Wrapping Paper For A Smoking Article
Ono; Hiroyoshi
U.S. patent application number 16/631707 was filed with the patent office on 2020-05-28 for wrapping paper for a smoking article. This patent application is currently assigned to JT International S.A.. The applicant listed for this patent is JT International S.A.. Invention is credited to Hiroyoshi Ono.
| Application Number | 20200163373 16/631707 |
| Document ID | / |
| Family ID | 59702574 |
| Filed Date | 2020-05-28 |


| United States Patent Application | 20200163373 |
| Kind Code | A1 |
| Ono; Hiroyoshi | May 28, 2020 |
Wrapping Paper For A Smoking Article
Abstract
A wrapping paper for a smoking article includes a base paper, wherein the base paper comprises a fibrous material, a filler material, and one or more burning additives. A paper porosity of the base paper is of 10 to 60 CU. A total amount of the one or more burning additives is of 0.1 to 0.7 wt.-% based on the a dry weight of the base paper.
| Inventors: | Ono; Hiroyoshi; (Tokyo, JP) | ||||||||||
| Applicant: |
|
||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Assignee: | JT International S.A. Geneva CH |
||||||||||
| Family ID: | 59702574 | ||||||||||
| Appl. No.: | 16/631707 | ||||||||||
| Filed: | August 14, 2018 | ||||||||||
| PCT Filed: | August 14, 2018 | ||||||||||
| PCT NO: | PCT/EP2018/072015 | ||||||||||
| 371 Date: | January 16, 2020 |
| Current U.S. Class: | 1/1 |
| Current CPC Class: | D21H 27/00 20130101; D21H 17/28 20130101; A24D 1/02 20130101; D21H 19/20 20130101; D21H 19/34 20130101; D21H 17/67 20130101; D21H 17/66 20130101; D21H 17/30 20130101; A24D 1/025 20130101; D21H 17/675 20130101; D21H 17/36 20130101 |
| International Class: | A24D 1/02 20060101 A24D001/02; D21H 19/34 20060101 D21H019/34; D21H 17/66 20060101 D21H017/66; D21H 27/00 20060101 D21H027/00; D21H 17/28 20060101 D21H017/28; D21H 17/67 20060101 D21H017/67; D21H 17/30 20060101 D21H017/30 |
Foreign Application Data
| Date | Code | Application Number |
|---|---|---|
| Aug 24, 2017 | EP | 17187689.9 |
Claims
1. A wrapping paper for a smoking article, comprising a base paper, wherein the base paper comprises a fibrous material, a filler material, and one or more burning additives, wherein: a. a paper porosity of the base paper is 10 to 60 CU; and b. a total amount of the one or more burning additives is 0.1 to 0.7 wt.-% based on a dry weight of the base paper.
2. The wrapping paper according to claim 1, wherein the one or more burning additives is selected from the group consisting of citrate salts, acetate salts, phosphate salts, tartrate salts, nitrate salts, or mixtures thereof.
3. The wrapping paper according to claim 1, wherein a basis weight of the base paper is 20 to 26 g/m.sup.2.
4. The wrapping paper according to claim 1, wherein an amount of the filler material is 17 to 28 wt.-% based on the dry weight of the base paper.
5. The wrapping paper according to claim 1, wherein the filler material is selected from the group consisting of calcium carbonate, kaolin, clay, talc, titanium dioxide, alumina trihydrate, precipitated silica and silicates (PSS), or mixtures thereof.
6. The wrapping paper according to claim 1, wherein a diffusion capacity of the base paper is 1.0 to 2.0 cm/s.
7. The wrapping paper according to claim 1, further comprising a plurality of burn-suppressing regions that are provided apart from each other.
8. The wrapping paper according to claim 7, wherein the plurality of burn-suppressing regions are provided on a surface of the base paper.
9. The wrapping paper according to claim 7, wherein the plurality of burn-suppressing regions are provided embedded in a matrix of the base paper.
10. The wrapping paper according to claim 7, wherein a diffusion capacity of the plurality of burn-suppressing regions is 0.10 to 0.35 cm/s.
11. The wrapping paper according to claim 10, wherein a ratio of the diffusion capacity of the plurality of burn-suppressing regions to a diffusion capacity of the base paper is in the range of 5% to 35%.
12. The wrapping paper according to claim 7, wherein the plurality of burn-suppressing regions contain at least one additive that reduces a diffusion capacity of the base paper, and wherein the at least one additives is selected from the group consisting of alginates, polyvinyl alcohol, polyvinyl acetates, modified and unmodified starches, cellulose derivatives, inorganic ions, natural gums, or mixtures thereof.
