastomeric material such as elastic rubber, for example and without limitation. The mandrel core 2 and the mandrel outer layer 10 may be generally coextensive with the mandrel body 7.
The mandrel core 2 and the mandrel outer layer 10 may have any cross-sectional shape depending on the particular use requirements of the composite mandrel 1. In some applications, for example, each of multiple composite mandrels 1 may be suitably configured to fill respective stiffening elements (such as stringers) 27 during the curing and/or cocuring of a composite panel assembly 24, as shown in FIGS. 4-8 and will be hereinafter described. As shown in FIG. 2, in some embodiments of the composite mandrel 1, the mandrel body 7 may have a generally triangular cross-sectional shape. Accordingly, the mandrel core 2 has a generally flat or planar core base 3 with lateral core edges 6. Core sides 4 angle from the respective core edges 6. A core apex 5, which may be rounded, extends between the core sides 4. The shape of the mandrel outer layer 10 may generally correspond to that of the mandrel core 2, defining a mandrel base 11 which extends adjacent to the core base 3; a pair of mandrel sides 12 which extend adjacent to the respective core sides 4; a mandrel apex 13 which may be rounded and is disposed adjacent to the core apex 5; and mandrel edges 14 which correspond positionally to the respective core edges 6 of the mandrel core 2.
As shown in FIG. 3, in some embodiments of the composite mandrel 1a, the mandrel body 7a may have a generally trapezoidal shape. Accordingly, the mandrel core 2a has a generally flat or planar core base 3; a pair of core sides 4 which angle from the core base 3; and a generally flat or planar mandrel core top 8 which extends between the core sides 4. The mandrel outer layer 10a defines a mandrel base 11 which extends adjacent to the core base 3; a pair of mandrel sides 12 which extend adjacent to the respective core sides 4; a generally flat or planar mandrel top surface 16 which is disposed adjacent to the mandrel core top 8; and mandrel edges 14 which correspond to the respective core edges 6 of the mandrel core 2a.
Referring next to FIGS. 4-8, in typical application, multiple composite mandrels 1 are inserted in respective stiffening elements 27 provided in a stiffening layer 26 of a composite panel assembly 24 during curing of the composite panel assembly 24. The composite panel assembly 24 will ultimately form an airplane stringer (not shown); however, it will be appreciated by those skilled in the art that the composite mandrels 1 can be adapted to fill cavities in any other type of open-cavity or closed-cavity composite material part made from fiber/resin composite materials during curing of the composite material part. The composite mandrels 1 can be adapted to fill cavities having a constant cross-sectional shape or a cross-sectional shape which varies along the length of the composite material, such as cavities which taper or curve along the length of the cavity, for example and without limitation.
As illustrated in FIG. 5, in an embodiment of fabrication of the composite panel assembly 24, a base composite layer 25 may initially be placed on a tooling surface 20 of OML tooling or IML tooling, for example and without limitation. The tooling surface 20 may have a generally concave contour, as shown. Alternatively, the tooling surface 20 may have a generally planar or convex contour, depending on the particular application. The stiffening layer 26 may be placed on the base composite layer 25. The stiffening elements 27 may be shaped in the stiffening layer 26 and extend along the longitudinal axis of the tooling surface 20 in generally parallel relationship with respect to each other, as shown in FIG. 4, and in generally perpendicular relationship with respect to the concave contour of the tooling surface 20. Alternatively, the stiffening elements 27 may be separate or discrete units. As further shown in FIG. 5, each stiffening element 27 has a stiffening element cavity 28. In some embodiments, the stiffening elements 27 may be oriented in orientations other than along the longitudinal axis of the tooling surface 20 and may converge or diverge, for example and without limitation.
As shown in FIGS. 4 and 6, multiple composite mandrels 1 may be inserted into the stiffening element cavitys 28 of the respective stiffening elements 27. The elastomeric mandrel outer layer 10 of each composite mandrel 1 allows for a proper fit of the composite mandrel 1 into the stiffening element cavity 28 of each stiffening element 27 and conforms to pad-ups and ramps. As shown in FIG. 7, the composite panel assembly 24 may then be enclosed in vacuum bagging 30 and cured by autoclaving. During the curing process, the composite mandrels 1 maintain the shape and prevent collapse of the respective stiffening elements 27 as the composite material of the base composite layer 25 and the stiffening layer 26 hardens.