13. The wrapping paper according to claim 7, wherein the plurality of burn-suppressing regions are in a form of stripes.
14. The wrapping paper according to claim 1, wherein the fibrous material is a cellulosic fibrous material.
15. A smoking article, comprising a charge of smokable material surrounded by a wrapping paper according to claim 1.
Description
TECHNICAL FIELD
[0001] The present invention relates to a wrapping paper for a smoking article and a smoking article comprising a wrapping paper.
BACKGROUND ART
[0002] For most smokers, smoking of a single cigarette with around 7 to 12 puffs under standard smoking condition (ISO), depending on the tobacco rod length and its diameter, provides a satisfactory smoking experience. In order to reach the number of desired puffs, several solutions are known from the state of the art.
[0003] U.S. Pat. No. 5,379,788 teaches a cigarette system which has a greater number of puffs than a conventional cigarette of same dimensions and length of tobacco rod, namely at least about 14 puffs. The cigarettes are intended to be partially smoked, extinguished, stored and then resmoked. A filter is attached to the tobacco rod of the cigarette constructed to provide a per-puff delivery profile of tar, nicotine and flavor to the smoker which is approximately the same for both smokings of the cigarette. The greater-than-normal number of puffs is achieved by employing a slower burning tobacco blend, greater tobacco density and/or burn rate retardant paper.
[0004] US 2011/083,687 A1 discloses a burn rate of a smoking article which is reduced by incorporating into the paper a filler having a median particle size larger than about 2.5 microns and thereby increasing the number of puffs.
[0005] Japanese Patent No. 2834325 discloses a cigarette in which a cut tobacco density is set at 300 mg/cc or more in order to decrease the combustion rate of the cut tobacco rod, thereby increasing the number of puffs provided by the cigarette.
[0006] The problem of the present invention is to provide a wrapping paper that can increase the puff count of a smoking article without changing the tobacco rod length or diameter and without impacting on the TNCO levels of the smoking article.
BRIEF DESCRIPTION OF THE INVENTION
[0007] The inventors have found that by providing a wrapping paper with a certain porosity and a certain amount of a burning additive it is possible to increase the puff count of the smoking article.
[0008] A first aspect of the present invention relates to a wrapping paper for a smoking article, comprising a base paper, wherein the base paper comprises a fibrous material, a filler material and one or more burning additives, wherein a paper porosity of the base paper is of 10 to 60 CU, and a total amount of burning additive is of 0.1 to 0.7 wt.-% based on the dry weight of the base paper.
[0009] In another aspect of the present invention, a smoking article comprising a charge of smokable material surrounded by a wrapping paper according to the first aspect of the invention is disclosed.
[0010] Further aspects and embodiments of the invention are disclosed in the dependent claims and can be taken from the following description and examples, without being limited thereto.
FIGURES
[0011] The enclosed drawings should illustrate embodiments of the present invention and convey a further understanding thereof. In connection with the description it serves as explanation of concepts and principles of the invention. Other embodiments and many of the stated advantages can be derived in relation to the drawings.
[0012] FIG. 1 shows an enlarged schematic perspective view showing an example of a smoking article according to the present invention. A smoking article 40 shown in FIG. 1 is provided with a smokable rod 410 having a front end 410a and a base end 410b constituting an ignition end and a filter 420 having a front end 420a and a base end 420b. In the cigarette rod 410 and the filter 420, the base end 410b of the smokable rod and the front end 420a of the filter are abutted against each other, whereby the smokable rod 410 and the filter 420 are connected by a tipping paper 430. The smokable rod 410 is constituted of a rod 411 of tobacco filler and a wrapping paper 412 wrapping an outer circumferential surface of the tobacco filler rod 411. A wrapping paper 412 is constituted of a wrapping paper according to the present invention.
[0013] FIG. 2 is a schematic perspective view, partly broken away, showing an example of a cigarette that is wrapped with a cigarette paper having stripe-shaped burn-suppressing regions according to one embodiment of the present invention.
[0014] The cigarette 10 has a tobacco rod 11 consisting of a tobacco filler 13 that is wrapped with a wrapping paper 12 of the present invention in the form of a column. An ordinary filter 15 may be attached to the proximal end (namely, the downstream end in the inhaling direction) 11b of the tobacco rod 11 by using a tipping paper 14 according to a conventional method.