After curing, the composite panel assembly 24 is removed from the vacuum bagging 30. The composite mandrels 1 may be removed from the stiffening element cavitys 28 of the respective stiffening elements 27, as shown in FIG. 8. During removal, the elastomeric mandrel outer layer 10 of each composite mandrel 1 may easily be deformed; this reduces the effort required for removal. The cured composite panel assembly 24 may then be processed to complete fabrication of the airplane assembly (not shown) or other composite part, according to the knowledge of those skilled in the art.
It will be appreciated by those skilled in the art that the resilient mandrel core 2 of the composite mandrel 1 enhances the structural and compressive characteristics of the composite mandrel 1 relative to the designs of conventional mandrels. This structural and compressive support may be necessary to maintain the shape of the stringer or other composite part during automated composite fiber placement as well as autoclave curing. Since the outer mandrel layer 10 may be a constant thickness, it may expand uniformly during curing, thus avoiding the problems associated with uneven expansion of a solid rubber material. The cross-sectional area and type of foam used for the mandrel core 2 may be engineered to impart compression compliance under autoclave pressure, thus offsetting the combined thermal expansion behavior of the foam and rubber.
Referring next to FIG. 9 of the drawings, a flow diagram 900 which illustrates an illustrative method for fabricating a contoured stiffened composite panel is shown. In block 902, a tooling surface, such as the tooling surface 20 which was heretofore described with respect to FIG. 5, for example and without limitation, is provided. The tooling surface may have a concave, planar, convex or alternative contour. In block 904, a base composite layer is laminated on the tooling surface. In block 906, open-section stiffening elements are positioned on the base composite layer. In block 908, composite mandrels are provided. Each composite mandrel includes a resilient mandrel core and an elastomeric mandrel outer layer disposed outside the resilient mandrel core. In block 910, composite mandrels are inserted in the respective stiffening elements. In block 912, the composite panel and stiffening elements are sealed in vacuum bagging. In block 914, the composite panel and the stiffening elements are cured. An autoclave may be used during curing. In block 916, the composite mandrels are removed from the stiffening elements.
Referring next to FIGS. 10 and 11, embodiments of the disclosure may be used in the context of an aircraft manufacturing and service method 78 as shown in FIG. 10 and an aircraft 94 as shown in FIG. 11. During pre-production, exemplary method 78 may include specification and design 80 of the aircraft 94 and material procurement 82. During production, component and subassembly manufacturing 84 and system integration 86 of the aircraft 94 takes place. Thereafter, the aircraft 94 may go through certification and delivery 88 in order to be placed in service 90. While in service by a customer, the aircraft 94 may be scheduled for routine maintenance and service 92 (which may also include modification, reconfiguration, refurbishment, and so on).
Each of the processes of method 78 may be performed or carried out by a system integrator, a third party, and/or an operator (e.g., a customer). For the purposes of this description, a system integrator may include without limitation any number of aircraft manufacturers and major-system subcontractors; a third party may include without limitation any number of vendors, subcontractors, and suppliers; and an operator may be an airline, leasing company, military entity, service organization, and so on.
As shown in FIG. 11, the aircraft 94 produced by exemplary method 78 may include an airframe 98 with a plurality of systems 96 and an interior 100. Examples of high-level systems 96 include one or more of a propulsion system 102, an electrical system 104, a hydraulic system 106, and an environmental system 108. Any number of other systems may be included. Although an aerospace example is shown, the principles of the invention may be applied to other industries, such as the automotive industry.
The apparatus embodied herein may be employed during any one or more of the stages of the production and service method 78. For example, components or subassemblies corresponding to production process 84 may be fabricated or manufactured in a manner similar to components or subassemblies produced while the aircraft 94 is in service. Also, one or more apparatus embodiments may be utilized during the production stages 84 and 86, for example, by substantially expediting assembly of or reducing the cost of an aircraft 94. Similarly, one or more apparatus embodiments may be utilized while the aircraft 94 is in service, for example and without limitation, to maintenance and service 92.
Although the embodiments of this disclosure have been described with respect to certain exemplary embodiments, it is to be understood that the specific embodiments are for purposes of illustration and not limitation, as other variations will occur to those of skill in the art.
* * * * *
D00000
D00001
D00002
D00003
D00004
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.