[0015] A plurality of stripe-shaped burn-suppressing regions 122, which are coated as will be explained in the forthcoming description, are formed on one of the surfaces of the base paper 121 that constitutes the wrapping paper 12 of the present invention. These stripe-shaped burn-suppressing regions 122 are formed apart from each other in the circumferential direction of the tobacco rod 11.
[0016] Non-burn-suppressing regions 123 are formed between the adjacent stripe-shaped burn-suppressing regions 122. Since the regions 123 are constituted by a part of the base paper 121, they can burn in an ordinary smoking state. Therefore, the regions 123 each act as a non-burn-suppressing region. For example, the stripe-shaped burn-suppressing regions 122 each may have a width of 1 to 6 mm in the circumferential direction. The distance between the adjacent burn-suppressing regions 122 may be 2 to 20 mm.
[0017] In the cigarette shown in FIG. 2, a non-burn-suppressing region 124 may be provided to the region covering a distance d from the tip 11a of the base paper 121.
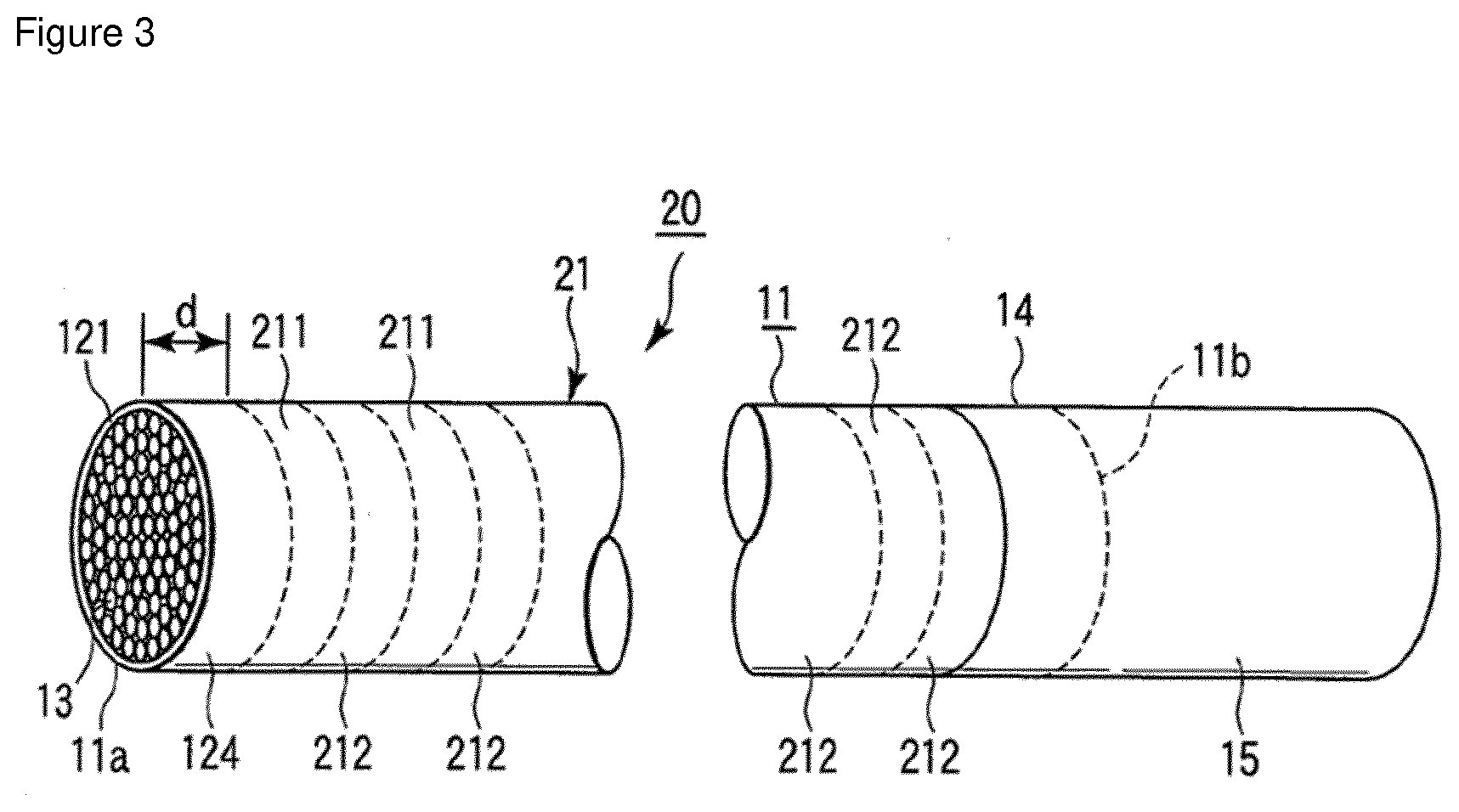
[0018] FIG. 3 is a schematic perspective view, partly broken away, showing an example of a cigarette that is wrapped with a cigarette paper having annular band-shaped burn-suppressing regions according to another embodiment of the present invention.
[0019] The cigarette 20 has a similar structure to that of the cigarette 10 shown in FIG. 2, except for the structure of the burn-suppressing regions in the wrapping paper. Therefore, in FIG. 3, an identical reference number is assigned to the same element as the constitutional element in FIG. 2, and the explanation thereof is omitted.
[0020] In the cigarette 20 shown in FIG. 3, a plurality of annular band-shaped burn-suppressing regions 211 are formed on the base paper 121 of the wrapping paper 21 wrapping the tobacco filler 13, defining burn-suppressing regions. These annular band-shaped burn-suppressing regions 211 are formed apart from each other in the longitudinal direction of the tobacco rod 11.
[0021] Non-burn-suppressing regions 212 are formed between the adjacent annular band-shaped burn-suppressing regions 211. Since the non-burn-suppressing regions 212 are constituted by a part of the base paper 121, they can burn in an ordinary smoking state. Therefore, the regions 212 each act as non-burn-suppressing region, as the regions 123 in FIG. 2 do. For example, the annular band-shaped burn-suppressing regions 211 each may have a width of 4 to 7 mm in the longitudinal direction. The distance between the adjacent burn-suppressing regions 24 may be 18 to 25 mm.
DETAILED DESCRIPTION OF THE INVENTION
[0022] Unless defined otherwise, technical and scientific terms used herein have the same meaning as commonly understood by one of ordinary skill in the art to which this invention belongs.
[0023] All values given in the present disclosure are to be understood to be complemented by the word "about", unless it is clear to the contrary from the context.
[0024] Smoking articles as referred to herein are not particularly limited and can for example be cigarettes, cigarillos or the like. They typically have a generally cylindrical rod shaped configuration and include a charge, roll, or column of smokable material, such as shredded tobacco (e.g. in cut filler form), which is surrounded by a paper wrapper forming a so-called "tobacco rod". A cigarette or cigarillo usually also has a cylindrical filter element aligned in end-to-end relationship with the tobacco rod. The filter element may, for example, comprise a plug of cellulose acetate tow, and the tow is circumscribed by a wrapper material known as "plug wrap". Typically, the filter element is attached to one end of the tobacco rod using a circumscribing wrapping material known as "tipping wrapper". The filter element wrapped by the tipping wrapper is known as "mouthpiece element".
[0025] As used herein, wt.-% is to be understood as weight percent, based on the dry weight of the base paper of the wrapping paper, unless explicitly otherwise specified. In the present disclosure, all amounts given in wt.-% in a particular embodiment add up to 100 wt.-%. The weight percent are thereby calculated by dividing the mass of each component by the dry mass of the base paper.
[0026] TNCO levels as referred to herein stand for tar, nicotine and carbon monoxide levels and can be measured by any suitable method. In the present invention this is done according to ISO 3308:2012.
[0027] The symbol "CU" herein designates the CORESTA air permeability unit that is commonly used in paper specifications by smoking article designers. The CORESTA air permeability unit is defined as: "the volumetric flow rate of air in cubic centimeters per minute (cm.sup.3/min) passing through a 1 square centimeter (cm.sup.2) sample of substrate at an applied pressure difference of 1 kilo-Pascal (kPa)." and are measured according to ISO 6565:2011.
[0028] The number of puffs of a smoking article may be measured by any suitable method. In the present invention this is done according to ISO 3308:2012.
[0029] The present invention relates to a wrapping paper for a smoking article comprising a base paper, wherein the base paper comprises a fibrous material, a filler material and one or more burning additives, wherein a paper porosity of the base paper is of 10 to 60 CU, and a total amount of burning additive is of 0.1 to 0.7 wt.-% based on the dry weight of the base paper. By providing a wrapping paper with such porosity and amount of burning additive it is possible to increase the puff count of the smoking article.
[0030] In certain embodiments of the present wrapping paper, the paper porosity of the base paper is 10 to 50 CU, e.g. 15 to 45 CU. For example, in some embodiments the paper porosity of the base paper is 10 to 20 CU, e.g. 13 to 17 CU, e.g. 15 CU. In other embodiments, the paper porosity of the base paper is 25 to 35 CU, e.g. 28 to 32 CU, e.g. 30 CU. In further embodiments, the paper porosity of the base paper is 40 to 50 CU, e.g. 43 to 47 CU, e.g. 45 CU. This further increases the puff count of the smoking article.
[0031] In certain embodiments of the present wrapping paper, the burning additive is included in the base paper in an amount of 0.2 to 0.6 wt.-%, e.g. 0.3 to 0.5 wt.-% based on the dry weight of the base paper. For example, in some embodiments the total amount of burning additive is in an amount of 0.2 to 0.4 wt.-%, e.g. 0.3 wt.-%, based on the dry weight of the base paper. In other embodiments, the total amount of burning additive is in an amount of 0.3 to 0.5 wt.-%, e.g. 0.4 wt.-%, based on the dry weight of the base paper. In further embodiments, the total amount of burning additive is in an amount of 0.4 to 0.6 wt.-%, e.g. 0.5 wt.-%, based on the dry weight of the base paper. This further increases the puff count of the smoking article.
[0032] In certain embodiments of the present wrapping paper, the burning additive is selected from the group consisting of citrate salts, e.g. sodium and potassium citrate, acetate salts, e.g. sodium and potassium acetate, phosphate salts, e.g. sodium and potassium phosphate, tartrate salts, e.g. sodium and potassium tartrate, nitrate salts, e.g. sodium and potassium nitrate, or mixtures thereof.
[0033] The burning additive is not particularly limited, as long as it is suitable for use in a smoking article. In certain embodiments citrate salts are used.
[0034] In certain embodiments of the present wrapping paper, the amount of filler in the base paper is 17 to 28 wt.-%, e.g. 20 to 25 wt.-%, based on the dry weight of the base paper. For example, the amount of filler in the base paper is 19 to 25 wt.-%, e.g. 21 to 23 wt.-%, e.g. 22 wt.-%, based on the dry weight of the base paper. In other embodiments, the amount of filler in the base paper is 22 to 28 wt.-%, e.g. 24 to 26 wt.-%, e.g. 25 wt.-%, based on the dry weight of the base paper. In further embodiments, the amount of filler in the base paper is 17 to 23 wt.-%, e.g. 19 to 21 wt.-%, e.g. 20 wt.-%, based on the dry weight of the base paper. This amount of filler provides an adequate resistance to manufacturing forces to which the wrapping paper is subject to during high speed manufacturing and also allows obtaining a desired opacity of the wrapping paper.
[0035] In certain embodiments of the present smoking article comprising a wrapping paper, the filler in the wrapping paper is selected from the group of calcium carbonate, such as precipitated calcium carbonate (PCC) or ground calcium carbonate (GCC), kaolin, clay, talc, titanium dioxide, alumina trihydrate, precipitated silica and silicates (PSS), and mixtures thereof.
[0036] Just like the burning additive, the filler is not particularly limited, as long as it is suitable for use in a smoking article. In certain embodiments calcium carbonate is used.
[0037] In one embodiment, the paper porosity of the base paper is 10 to 20 CU, e.g. 13 to 17 CU, e.g. 15 CU, the total amount of burning additive is in an amount of 0.2 to 0.4 wt.-%, e.g. 0.3 wt.-%, based on the dry weight of the base paper, and the amount of filler in the base paper is 19 to 25 wt.-%, e.g. 21 to 23 wt.-%, e.g. 22 wt.-%, based on the dry weight of the base paper.
[0038] In another embodiment, the paper porosity of the base paper is 25 to 35 CU, e.g. 28 to 32 CU, e.g. 30 CU, the total amount of burning additive is in an amount of 0.3 to 0.5 wt.-%, e.g. 0.4 wt.-%, based on the dry weight of the base paper, and the amount of filler in the base paper is 22 to 28 wt.-%, e.g. 24 to 26 wt.-%, e.g. 25 wt.-%, based on the dry weight of the base paper.
[0039] In a further embodiment, the paper porosity of the base paper is 40 to 50 CU, e.g. 43 to 47 CU, e.g. 45 CU, the total amount of burning additive is in an amount of 0.4 to 0.6 wt.-%, e.g. 0.5 wt.-%, based on the dry weight of the base paper, and the amount of filler in the base paper is 17 to 23 wt.-%, e.g. 19 to 21 wt.-%, e.g. 20 wt.-%, based on the dry weight of the base paper.
[0040] According to certain embodiments, the balance to 100 wt.-% of the dry weight of the base paper is essentially filler and fibrous material.
[0041] In certain embodiments of the present wrapping paper, the basis weight of the base paper is 20 to 26 g/m.sup.2, e.g. 21 to 24 g/m.sup.2, or e.g. 23 to 25 g/m.sup.2, e.g. 24 g/m.sup.2. By providing a base paper with a basis weight comprised in these ranges it is possible to obtain a desired opacity of the wrapping paper while controlling the level of CO.
[0042] In certain embodiments of the present wrapping paper, the diffusion capacity of the base paper is 1.0 to 2.0 cm/s, e.g. 1.0 to 1.8 cm/s, or e.g. 1.2 to 2.0 cm/s, or e.g. 1.2 to 1.8 cm/s, or e.g. 1.2 to 1.6 cm/s, or e.g. 1.4 to 1.8 cm/s, or e.g. 1.4 to 1.6 cm/s. In the present invention the diffusion capacity of a wrapping paper is measured according to CORESTA Recommended Method No. 77 (CRM No. 77 of April 2014).
[0043] In one embodiment of the invention, the wrapping paper may be used in a "low ignition propensity" smoking article. A "low ignition propensity" smoking article is one that has been designed to be less likely than a conventional cigarette to ignite furnishings and equipment, e.g. soft furnishings such as a couch or mattress. Ideally, a low ignition propensity smoking article will continue to burn when freely suspended such as in the holder of an ashtray or when being held in the hand without puffing ("free burn"). The tendency for a cigarette to go out during free burn is referred to as "self-extinguishment".
[0044] The capability of a smoking article to extinguish or to generate sufficient heat to continue burning, and thus potentially cause ignition of bedding or upholstered furniture (referred to as LIP) may be measured by any suitable method. In the present invention this is done according to ISO 12863:2010.
[0045] The likelihood of a smoking article to extinguish while burning in free air (referred to as FASE) may be measured by any suitable method. In the present invention this is done according to ISO 12863:2010.
[0046] In certain embodiments of the present wrapping paper, the base paper may comprise a plurality of burn-suppressing regions that are provided apart from each other. The burn-suppressing regions may be provided on a surface of the base paper or embedded within a matrix of the base paper. The plurality of burn-suppressing regions may be provided on a same surface of the base paper. Alternatively, one or more of the plurality of burn-suppressing regions may be provided on a first surface of the base paper and the remaining of the plurality of burn-suppressing regions may be provided on a second, opposite surface of the base paper.
[0047] Accordingly, the wrapping paper is formed of the base paper, optionally with burn-suppressing regions provided therein. As the regions of the wrapping paper which are outside the burn-suppressing regions are to be considered as non-burn suppressing regions the latter being the same as the base paper, the present application uses the terms "non-burn suppressing regions" and "base paper" interchangeably.
[0048] The shape and amount of these burn-suppressing regions is not further limited and may vary according to the specific requirements of the smoking article. In certain embodiments the burn-suppressing regions are in a form of stripes. In one embodiment all stripes are parallel to each other. In another embodiment at least two stripes are non-parallel to each other.
[0049] These burn-suppressing regions may contain additives that reduce the diffusion capacity of the base paper. The additives that may be applied to the wrapper may be any of those used in the art to reduce the ignition propensity of smoking articles.
[0050] In certain embodiments of the present wrapping paper, the burn-suppressing regions contain at least one additive that reduces the diffusion capacity of the base paper, where the additives are selected from the group consisting of alginates, polyvinyl alcohol, polyvinyl acetates, including partially hydrolysed derivatives and copolymers, modified and unmodified starches, cellulose derivatives, such as carboxy-methyl cellulose, ethyl-cellulose and hydroxymethyl-cellulose, and combinations thereof. The one or more additives may further comprise inorganic ions, such as phosphates, mono- or divalent metal salts, silicas and other agents known in the art to modify the burn rate, and combinations thereof. The additives may yet further comprise natural gums, such as guar gum.
[0051] The additives may be applied to the wrapping paper with a liquid carrier, which may be in the form of a solution, suspension, emulsion or a combination thereof. The liquid carrier may be aqueous, non-aqueous or a combination thereof and may contain an emulsifying agent depending on the nature of the additives.
[0052] In one embodiment, a suspension of additive may be applied within an aqueous carrier. The aqueous carrier penetrates the base paper transporting the additive into its matrix. Once the carrier evaporates, the additive is left within the base paper matrix where it can reduce the diffusion capacity either before or during the burning of the smoking article. Once applied to the base paper, the liquid carrier is allowed to evaporate allowing the wrapping paper to dry and for the additive to set within the matrix of the base paper.
[0053] In certain embodiments of the present wrapping paper, the diffusion capacity of the burn-suppressing regions is 0.10 to 0.35 cm/s, e.g. 0.15 to 0.35 cm/s, or e.g. 0.10 to 0.30 cm/s, or e.g. 0.15 to 0.30 cm/s, or e.g. 0.15 to 0.25 cm/s, or e.g. 0.20 to 0.30 cm/s, or e.g. 0.20 cm/s to 0.25 cm/s.
[0054] In certain embodiments of the present wrapping paper, the ratio of diffusion capacity between the burn-suppressing regions and the non-burn-suppressing regions in the wrapping paper is in the range of 5% to 35%, e.g. 10% to 35%, or e.g. 15% to 35%, or e.g. 5% to 30%, or e.g. 10% to 30%, or e.g. 15% to 30%, or e.g. 10% to 25%, or e.g. 15% to 25%. In other words, the ratio between the diffusion capacity in the burn-suppressing regions to the diffusion capacity of the base paper is comprised between 5% to 35%, e.g. 10% to 35%, or e.g. 15% to 35%, or e.g. 5% to 30%, or e.g. 10% to 30%, or e.g. 15% to 30%, or e.g. 10% to 25%, or e.g. 15% to 25%. By providing such ratios of diffusion capacity between the burn-suppressing regions and the non-burn suppressing regions (i.e., the base paper) it is possible to provide a low ignition propensity smoking article with a reduced impact on taste.
[0055] In certain embodiments of the present wrapping paper, the fibrous material is a cellulosic fibrous material.
[0056] The present invention further relates to a smoking article comprising a wrapping paper as in the embodiments described above and in which the wrapping paper surrounds a charge, roll or column of smokable material to form a tobacco rod.
[0057] In certain embodiments of the present smoking article, when a tobacco rod is wrapped by the wrapping paper, the burn-suppressing regions are in a form of stripes extending in a longitudinal direction of the tobacco rod and being spaced apart from each other in a circumferential direction of the tobacco rod.
[0058] In certain embodiments of the present smoking article, when a tobacco rod is wrapped by the wrapping paper, the burn-suppressing regions are in a form of round annular bands extending in a circumferential direction of the tobacco rod and being spaced from each other in a longitudinal direction of the tobacco rod.
[0059] Without being bound to a certain theory, the positive effect of the present invention, i.e. the combination of an increased number of puffs without changing the tobacco rod length or diameter is due to the specific combination of a paper porosity of 10 to 60 CU and at least one burning additive in an amount of 0.1 to 0.7 wt.-% as laid out above.
[0060] The above embodiments can be combined arbitrarily, if appropriate. Further possible embodiments and implementations of the invention comprise also combinations of features not explicitly mentioned in the foregoing or in the following with regard to the examples of the invention. Particularly, a person skilled in the art will also add individual aspects as improvements or additions to the respective basic form of the invention.
EXAMPLES
[0061] The present invention will now be described in detail with reference to examples thereof. However, these examples are illustrative and do not limit the scope of the invention.
Example 1
[0062] Two 84 mm cigarettes with increased puff count were prepared with the same tobacco blend. These cigarettes had both a 63 mm tobacco rod attached to a 21 mm filter by a tipping paper. The filters were cut from the same filter rod and the tipping papers were cut from the same reel. The tobacco rod of cigarette A was wrapped in a prior art wrapping paper (paper A), while cigarette B was wrapped in a wrapping paper according to the invention (paper B). In both wrapping papers the burn-suppressing regions were 6 mm wide annular bands separated between them by 18 mm in a construction similar to the one depicted in FIG. 3. The specifications of the respective wrapping papers are indicated in Table 1 below.
TABLE-US-00001 TABLE 1 Paper A Paper B Basis weight 27 g/m.sup.2 24 g/m.sup.2 Porosity 80 CU 45 CU Diffusion capacity in the 0.045 cm/s 0.230 cm/s burn-suppressing regions Diffusion capacity in the non- 2.3 cm/s 1.8 cm/s burn-suppressing regions (base paper diffusion capacity) Burning additive type Citrate salt Citrate salt Burning additive amount 1.4 wt.-% 0.5 wt.-% Filler (calcium carbonate) 27.7 wt.-% 20 wt.-%
[0063] These cigarettes were measured under ISO 3308:2012 conditions to determine their TNCO levels as well as their respective puff counts. Self-extinguishment was also measured for these cigarettes, both when positioned on a surface (ISO 12863:2010--referred to as LIP) and when burning in free air (ISO 12863:2010--referred to as FASE). The results are shown in Table 2 below. It was found that wrapping paper B increased the puff count of cigarette B by 1.3 while maintaining very similar TNCO levels. Paper B also shows a high self-extinguishing rate when positioned on a surface and a significantly improved performance when burning in free air.
TABLE-US-00002 TABLE 2 Cigarette A Cigarette B Tar 9.8 mg 10.0 mg Nicotine 0.80 mg 0.85 mg CO 9.0 mg 9.3 mg Puff count 6.8 8.1 LIP 100% 94% FASE 30% 8%
Example 2
[0064] Two 84 mm low ignition propensity cigarettes were prepared with the same tobacco blend. These cigarettes had both a 57 mm tobacco rod attached to a 27 mm filter by a tipping paper. The filters were cut from the same filter rod and the tipping papers were cut from the same reel. The tobacco rod of cigarette C was wrapped in the prior art wrapping paper from example 1 (paper A), while cigarette D was wrapped in the wrapping paper according to the invention from example 1 (paper B).
[0065] These cigarettes were measured under ISO 3308:2012 conditions to determine their TNCO levels as well as their respective puff counts. Self-extinguishment was also measured for these cigarettes, both when positioned on a surface (ISO 12863:2010--referred to as LIP) and when burning in free air (ISO 12863:2010--referred to as FASE). The results are shown in Table 3 below. It was found that wrapping paper B increased the puff count of cigarette B by 0.9 while maintaining very similar TNCO levels. Paper B continues to show a high self-extinguishing rate when positioned on a surface and a significantly improved performance when burning in free air.
TABLE-US-00003 TABLE 3 Cigarette C Cigarette D Tar 8.0 8.1 Nicotine 0.62 0.68 CO 9.1 9.2 Puff count 5.6 6.5 LIP 98% 95% FASE 38% 23%
Example 3
[0066] Three 84 mm cigarettes were prepared with the same tobacco blend. These cigarettes had all a 57 mm tobacco rod attached to a 27 mm filter by a tipping paper. The filters were cut from the same filter rod and the tipping papers were cut from the same reel. The tobacco rod of cigarette E was wrapped in a prior art wrapping paper (paper E), cigarette F was wrapped in a first wrapping paper according to the invention (paper F), and cigarette G was wrapped in a second wrapping paper according to the invention (paper G). The specifications of the respective wrapping papers are indicated in Table 4 below.
TABLE-US-00004 TABLE 4 Paper E Paper F Paper G Basis weight 26 g/m.sup.2 24 g/m.sup.2 24 g/m.sup.2 Porosity 45 CU 30 CU 15 CU Burning additive type Citrate salt Citrate salt Citrate salt Burning additive 1.0 wt.-% 0.4 wt.-% 0.3 wt.-% (citrate) Filler (calcium 31.25 wt.-% 25 wt.-% 22 wt.-% carbonate)
[0067] These cigarettes were measured under ISO 3308:2012 conditions to determine their TNCO levels as well as their respective puff counts. The results are shown in Table 5 below. It was found that wrapping papers F and G increased the puff count of cigarettes F and G by 1.0 and 1.2, respectively, while maintaining very similar TNCO levels to those measured for cigarette E.
TABLE-US-00005 TABLE 5 Cigarette E Cigarette F Cigarette G Tar 6.0 6.0 6.3 Nicotine 0.6 0.5 0.5 CO 6.8 5.7 5.9 Puff count 6.1 7.1 7.3
* * * * *
D00000
D00001
D00002
XML
uspto.report is an independent third-party trademark research tool that is not affiliated, endorsed, or sponsored by the United States Patent and Trademark Office (USPTO) or any other governmental organization. The information provided by uspto.report is based on publicly available data at the time of writing and is intended for informational purposes only.
While we strive to provide accurate and up-to-date information, we do not guarantee the accuracy, completeness, reliability, or suitability of the information displayed on this site. The use of this site is at your own risk. Any reliance you place on such information is therefore strictly at your own risk.
All official trademark data, including owner information, should be verified by visiting the official USPTO website at www.uspto.gov. This site is not intended to replace professional legal advice and should not be used as a substitute for consulting with a legal professional who is knowledgeable about trademark law.